Nyomtatott huzalozs lap Mechanikai mveletek rajzolat kialakts Nyomtatott

, PWB (~Wiring~) Vezetőhálózat +")




, • mechanikai megmunkálás (fúrás, darabolás), • rajzolat kialakítás:")

, technológiai sáv,")

, • zsírtalanítás: új réteg egyenletes tapadása a cél,")






, felbontóképesség. Maszkolási módszerek")


 1. felület tisztítás, zsírtalanítás, szárítás, 2. rétegfelvitel lehetséges: –")
")


: bejáratott, olcsó, de alacsony kihozatal, kis felbontás,")
 nincs szükség maszkra, kis sorozat, jó")








, • folyékony fényérzékeny emulzió: – mártás, – szárítás,")
 • negatív fényérzékeny fólia, • Exponálás hordozó oldalról! • előhívás: meleg vízzel,")

 maratással. • Előnyök:")

 – éles,")


klorid réz(II)klorid réztetrammin-komplex nátrium-klorit nátrium/kálium-perszulfát")
 – hőmérséklet, koncentráció függvénye, • marási kapacitás")




 Fürdő összetétel: • • fémsó, redukálószer, puffer (pontos p.")


.")

 kialakul, ha az anód és a katód nem párhuzamos, így az")

, • köztes réteg (tapadás növelés, diffúzió gátlás), • savas")



,")





 d")

 • Egy felépített egység: műgyantával bevont rézfólia, ezen mikrovia")
 Elkészül egy")










- Slides: 81
Nyomtatott huzalozású lap Mechanikai műveletek, rajzolat kialakítás
Nyomtatott Huzalozású Lemez anyagai: NYHL, NYÁK, PCB (Printed Circuit Board), PWB (~Wiring~) Vezetőhálózat + mechanikai tartás, szerelési alap Előnyök: • nagyobb terhelhetőség, jobb disszipáció (felület/keresztmetszet nagy), • szerelés, mérés, hibakeresés automatizálható, • megbízhatóság jobb.
NYHL típusok: • Hordozó: merev — hajlékony • Vezetősávok száma: • egyoldalas, • kétoldalas, furatfémezett, • többrétegű • Rajzolatfinomság: vezető – szigetelő vastagság • normál: 0, 4 – 0, 6 mm >16 mil • finom: 0, 3 – 0, 4 mm ~12 – 16 mil • igen finom: 0, 1 – 0, 2 mm ~ 4 – 8 mil (1 raszter = 2, 54 mm, 1 mil = 0, 01 raszter)
Merev nyomtatott lapok gyártása: 1. Kémiai módszerrel: – Maratott fólia, – Galvanizált fólia. 2. Mechanikai módszerrel: – Kivágott, – Fémszórás, – Sajtolt huzalozás.
Egyoldalas nyomtatott huzalozás: 1. Maratásos: • kiindulás: egyoldalas folírozott lemez, • maratásálló reziszt felvitele a vezetőhálózat helyére, • maratás, • reziszt eltávolítása. 2. Galvanizálásos: • vékony rézréteg felvitele a teljes oldalra (kémiai módszer), • galvánálló reziszt felvitele (ahol nem lesz vezetőhálózat), • galvanizálás, • reziszt eltávolítása, • maratás.
3. Átültetéses: hordozó pl. : acéllemez, • ahol nem lesz hálózat, galvánálló reziszt felvitel, • galvanizálás, • reziszt eltávolítása, • galvanizált rétegre ragasztó felvitele, • szigetelőlap felhelyezése, • sajtolás vagy kikeményítés, • hordozó lemez eltávolítása (kémiai vagy mechanikai úton).
Fő lépések: • anyagválasztás (hordozó, fólia), • mechanikai megmunkálás (fúrás, darabolás), • rajzolat kialakítás: – maszk készítés, – maratás, • fémbevonatok, • forrasztásgátló bevonat, • ellenőrzés. 7
Lemez előkészítési, tisztítási műveletek: • darabolás, • fúrás, • zsírtalanítás, • oxidmentesítés.
Mechanikai műveletek: • Darabolás: technológiai méretre vágás (~ 50– 80 cm-es táblák), technológiai sáv, utólag: kivágás, kontúrmarás
• Fúrás: egyoldalas: a műveletsor végén - nem kritikus, kétoldalas, többrétegű: a műveletsor elején nagyon fontos (furat belső fala fémezhető legyen!). méretarány átmérő/furathossz fúrószár terhelhetősége, furat fémezhetősége pakett, koordináta-fúró Fúrók: Anyag: wolfram-karbid Fordulatszám: 10 -90000/min minél kisebb furat, annál nagyobb fordulatszám Min. d =0, 2 – 0, 15 mm
Felülettisztítás: • mechanikai: dörzshenger, habkőpor (nedves), • zsírtalanítás: új réteg egyenletes tapadása a cél, történhet: bemerítéssel vagy permetezéssel, vizes bázisú zsírtalanítók: • lúgos: Na. OH, Na 2 CO 3, Na 3 PO 4, • felületaktív anyag: szappanszerű vegyületek. • szerves oldószeres zsírtalanítás (mérgező, tűzveszélyes !) • gőzfázisú tisztítás: zárt térben, a hideg hordozót a melegen telített gőzbe helyezik, a tiszta oldószer lecsapódik, lecsorog. (inkább félvezetők esetében!)
Ultrahangos tisztítás: • a hang longitudinális hullám - nyomásváltozás • kavitációs üreg keletkezik a folyadék-szilárd határfelületen (p = 108– 109 Pa) - összeomlik, • fellazítja, „letépi” a szennyeződést a felületről • hatása függ: az oldószer (meleg, tiszta víz, lúgos zsírtalanító oldat, szerves oldószer, pl. aceton) – hőmérsékletétől, – gőznyomásától, – viszkozitásától, – felületi feszültségétől. A tisztítás időtartama: 2 -3, max. 10 perc. A munkadarabot a tisztítás ideje alatt forgatni kell!
Oxidmentesítés: dekapírozás: fémtiszta felület kialakítása, felületi oxidréteg, ill. más korróziós bevonat eltávolítása, általában savas pácoldatokkal (10 – 20% -os kénsav, sósav, szobahőmérsékleten, 0, 5 - 1 perc)
Rajzolat kialakítási módszerek 1. Foto készítés 2. Fotolitográfia 3. Szitanyomtatás
Fotomaszk készítés Foto technológiai szerepe: minta átvitele Mesterábra készítése: • Kézi: tusrajz, sablonkészlet kontakt foto • Gépi: § áramkör tervező program, § NYHL tervező program: minden réteg huzalozási rajza, furatozási rajz, forrasztásgátló bevonat rajza, NYHL ellenőrző program.
Mester fotó számítógépes tervezése: Gerber fájl (tartalmazza: x, y koordinátákat, a levilágító fény nyit/zár utasítását, apertura méretet) Levilágítás Laser levilágító: • ábra pontokból áll, mint mátrixnyomtató esetében, • felbontás jó, de ferde vonalak széle lépcsős. Laserplotter: • folytonos minden irányban, • felbontás jó, • de lassú!
Fototechnika lépései: • fekete-fehér film esetén, fényérzékeny emulzió a hordozón, • exponálás (levilágítás- latens kép), • előhívás (a redukció teljessé tétele a fényt kapott részeken), • fixálás (az exponálatlan szemcsék –Ag. Br - kimosása)
Fotók jellemző tulajdonságai • • negatív működésű, fényérzékenység, denzitás (feketeség mértéke), felbontóképesség. Maszkolási módszerek Maszkolás célja: A felület meghatározott területeit valamilyen fizikai/kémiai hatással szemben megvédeni. (különálló maszk – szita, felületen) • Foto minősége döntő (pontosság, rétegfotók illesztettsége).
Fotoreziszt technológia = fotolitográfia • • • „fényérzékeny és ellenálló tulajdonságú” polimer réteg, használatos: NYHL, hibrid IC, félvezető, felbontás, ~vonalfinomság, típusok: – pozitív, negatív, – folyékony, szilárd.
Fotorezisztek fajtái Pozitív: fény hatására depolimerizáció, csökken a molekulatömeg. Ezek oldhatósága megnő. Pontos rajzolat, könnyű technológia. Negatív: fény hatására polimerizálódik a monomer gyanta, és/vagy a lineáris polimer láncok keresztkötésekkel egymásba kapaszkodva oldhatatlanná teszik a rezisztet az előhívó anyag számára. Folyékony Szilárd
Technológiai lépések (folyékony reziszt esetében) 1. felület tisztítás, zsírtalanítás, szárítás, 2. rétegfelvitel lehetséges: – centrifugálással, – kenőhengerrel, – szitanyomtatással, – függönyöntéssel. 3. szárítás: 60 -80 o. C-on, – oldószer elpárolog (oldószer csökkenti a fényérzékenységet), – filmképződés.
4. megvilágítás: emulziós oldal a rezisztre szorítva, levilágítás UV fénnyel (nagynyomású Hg-gőzlámpa, 365 nm) távolság, idő kísérleti beállítása, 5. előhívás: • előhívóban oldódási sebesség-különbség, • permetezéssel. 2. – 5. együtt változik, nem lehet csak egyiket módosítani! 6. beégetés, 4. maratás.
Technológia: szilárd rezisztek • • „+” , „-” negatív elterjedtebb, vastagabb → furatgalvánnál fontos, kevesebb technológiai lépés, egyenletes rétegvastagság. Mylar (poliészter) Reziszt film PE
• Du Pont – Riston fólia 1. felhengerlés, laminálás 100 o. C, (lemez előmelegítve), felület mikroérdesítve, 2. megvilágítás: egyszerre 2 oldal, pontos pozícionálás! 3. előhívás: – mylar fólia le, – hívó gyengén lúgos (1 – 2%-os Na 2 CO 3), – permetező, erős mechanikai hatás is kell!
Levilágítási technológiák 1. Érintkezéses levilágítás (Contact Imaging): bejáratott, olcsó, de alacsony kihozatal, kis felbontás, maszk kopik, 2. Lézeres vetítő módszer (Laser Projection Imaging, LPI): nagy felbontás nagy felületű hordozón is, nagy pontosságú helyezés, pozícionálás, nagy áteresztőképesség, nincs maszk-panel kontaktus → magas kihozatal, 25
3. Lézeres közvetlen levilágítás (Laser Direct Imaging, LDI) nincs szükség maszkra, kis sorozat, jó pozícionálás, kiváló kihozatal, de különleges, nagyérzékenységű és gyorsan exponálható rezisztet igényel. 4. Ismétlő levilágítás (Step and Repeat Imaging): nincs maszk-panel kontaktus → magas kihozatal, pontos helyezés, hagyományos rezisztek használhatók, olcsó, de korlátozott méret és áteresztőképesség.
Lézeres vetítő módszer
Előhívott rezisztminták lézeres levilágítás után
Lézeres közvetlen levilágítás
IC fotoreziszt technológia • Vonalfinomság: >0, 1 m • Megvilágítás: mély UV, 93 nm, monokromatikus, excimer laser • Step ad repeat • Ehhez illeszkedő optikai anyagok pl. Ca. F 2, • Ezen a -n érzékeny fotoreziszt
Maszkolási módszerek Szitanyomtatás 31
Alkalmazás: • maratásálló maszk, • forrasztópaszta, • forrasztásgátló maszk felvitelére, • feliratok készítésére. Közepes sorozat, közepes rajzolatfinomság.
Szita jellemző tulajdonságai: Szál: • szakítószilárdság, • rugalmasság, • kopásállóság, Szövet: • vegyszerállóság. • szitafinomság (mesh: csomó/inch), • szabad felület %.
Szitanyomó maszk • Keret • Emulziós maszk • Tömítő festék
Maszk fajtái, készítése • direkt (emulziós), • folyékony fényérzékeny emulzió: – mártás, – szárítás, – exponálás, • jó tapadás, • speciális megvilágító (kerettel együtt).
Indirekt (fotostencil) • negatív fényérzékeny fólia, • Exponálás hordozó oldalról! • előhívás: meleg vízzel, • behengerlés a szitaszövetbe. 36
Mikroszkópi kép indirekt
Fémmaszk • Fémfólián a nyílások kivágása történhet: – Laserrel, – (elektrokémiai) maratással. • Előnyök: – nagyobb pontosság, – nagyobb felbontás nagyobb élettartam.
Elektrokémiailag maratott maszk profilja Fotolitográfia – maszk – maratás vagy galvanizálás Lézerrel kivágott maszk Nincs foto, vegyszer, nagyobb megbízhatóság
Nyomtatás • asztal feladata: a rögzítés, pozícionálás, gyors lemezcsere, • kés: (rakel) – éles, vegyszerálló, kopásálló – szilikongumi – dőlésszög: 45 – 60 o, – sebesség közepes.
Festék Fő tulajdonságai: • viszkozitás, – nyomtatás könnyű legyen, – az átpréselt pöttyök összefolyjanak, – a nyomtatott minták ne folyjanak össze tixotrop! • felületi feszültség. Típusok: • maratásálló, • forrasztásgátló, • forraszpaszta, • vastagréteg áramköri elemek, • Felirat.
Maratás • Cél: a réz eltávolítása a maszk által nem védett területről. • Maratószer: – Oxidáló: Cu 2+ + 2 e– Savas/lúgos p. H: a Cu 2+ oldatban tartására.
Típusok: • Savas: szulfátos kloridos • Lúgos: kénsav-hidrogénperoxid ammónium-perszulfát vas(III)klorid réz(II)klorid réztetrammin-komplex nátrium-klorit nátrium/kálium-perszulfát 43
Maratószer jellemzők • marási sebesség ( m/perc) – hőmérséklet, koncentráció függvénye, • marási kapacitás (m 2 NYHL/kg maratószer), • alámaródás (v /v ), • szelektivitás (Sn maszk esetén), • regenerálhatóság, • egészségi, környezeti hatás. 44
Maratási módszerek • bemerítés, • permetezés, • folyadéksugaras: – mindig friss maratószer jut a felületre, – erős áramlás lemossa az oldott rezet, – folyamatos regenerálás (Cu kinyerés, redoxpotenciál, p. H visszaállítása) • öblítés: – minimális kihordás (levegő-lefúvó, gumihenger), – első öblítővíz nem önthető ki! – kaszkád öblítés.
Nyomtatott huzalozású lapok fémbevonatok készítése
Furatfémezési megoldások • Kémiai réz: rétegvastagság 12 m – galván Cu, • Direct plating: Pd rétegre közvetlen galván Cu, • Black hole: grafitréteg – galván Cu, • Vezető polimer: polimer réteg – oxidációval vezetővé tétel – galván Cu
Fémbevonatok: Kémiai redukció: Szigetelő felületre is! • alkalmazás: furatfémezés, ellenállás • leggyakrabban: Cu, Ni, Ag Immerziós: Vezető felületre, árammentes, ioncsere reakció, leggyakrabban: Ni, Ag, Au Galvanikus: Vezető felületre, alkalmazás: panel, rajzolat, érintkezők
Kémiai redukciós fémbevonat (Electroless plating) Fürdő összetétel: • • fémsó, redukálószer, puffer (pontos p. H beállítása, tartása), nedvesítőszer (tapadás javítása, felületi feszültség csökkentése), • stabilizátor (fürdő spontán bomlásának gátolása), • víz.
Technológia: • Felület előkészítés: – tisztítás, zsírtalanítás, – érdesítés, mikromarás, – aktiválás Sn. Cl 2, majd Pd. • Kémiai reakció: Cu. SO 4 + 2 HCHO + 4 Na. OH Cu + 2(HCO)2 Na + H 2 + 2 H 2 O + Na 2 SO 4 Szobahőmérsékleten, rétegvastagság 1 -2 m.
Galvanizálás Olyan elektrokémiai folyamat melynél rétegfelrakás történik. Katód – munkadarab – fémionok + töltésűek, a katód felé vándorolnak, és a töltésüket vesztve lerakódnak, Anód – az oldatból kiváló fém pótlására is szolgál, az elektrolit koncentrációja változik a fémkiválása következtében – az elektrolitban egyensúly legyen!
Galvánbevonat tulajdonságai: • Tapadás: – felület előkészítés, – szemcseméret, – szerkezet illeszkedés (hőtágulás, rácsállandó). • Egyenletesség: makroszórás. • Keménység, kopásállóság: – szemcseméret, – bevonat tisztasága (H 2 kiválás). • Fényesség, felületi simaság: – felület előkészítése, polírozása, – fürdő mikroszórása. • Korrózióállóság • Változó villamos ellenállás
Áramkihasználás: A valóságban kivált tömeg és a Faraday- törvényből számított tömeg hányadosa. Amennyiben jelentősen kisebb 1 -nél, az azért van, mert nagyobb galvanizáló feszültség, nagyobb áramsűrűség esetén a katódon nemcsak a fém, hanem valami más anyag is kiválik, általában hidrogén. Ezzel az áramhasznosítás csökken, a bevonat minősége romlik. Porózus, matt néha fekete felület alakul ki, melynek tapadása romlik, a fémszerkezetbe épülve azt rideggé teszi. Szóróképesség: a galvánfürdőnek az a tulajdonsága, hogy mennyire képes elsimítani a katód áramsűrűségének helyi ingadozásából származó bevonat-egyenetlenségeket.
Makrószórás: (primer szórás) kialakul, ha az anód és a katód nem párhuzamos, így az áramsűrűség sem lesz egyenletes. Pl. : alakos katód esetében, furatgalvanizáláskor. Javítható: helyes anód elhelyezéssel, vezetősó alkalmazásával. Mikrószórás: (secunder szórás) az áramingadozást a bevonandó tárgy felületi egyenetlenségei okozzák. Lyukak, karcolások mentén csökken, élek, kiemelkedések közelében a csúcshatás miatt jelentősen megnő az áramsűrűség. Ennek hatására jelentősen megnő a fémkiválás, de ettől hamar kiürül a közvetlen környezete a fémionból. A réteg épülés itt leáll, és csak a mélyedésekben és a sík felületen folytatódik. Tehát a jó mikroszórású fürdő csökkenti a felületi érdességet, sima esetleg fényes bevonatot hoz létre. A mikroszórást azok az adalékok javítják, amelyek a túlfeszültséget növelik (felületaktív anyagok, komplexképzők).
Galvánfürdők összetétele: • • • bevonandó fém sója, vezető só [Mg. SO 4, (NH 4)2 SO 4 ], puffer (leválási potenciál, fürdő stabilitás), komplexképző (szabad fémion konc. csökk. ), depasszivátor (általában Cl-, az anód oldódását segíti), • nedvesítő, szemcsefinomító, fényesítő. Követelmény: összetétel, p. H, vezetőképesség hosszú távú stabilitása.
Rezezés: • furatgalván (panel, rajzolat), • köztes réteg (tapadás növelés, diffúzió gátlás), • savas fürdő: Cu. SO 4, H 2 SO 4 , Na. Cl + adalékok j = 0, 5… 5 A/dm 2, katódmozgatás, anód: foszfortartalmú réz
Egyéb fémezési eljárások: Redukciós nikkelezés: Pl. diszkrét, kisohmos ellenállások, munkahőmérséklet : 85 – 90 o. C Immerziós fémezés: Ez egy csere reakció; egy kevésbé nemes fémet (negatívabb elektródpotenciálút) egy nemesebb fém oldatába merítik. Az oldatban levő megkapja a szükséges elektronokat, redukálódik és semleges fémként kiválik a felületre. Főként a forraszthatóságot biztosító felület-kikészítő rétegeket készítik így. Furatfémezés lépései: 1. fúrás, felület előkészítés, aktiválás, 2. vezetőréteg felvitele, 3. réz galvanizálása a furatfalra (a panelra is). Ezüst: közvetlenül a rézzel cserél, v=0, 15 -0, 45 m, jól. forrasztható. Arany: az alá rétegezett nikkellel cserél, v= 0, 05 -0, 2 m, többször forrasztható, hosszú ideig stabil.
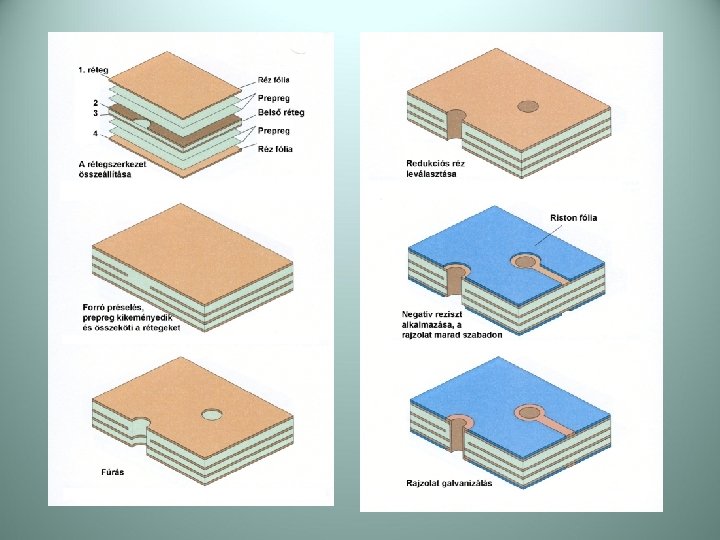
Kétoldalas technológia összefoglalása: • fúrás, • aktiválás: Sn Pd, árammentes Cu bevonat, panelgalvanizálás • szilárd fotoreziszt felvitele: fotolitográfia.
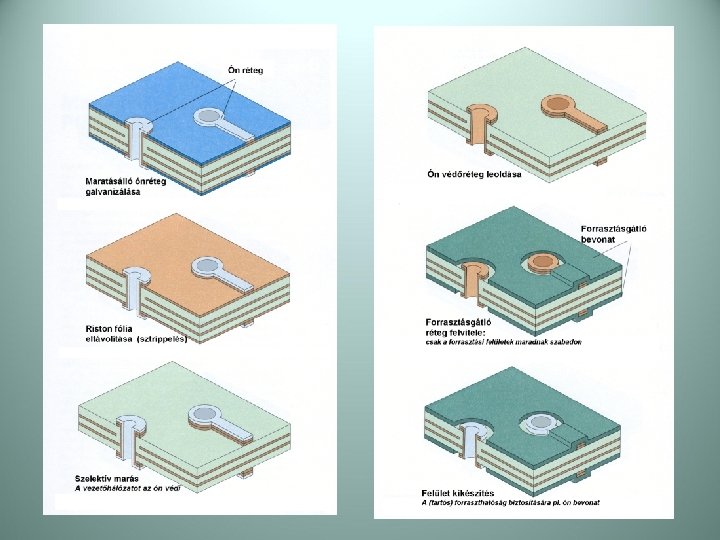
• Cu maratás, a fényes Sn maszkol, • Sn védőréteg eltávolítása (vagy megömlesztése), • forrasztásgátló réteg felvitele, • felületkikészítés (Au, Ag, Sn).
Furat metszete Fémezett falú furat Gomba képződés
Többrétegű NYHL: Együttlaminált technológia: • kétoldalas lemezeken rétegenként a rajzolat elkészítése úgy, mint a rézfólia kétoldalasnál, de furatfémezés nélkül, • alul – felül nincs rajzolat, • rézfelületre vékony oxidréteg, • pakett összeállítás, sajtolás (170 o. C, 15 bar, 40 -60 perc), ónozatlan Cu • fúrás, furatfémezés rajzolat a két pre-preg huzalozás külső rétegre…, mint a (fekete oxid) kétoldalasnál, • így főképp átmenő furat (de megoldható az eltemetett és a zsák Pre-preg: preimpregnated material, félig furatkikeményített, is). üvegszövettel erősített epoxigyanta (ugyanaz az anyag, mint a hordozó) Hatrétegű pakett
A többrétegű, együttlaminált technológia összefoglalása • http: //www. pcb 007. com/pages/pcb 007. c gi • http: //www. hdihandbook. com/ • http: //flexiblecircuittechnology. com/flex 4/
Zsákfurat, betemetett furat: még a sajtolás előtt, az egyedi lemezeken kell kialakítani. Fémezett falú furatok RTG képe
fémezett falú vakfurat eltemetett fémezett falú furat Cu huzalozási pálya
HDI: High Density Interconnection: – Vonalfinomság < 150µm – Mikroviák (eltemetett és vakviák) d < 0, 3 mm, több, mint 1000 furat/dm 2 Szekvenciális technológia 190 I/O 100 I/O
Szekvenciális technológia, mikrovia • szekvenciális: a rétegeket egyenként, egymásra építve, • mikrovia: 10… 100 m átmérő, fúrás lézerrel vagy plazmamarással, • előny: kisebb méret, nagyobb sebesség, kevesebb réteg, kisebb költség. Fémezett zsákvia
Szekvenciális technológiák: Lézeres elpárologtatás (abláció) • Egy felépített egység: műgyantával bevont rézfólia, ezen mikrovia fúrás lézerrel, rajzolat kialakítása fotoreziszt technikával, maratással Fényérzékeny szigetelő réteg • Alkalmazás, mint a fotorezisztek, mikrovia készítés fotózással és előhívással • Utána vezetőréteg kialakítása additív technikával
Szekvenciális felépítésű többrétegű nyomtatott huzalozások: Rétegenkénti felépítés: bázislemez (Cu réteggel bevont szigetelőlemez) Elkészül egy réteg vezetőhálózat. Előnyei: • igen finom rajzolat d=40µm, • kicsi via átmérő: D=4080µm, • nagy rétegszám: n<40, • vékony szigetelőréteg: v= 30 -70µm.
4 alapelv az alkatrészsűrűség növelésére: • • csökkenteni a furatátmérőt, csökkenteni a csíkszélességet, növelni a rétegek számát, csökkenteni a használatlan lyukfelületet, zsák (vak) és eltemetett viák alkalmazásával. + 2: • via feltöltés, • beágyazott passzív alkatrészek.
Mikrovia fúrása: • mechanikai: korlátozott pontosság: mélységi: ~ 40 µm, oldal: ~ 50 µm • plazma • lézer: – CO 2 lézer, 10, 6 µm (fémet nem), – UV lézer, – d ~ 30 µm.
Hajlékony NYHL:
Beágyazott passzív Hagyományos SMT: komponensek: Beágyazott passzív: Hosszabb huzalozás a passzív elem és az IC között Rövidebb huzalozás Méretcsökkenés
Előnyök: • Elektromos paraméterek: – rövidebb jel útvonal, kisebb soros induktivitás, – megszünteti az SM alkatrészek induktív ellenállását, – csökkenti az áthallást, zajt. • NYÁK tervezés: – növelhető az aktív elemek sűrűsége, – könnyebb a huzalozás, – javul a megbízhatóság, mert csökken a forrasztott kötések száma. • Gazdasági: – javul a szerelés hatékonysága, – csökken a panel mérete.
Korlátok: • nem állítható elő a kapacitás-értékek teljes skálája, • az anyagok és komponensek ára még magasabb, • a tervezési idő hosszabb.
Beágyazott ellenállások: • beágyazott vagy felületi vékonyréteg ellenállások, • galvanikusan felvitt ellenállások. vastagréteg technológiával (szitanyomtatással) létrehozott ellenállás
Beágyazott kondenzátor:
3 D tokozás:
Po. P package on package: