K NNG NGH NGUI TRONG CUC SNG Ngui





 là dụng")



























































































- Slides: 99
KỸ NĂNG NGHỀ NGUỘI TRONG CUỘC SỐNG. • Nguội là phương pháp gia công cơ khí cắt gọt bằng tay, dùng sức người, với dụng cụ là dụng cụ nguội và vật liệu gia công không được gia nhiệt ( nung nóng). • Gia công nguội đã có từ lâu đời (khoảng thế kỹ thứ 12) sau hai phương pháp gia công đúc và gia công rèn, nó ra đời nhằm cung cấp các sản phẩn cơ khí dưới dạng cơ cấu, thiết bị và máy mà hai phương pháp gia công trước đó không thế thực hiện được.
§Theo sự phát triển của xã hội thì nghề nguội cũng được chia ra thành những nghề có chuyên môn sâu và đã được công nhận trong danh bạ nhà nước như sau: • Nghề Nguội dụng cụ: Nghề nguội mà người thợ chỉ làm một công việc là dùng những dụng cụ cắt gọt để chế tạo ra các chi tiết đúng theo những yêu cầu kỹ thuật của bản vẽ chi tiết, các chi tiết đó có thể dùng để lắp thành cơ cấu, thiết bị hoặc máy, các chi tiết đó cũng có thể là một sản phẩm hoàn chỉnh như làm khuôn, khi nói đến thợ khuôn thì chính là người ta nói đến thợ nguội dụng cụ . • Nghề nguội lắp ráp : nghề nguội mà người thợ chỉ làm một công việc là dùng các chi tiết đã được chế tạo để lắp chúng lại với nhau thành cơ cấu, thiết bị hoặc máy đúng theo các yêu cầu kỹ thuật của bản vẽ lắp, trong quá trình thực hiện công việc thì người thợ nguội lắp ráp có khi cần phải sửa chữa, hiệu chỉnh lại các chi tiết cho phù hợp với yêu cầu kỹ thuật của thiết bị hoặc máy. Người ta có thể thấy thợ nguội lắp ráp rất nhiều ở các công ty lắp máy và thường gọi họ là thợ lắp máy. • Nghề nguội sửa chữa : nghề nguội mà người thợ chỉ làm công việc là bảo trì các thiết bị đang làm việc của một cơ sở sản xuất nào đó. Những việc làm của thợ nguội sửa chữa là bảo dưỡng , sửa chữa phục hồi các thiết bị : châm dầu, hiệu chỉnh thông số, thay thế các chi tiết bị hỏng, tháo lắp máy và sửa chữa phục hồi các chi tiết bị hỏng. ở trong các cơ sở sản xuất có thiết bị công nghệ thì đều có thợ nguội sửa chữa ở các tổ cơ điện, phòng cơ điện. Ngoài ra, để phục vụ cho dân dụng người ta còn có nghề nguội mỹ nghệ, nó bao gồm thợ bạc, thợ sửa khóa, thợ sửa chữa xe máy, thợ gò máng xối, thùng, xô, . . •
§ • • • Đặc điểm của phương pháp gia công nguội. Phương pháp gia công nguội có thể chế tạo được những chi tiết mà các phương pháp gia công khác không thể thực hiện được. Phương pháp gia công nguội có mặt mọi nơi, nhất là ở những nơi thiếu thốn hoặc không có thiết bị gia công cơ khí. Phương pháp gia công nguội có thể tạo ra các sản phẩm có độ chính xác rất cao. Phương pháp gia công nguội tốn nhiều thời gian hơn các phương pháp gia công khác. Để thực hiện một quá trình gia công nguội một sản phẩm thì người ta phải tốn rất nhiều sức lực. Các chi tiết, sản phẩm được gia công bằng phương pháp gia công nguội sẽ không giống nhau về hình dáng và kích thước, không có độ đồng đều giữa các sản phẩm.
§ Nơi làm việc của người thợ nguội. v Bàn nguội : Bàn nguội là nơi người thợ nguội thực hiện công việc, bàn nguội có kết cấu tương tự như những loại bàn khác, nhưng nó chỉ có hai điểm khác biệt chính:
§ Nơi làm việc của người thợ nguội. • Mặt bàn được làm bằng gỗ dày ≥ 5 Cm. Mặt bàn nguội chỉ làm bằng gỗ, không làm bằng bất kỳ vật liệu gì khác. • Chiều cao của bàn không thống nhất, nó phụ thuộc vào chiều cao của người thợ nguội, thông thường để nhiều người thợ nguội có chiều cao khác nhau làm việc thì người ta làm bàn nguội cao lên, rồi điều chỉnh lại cho phù hợp với tầm làm việc của người thợ bằng các bục gỗ. • Bàn nguội có thể là bàn đơn với một dãy êtô ( người thợ được bố trí quay mặt vào tường, vách) hoặc là bàn đôi với hai dãy êtô đối diện nhau ở giữa có lưới phân cách an toàn.
§ Nơi làm việc của người thợ nguội v Êtô (bàn kẹp) là dụng cụ dùng để kẹp chặt chi tiết trong quá trình gia công. Êtô có nhiều cỡ loại khác nhau: • Tùy theo kích thước chi tiết gia công mà Ê-tô có các cỡ : cỡ lớn với khả năng kẹp các chi tiết có kích thước khoảng 400 -500 mm, cỡ vừa với khả năng kẹp các chi tiết có kích thước khoảng 200 mm, cỡ nhỏ với khả năng kẹp kích thước khoảng 50 mm. • Theo kết cấu và công dụng ta có các loại ê-tô sau:
§ Nơi làm việc của người thợ nguội • Máy khoan là thiết bị dùng trong gia công nguội để tạo lỗ cơ bản, Theo kích thước máy cũng như kích thước chi tiết gia công người ta có các kiểu máy khoan: Máy khoan cần : Đây là kiểu máy khoan có kích thước lớn nhất, nó có thể gia công các chi tiết năng đến 1000 kg. Nó có một dầm ngang ( cần) xoay quanh trụ thân máy, trên dầm có đầu máy có thể di chuyển ra vào. Máy khoan cần coù thể được dùng để khoét, ta rô.
§ Nơi làm việc của người thợ nguội • Máy khoan đứng : Máy khoan đứng dùng để gia công các chi tiết đến khoảng 100 kg. Máy khoan đứng có đầu máy lắp cố định trên trụ thân máy, chỉ có bàn máy là có thể dịch chuyển lên xuống và quay quanh trụ thân máy.
§ Nơi làm việc của người thợ nguội • Máy khoan bàn: Đây là kiểu máy khoan thông dụng nhất, nó dùng để gia công các chi tiết đến vài chục kg. Máy khoan bàn có kết cấu tương tự như máy khoan đứng nhưng có trụ thân máy ngắn hơn và được đặt trên bàn.
§ Nơi làm việc của người thợ nguội • Máy khoan cầm tay: Máy khoan cầm tay dùng để gia công ở những vị trí không gia công bằng các loại máy khoan khác, nó thường được dùng trong láp ráp và sửa chữa. Máy khoan cầm tay có thể được dẫn động bằng điện hoặc bằng khí nén.
§ Nơi làm việc của người thợ nguội • Máy khoan quay tay: Máy khoa quay tay được dùng trong trường hợp không có nguồn điện và nguồn khí nén.
§ • Nơi làm việc của người thợ nguội Máy khoan lắc tay: Trong một số trường hợp người ta dùng khoan lắc tay như khi khoan lỗ để nối ống nước từ đường ống chính vào nhà.
§ Dụng cụ dùng trong gia công nguội. • Dụng cụ đo : Do tính đa dạng của công việc gia công nguội mà dụng cụ đo cũng rất phong phú, ta có thể kể vài dụng cụ đo thông dụng điển hình: +Thước lá, thước cuộn: Là những tấm kim loại mõng, dài (thường làm bằng thép không rỉ), trên mặt thước có các vạch chỉ số đo theo mm ( hệ quốc tế). Thước lá - thước cuộn thường chỉ dùng đo thô, vạch dấu thô.
Dụng cụ dùng trong gia công nguội. • Thước cặp, thước đo chiều cao, thước đo chiều sâu : Thước cặp, thước đo chiều sâu thường dùng để kiểm tra kích thước khi gia công, thước đo cao thường được dùng trong việc vạch dấu. Thước cặp có thể đo với độ chính xác là 1/10, 1/20, 1/50 đối với thước cơ khí và giá trị là 1/1000 đối với thước điện tử.
Dụng cụ dùng trong gia công nguội. • Pan me: Là dụng cụ đo có độ chính xác cao, giá trị đo của pan me là 1/100 đối với pan me cơ khí và 1/1000 đối cới pan me điện tử. Tùy theo bề mặt cầ đo mà ta có pan me đo ngoài hoặc panme đo trong. Mỗi một cái pan me có một khoảng đo bằng 25 mm: từ 0 đến 25, từ 25 đến 50, từ 50 đến 75, . . .
Dụng cụ dùng trong gia công nguội. • Đồng hồ so: Đồng hồ so là dụng cụ dùng để kiểm tra độ sai lệch, đồng hồ so có giá trị đo là 1/100 đến 1/1000.
Dụng cụ dùng trong gia công nguội. • Căn mẫu, căn lá: Căn là những miếng thép được tôi cứng có khoảng cách giữa hai bề mặt đo rất chính xác, khi cần kiểm tra một kích thước người ta ghép các miếng căn lại với nhau cho bằng đúng với kích thước cần đo. Nếu các miếng căn mõng quá thì người ta ghép chúng vào thành một xấp gọc là căn lá.
Dụng cụ dùng trong gia công nguội. • Góc mẫu, Ê ke: Tương tự như căn mẫu, góc mẫu là những miếng thép tôi cứng và được mài sao cho hai mặt đo tạo với nhau một góc thật chính xác, khi cần kiểm tra một kích thước góc nào người ta ghép các miếng góc mẫu lại với nhau. Nếu góc mẫu có kích thức góc đặc biệt : 30 o, 45 o, 60 o, 90 o thì ta có ê ke.
Dụng cụ dùng trong gia công nguội. • Thước đo góc, thước đo góc vạn năng: Kết cấu tương tự như thước cặp, thước đo góc có một thước xoay quanh tâm của một cung chia độ, góc được đo sẽ thể hiện trên vạch chỉ thị của thước. Thước đo góc vạn năng thì có thêm cơ cấu du xích để xác định phần lẽ của kích thước cần đo.
Dụng cụ dùng trong gia công nguội. • Com-pa đo: Trong một số trường hợp người ta không thể nào đo trực tiếp kích thước của trục hoặc lỗ, phải cần đến một dụng cụ đo gián tiếp là com pa đo.
Dụng cụ dùng trong gia công nguội. • Dụng cụ gia công: + Cưa: Dụng cụ cắt thường gặp nhất, nó dùng để cắt phôi hoặc cắt bỏ đi một lượng dư lớn. + Giũa : Dụng cụ cắt dùng để hớt bỏ đi một lượng gia vật liệu nhỏ tạo độ chính xác cho chi tiết, nó dùng để gia công bán tinh và gia công tinh.
Dụng cụ dùng trong gia công nguội. • + Đục – Búa: Dụng cụ cắt bằng xung lực để hớt đi từng miếng vật liệu hoặc để chặt, cắt vật liệu. • + Lưỡi cạo: Dụng cụ cắt đơn chỉ có một lưỡi cắt, dùng để hớt đi một lượng rất nhỏ vật liệu ở vị trí chính xác.
Dụng cụ dùng trong gia công nguội. • Đá mài: là dụng cụ cắt được chế tạo bằng cách kết dính các hạt mài thành những thanh hình lăng trụ, dùng để gia công các bề mặt đã được nhiệt luyện đạt độ cứng mà các dụng cụ cắt kể trên không cắt được. • Giấy nhám: Là dạng dụng cụ cắt được chế tạo bằng cách kết dính các hạt mài lên một tấm vải hay giấy, dùng để gia công tăng độ bóng các mặt cong phức tạp. • Bột nghiền : là các hạt mài rời rạc được trộn trong dầu đặc, dùng để gia công các chi tiết lắp bộ đôi chính xác với nhau.
Dụng cụ dùng trong gia công nguội. • Máy mài cầm tay: Là dụng cụ cắt cầm tay dẫn động bằng điện hay khí nén, nó dùng để cắt gọt nhanh thay thế cho công việc giũa và đục.
Dụng cụ dùng trong gia công nguội. + Mũi khoan: Là dụng cụ cắt dùng trên máy khoan, trong gia công nguội người ta dùng mũi khoan ruột gà để tạo lỗ cơ bản. + Lưỡi doa : Dụng cụ cắt có thể dùng tay hoạc máy khoan nhằm tăng độ chính xác và độ bóng của lỗ.
Dụng cụ dùng trong gia công nguội. • Ta rô – Bàn ren: Dụng cụ cắt ren địng hình bằng tay dùng để tạo ren trong lỗ và trên trục.
Dụng cụ dùng trong gia công nguội. + Kéo cắt tole : dụng cụ cắt dùng để cắt các vật liệu ở dạng tấm mõng.
Dụng cụ dùng trong gia công nguội. • + Kềm các loại : dụng cụ dùng để kềm giữ, bóp kẹp.
Dụng cụ dùng trong gia công nguội. + Khóa các loại : Dụng cụ dùng để tháo lắp các mối ghép ren, hình dáng của bộ phận làm việc của khóa phải tương thính với hình dáng, kết cấu của chi tiết ghép.
Dụng cụ dùng trong gia công nguội. + Mõ lết các loại : Mõ lết là dụng cụ dùng để tháo-lắp các mối ghép ren có thể điều chỉnh theo kích thước của chi tiết ghép, mõ lết có các loại mõ lết bằng, mõ lết vuông, mõ lết răng. + Mở vít các loại: Là dụng cụ dùng để tháo lắp các mối ghép ren bằng vít có đầu xẽ rãnh, ta có vít dẹp, vít vuông, vít lục giác chìm, mở vít tự động.
Dụng cụ dùng trong gia công nguội. + Cảo các loại: Cảo là dụng cụ dùng để tháo các mối ghép côn hoặc trụ có độ dôi, đôi khi cảo còn dùng để kẹp giữ chi tiết khi tháo lắp. Tùy công dụng ta có cảo kẹp, cảo tháo lắp xích, cảo dĩa, cảo chấu, cảo ren.
Dụng cụ dùng trong gia công nguội.
Dụng cụ dùng trong gia công nguội. + Búa các loại: Búa dùng trong tháo lắp thường được làm bằng vật liệu mềm để tránh gây hỏng chi tiết, ta có búa gỗ, búa cao su, búa nhựa, búa có đầu búa bằng thau, bằng chì.
Dụng cụ dùng trong gia công nguội. + Ti tống: Ti tống là dụng cụ phụ dùng kèm theo búa thép để tháo các chi tiết được lắp chặt với nhau như mối ghép bằng chốt.
§ • • Chọn ê tô và cách gá chi tiết trên ê tô Chọn ê tô bàn: Tư thế khi chọn ê tô bàn : đứng tư thế nghiêm, thẳng người, mặt nhìn thẳng, bàn tay thuận xếp các ngón duỗi thẳng, co khuỹu tay sao cho đầu ngón tay dài nhất chạm cằm. Ê tô nào có chiều cao sao cho phần cao nhất của má kẹp vừa chạm bằng hoặc thấp hơn cùi chỏ một khoảng 1 -2 cm là được. Chọn ê tô đứng: Tư thế khi chọn ê tô đứng: đứng tư thế nghiêm, thẳng người, mặt nhìn thẳng, bàn tay nắm chặt lại, co khuỹu tay sao cho nắm tay chạm cằm. Ê tô nào có chiều cao sao cho phần cao nhát của má kẹp vừa chạm bằng hoặc thấp hơn cùi chỏ một khoảng 12 cm là được.
Chọn ê tô và cách gá chi tiết trên ê tô Chọn ê tô bàn Chọn Ê tô đứng
Gá chi tiết • Cách gá chi tiết trên ê tô: Chi tiết khi được gia công phải thật ổn định, muốn thế thì chi tiết phải được gá và kẹp đúng nguyên tắc vợp lý. • Nguyên tắc gá chi tiết trên ê tô: Để chi tiết ổn định trong khi gia công: không bị biết dạng, không phát ra âm thanh quá lớn khi gia công thì ta phải tuân theo hai nguyên tắc sau: Chi tiết gá trên ê tô thì phần nhô lên khỏi má kẹp càng thấp càng tốt. Chi tiết khi được gá trên ê tô thì cần bố trí đối xứng so với má kẹp để lực kẹp phân bố đều. * Trong đó thì ưu tiên cho nguyên tắc thứ nhất có nghĩa là nếu gá chi tiết đối xứng thì bị nhô cao thì người ta chấp nhân gá chi tiết lệch qua một bên để thỏa nguyên tắc phần nhô lên là thấp nhất.
Cách gá và kẹp chặt Gá chi tiết: Chi tiết được đưa vào giữa hai má kẹp bằng tay nghịch và hiệu chỉnh vị trí sao cho thỏa các nguyên tắc gá: thấp sao cho khoảng cách từ vị trí gia công đến má kẹp phải nhỏ hơn bề dày kích thước kẹp và đối xứng. Tay thuận quay tay xiết ê tô sao cho má kẹp vừa chạm chi tiết và đủ khả năng giữ chi tiết không bị rơi. • Kẹp chi tiết: Khi gia công với lực ổn định và không lớn thì lực kẹp cũng không cấn lớn. Sau khi gá chi tiết xong, tay nghịch giữ không cho chi tiết bị rơi, tay thuận trả tay xiết ngược trở ra một khoảng 45 – 90 o rồi gạt mạnh theo chiều xiết để kẹp, không cần phải xiết thêm. Khi tháo: tay nghịch giữ lấy chi tiết, tay thuận cầm lấy tay xiết gạt mạnh theo chiều tháo để xả kẹp. Khi gia công với lực lớn và có va đập như khi đục thì quá trình kẹp : sau khi đã thực hiện kẹp như ở trên thì có thể dùng hai tay tì mạnh tay xiết để tăng lực kẹp đến mức cần thiết. Khi tháp thì thực hiện ngược lại quy trình kẹp. * Tuyệt đối không được dùng búa hay bất kỳ vật gì để đánh vào tay xiết khi kẹp cũng như khi tháo. •
Kỹ thuật vạch dấu. • Vạch dấu là quá trình xác định hình dáng, kích thước và vị trí của các bề mặt cần gia công trên chi tiết ( phôi). • Trong quá trình gia công chi tiết bằng các phương pháp gia công trên máy thì người ta quan trong nhất là gá đặt. Hình dáng, kích thước và vị trí của các bề mặt khi gia công trên máy hoàn toàn được xác định sau quá trình gá đặt, bởi vì vị trí của các thành phần công nghệ trong hệ thống đã được hoàn toàn xác định. • Trái lại, trong quá trình gia công nguội thì các thành phần công nghệ của hệ thống hoàn toàn không có mối ràng buộc với nhau. Do đó để có chuẩn khi gia công các bề mặt bằng phương pháp nguội thì người ta phải vạch dấu mà theo các vết vạch đó người ta sẽ gia công. Vạch dấu được gọi nôm na là vẽ, tương tự như khi học sinh phổ thông cắt các hình thủ công hoặc người thợ may thiết kế một chi tiết trang phục.
Kỹ thuật vạch dấu. • Phương pháp vạch dấu vẽ trực tiếp: Đây là phương pháp vạch dấu bằng cách thực hiện một bản vẽ với tỉ lệ 1: 1 của các bề mặt cần gia công trên phôi (chi tiết ). Trong khi vẽ người ta chỉ dùng các kiến thức về vẽ hình học, bỏ qua các quy định về đường nét, chữ số, vẽ quy ước. Vạch dất theo phương pháp này có những đặc điểm: Chỉ dùng khi gia công số lượng chi tiết rất ít. Chỉ thực hiện khi người vạch dấu có kiến thức về vẽ kỹ thuật. • Phương pháp vạch dấu chép hình Trong phương pháp này người ta xác định các bề mặt gia công nhờ vào một chi tiết mẫu. Mẫu có thể là mẫu thật ( khi hình dáng, kích thước và vật liệu là thật) hoặc là mẫu giả ( khi hình dáng, kích thước là thật và vật liệu là giả). Người ta chỉ đặt mẫu lên phôi, sân siu vị trí cho đúng rồi thực hiện công việc vạch dấu. Phương pháp này có những đặc điểm sau đây: Dùng khi gia công số lượng chi tiết nhiều. Dùng cho những người không có đủ kiến thức về vẽ kỹ thuật.
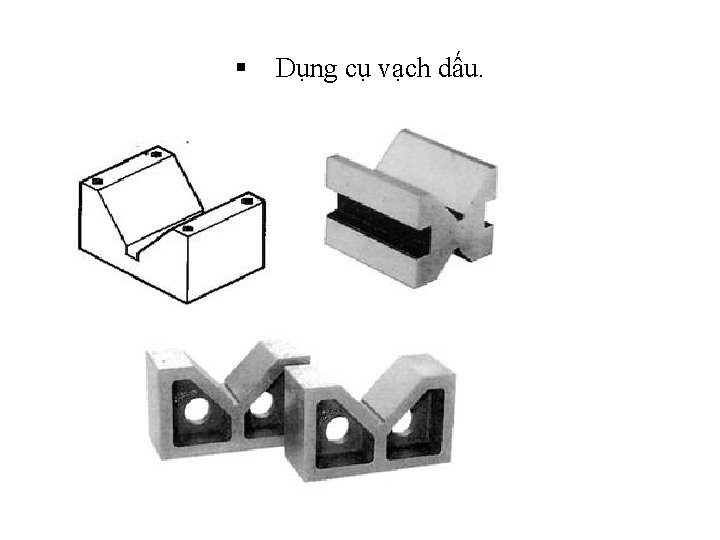
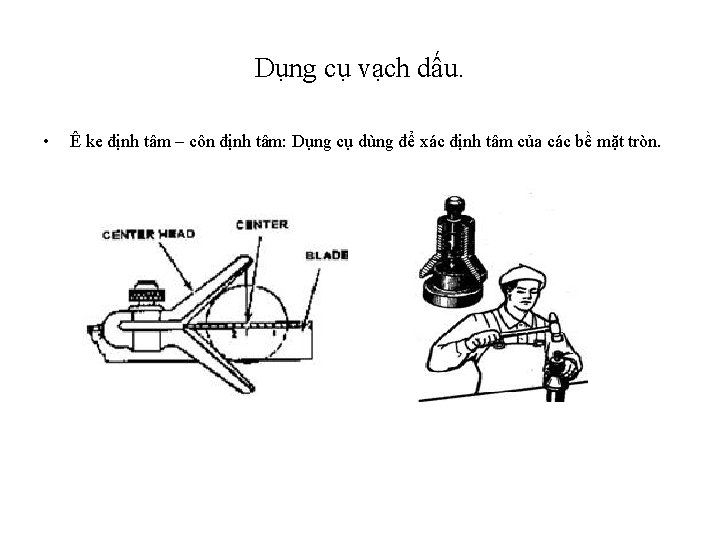
§ • Dụng cụ vạch dấu. Dụng cụ đo Vạch dấu là công tác chuẩn bị, cho nên dụng cụ đo dùng trong vạch dấu không nhiều và cũng rất đơn giản. ( xem lại bài Tìm hiểu chung về nghề nguội) Thước lá - thước cuộn Thước cặp, thước đo chiều cao. Ê ke Thước đo góc • Dụng cụ vạch dấu Tùy theo bề mặt cần vạch dấu mà người ta dùng các dụng cụ sau: Bàn máp (bàn rà): Bàn máp đúng nghĩa là bàn đa hoa cương, nó có bề mặt rất phẳng, dùng làm chuẩn để xác định độ cao, để vạch dấu, để kiểm tra độ thẳng, độ phẳng. Trong các xưởng cơ khí người ta chỉ có bàn máp bằng gang được mài và cạo phẳng.
§ Dụng cụ vạch dấu. • Bàn máp. • Khối V: Trong gia công cũng như trong vạch dấu, đối với những chi tiết có dạng tròn xoay, nếu đặt trên mặt phẳng (như bàn máp) thì vị trí của chi tiết không ổn định. Do đó đẻ định vị chi tiết khi gia công và khi vạch dấu người ta dùng dụng cụ gá đặt gọi là khối V.
Dụng cụ vạch dấu. • Compa : Com pa là dụng cụ dùng để xác định các bề mặt có dạng cong, hoặc dùng để chia đều các khoảng cách.
Dụng cụ vạch dấu. • Mũi vạch - cỡ vạch: Mũi vạch là cây bút bằng thép tôi cứng dùng để vạch những đường, mặt cần gia công trên phôi (chi tiết). Cỡ vạch là mũi vạch được gá lên một giá đỡ, cỡ vạch dùng để kết hợp với bàn máp vạch những đường nằm ngang.
Dụng cụ vạch dấu. • Mũi đột – Búa: Sau khi xác định các đường, mặt cần gia công trên phôi ( chi tiết) thì các vết vạch đó có thể bị mất trong quá trình gia công hay do chạm tay vào, để lưu lại các vết đã vạch lên chi tiết bền vững người ta dùng mũi đột và búa. Mũi đột có kết cấu tương tự như một lưỡi đục, nhưng có lưỡi cắt là một mũi nhọn.
§ Trình tự vạch dấu • Chuẩn bị bề mặt vạch dấu. Với các vật liệu cơ khí thì thông thường có bề mặt rất cứng nên rất khó để lại các vết khi vạch. Để nổi rỏ vác vết vạch người ta bôi lên bề mặt cần vạch dấu một lớp bột màu, bột màu thường dùng là sơn, vôi quét tường, phấn viết bảng ngâm nước.
Trình tự vạch dấu • Thực hiện vạch dấu: Dùng các dụng cụ đo và dụng cụ vạch dấu để thể hiện các bề mặt cần gia công với tỉ lệ 1: 1 bằng một trong hai phương pháp nêu trên.
Trình tự vạch dấu • Đột dấu: Các vết vạch dấu rất dễ bị mất đi trong quá trình vận chuyển, gá kẹp và cắt. Để lưu lại các bề mặt đã vạch dấu một cách lâu dài người ta dùng mũi đột để đột những điểm dọc theo các đường vạch dấu.
Kỹ thuật cưa – giũa. • Cưa là một phương pháp trong gia công nguội, dùng dụng cụ là cưa để cắt phôi hoặc để cắt bỏ đi các lượng dư quá lớn. • Cưa là một khung sắt có tay nắm, lưỡi cưa được lắp trên khung cưa nhờ hai chốt: một chốt giữ và một chốt căng có tay hồng. • Lưỡi cưa có thể được lắp lên khung theo hai hướng: lắp thuận và lắp nghịch. Trong gia công thường người ta lắp lưỡi cưa thuận. • Khi cưa các chi tiết với đường cưa quá sâu người ta có thể lắp lưỡi cưa vuông góc với khung cưa.
Kỹ thuật cưa – giũa.
Kỹ thuật cưa – giũa. • Tư thế- thao tác khi cưa Ø Tự thế chân: Hai chân đứng dang rông bằng vai , thẳng người ( tư thế nghỉ). Ø Tư thế tay: Tay thuận cầm cán cưa gọn trong bàn tay, tay nghịch máng vào phía trước khung cưa.
Kỹ thuật cưa – giũa. • • + Thao tác: Đặt lưỡi cưa vào đúng vị trí gia công, hai tay đè khung cưa xuống đẩy dài tới hết chiều dài của lưỡi cưa để cắt. Khi lùi cưa về lưỡi cưa không cắt ta nhấc nhẹ cưa lên khỏi bề mặt gia công. Tốc độ cưa khoảng 65 đến 85 hành trình kép/phút. Hướng cưa tạo với bàn chân thuận một góc 60 – 90 o. - Cưa dài hết chiều dài lưỡi cưa - Không nghiêng khung cưa - Không bẻ khung cưa - Không đánh võng khung cưa. Kỹ thuật cưa Kỹ thuật cơ bản Theo khả năng thực hiện các bề mặt ta có ba cấp độ kỹ thuật cơ bản: - Cưa theo đường thẳng: đây là kỹ thuật cơ bản nhất, người cưa thực hiện đường cưa thẳng theo vết vạch dấu với độ chính xác cao nhất. - Cưa mở rộng: sau khi đã đạt được cấp độ cưa cơ bản thì người cưa phải thực hiện một đường cưa có bề rộng khoảng 1, 5 – 2 lần bề rộng lưỡi cưa, Để thực hiện được cấp độ này thì người cưa phải liên tục lách lưỡi cưa qua lại để mở rộng đường cưa, đồng thời phải giữ đúng theo đường đã vạch. - Cưa đường cong: Sau khi đã thực hiện được cấp độ cưa mở rộng thì ta nhận thấy rằng lưỡi cưa có thể nghiêng được một chút trong rãnh đã cưa, có nghĩa là ta có thể thay đổi hướng của đường cưa, chú ý là muốn chuyển hướng đường cưa về phía nào ta phải thực hiện lách lưỡi cưa mở rộng đường cưa về phía đó nhiều hơn.
Kỹ thuật cưa – giũa. . Do đặt lưỡi cưa sai vị trí Do khung cưa bị nghiêng Do mòn me lưỡi cưa
Kỹ thuật giũa • Giũa là phương pháp gia công nguội, dùng dụng cụ là giũa để hớt bỏ đi một lượng vật liệu mõng ( � 2 mm), giũa thường được dùng như là công đoạn gia công cuối cùng để hoàn thành bề mặt gia công. Giũa là dụng cụ cắt bằng tay dạng trụ dài bằng thép các bon cao hoặc thép dụng cụ, tùy theo hình dáng bề mặt gia công mà mặt cắt ngang của giũa có thể là: - Hình chữ nhật ( giũa dẹp hay giũa bản) dùng để gia công các bề mặt phẳng. - Hình vuông (giũa vuông) dùng để gia công vai, góc vuông, lỗ vuông. - Hình tam giác (giũa tam giác) dùng để gia công các bề mặt có góc 60 – 90 o. - Hình tròn (giũa tròn) dùng để gia công các bề mặt cong hoạc lỗ tròn. - Hình viên phân (giũa lòng mo) dùng để gia công mặt phẳng, mặt cong, các góc bé hơn 60 o. (Trong trường hợp gia công các góc quá bé người ta có mài giũa bản chùa lại một mặt răng cắt để có góc vừa ý)
Kỹ thuật giũa
Kỹ thuật giũa • Tùy theo kích thước gia công của chi tiết mà giũa có chiều dài và độ lớn thích hợp. Ký hiệu giũa được gọi theo mật độ răng giũa (số răng có trong một inch chiều dài) Tùy theo vật liệu gia công mà ta có giũa thô hoặc giũa tinh khác nhau, thông thường giũa thô là giũa có mật độ răng thấp (răng thưa) và giũa tinh là giũa có mật độ răng cao (răng dày).
Kỹ thuật giũa • Chiều sâu tra cán Chuôi giũa được tra vào cán với chiều sâu trong khoảng lớn hơn nửa chuôi và gần chạm vai lưỡi giũa. nếu vai lưỡi giũa chạm vào cán thì cần phải thay cán mới hoặc phải chêm thêm gì vào phần chuôi để có thể đóng cán chặt thêm khi bị lỏng, nếu phần chuôi tra vào cán quá ít thì cần dùi lỗ cán giũa rông và sâu thêm một ít. - Cách tra và tháo cán giũa Khi tra các giũa ta lắp cán dính vào chuôi rồi dùng búa đánh vào đuôi cán hoặc cầm lưỡi giũa và đánh phần cán xuống bàn nguội để tra chặt hơn. Để tháo giũa ra khỏi cán thì ta có thể dùng búa hay một thanh cứng đánh vào vai cán giũa hoặc đánh vai cán giũa vào cạnh bàn nguội. Chú ý khi tra cán giũa phải cầm phần lưỡi , không cầm phần chuôi để đóng chặt nhằm tránh tai nạn.
Kỹ thuật giũa
Kỹ thuật giũa • Tư thế : - Tư thế chân ( tương tự như tư thế chân khi cưa) - Tư thế tay : Tay thuận cầm cán giũa cắc gọn bằng cả bàn tay và 5 ngón tay, phần chuôi cầu của cán giũa được đặt vào phần lõm giữa bàn tay. Tay nghịch dặt trên đầu giũa, các ngón tay duỗi ra. Tùy theo chế độ gia công mà có thể đặt cả bàn tay, vài ngón tay hoặc chỉ một ngón tay lên trên đầu giũa.
Kỹ thuật giũa • Thao tác Khi đẩy tới để cắt: hai tay ấn giũa dè lên bề mặt cần gia công, đẩy tới phía trước hết chiều dài lưỡi giũa. Khi lùi giũa về, giũa không cắt , nhấc hẳn giũa ra khỏi bề mặt gia công mang giũa về để chuẩn bị cho lượt cắt tiếp theo. - Khi giũa để hiệu suất cắt cao nên đẩy giũa thẳng theo trục của giũa. - Khi cắt đẩy giũa theo một đường thẳng, giữ cân bằng giũa cho tốt ( không chòng chành). Không nghiêng giũa sang hai bên. Kỹ thuật giũa kim loại Cân bằng khi giũa - Hiện tượng Khi giũa để gia công các bề mặt phẳng thì luôn gặp trường hợp bề mặt gia công bị cong lên (bị mo), hiện tượng bề mặt gia công bị cong lên này được gọi là hiện tượng không cân bằng khi giũa.
Kỹ thuật giũa • • Khi giũa để hiệu suất cắt cao nên đẩy giũa thẳng theo trục của giũa. - Khi cắt đẩy giũa theo một đường thẳng, giữ cân bằng giũa cho tốt ( không chòng chành). Không nghiêng giũa sang hai bên. Kỹ thuật giũa kim loại Cân bằng khi giũa - Hiện tượng Khi giũa để gia công các bề mặt phẳng thì luôn gặp trường hợp bề mặt gia công bị cong lên (bị mo), hiện tượng bề mặt gia công bị cong lên này được gọi là hiện tượng không cân bằng khi giũa. - Nguyên nhân Hiện tượng không cân bằng giũa xảy ra do sự không cân bằng lực của hai tay đè lên giũa trong quá trình cắt: Khi bắt đầu một nhát cắt thì phần lưỡi giũa phía cán dài hơn phía đầu mút, do đó moment do tay cần cán lớn hơn tay đè lên đầu mút dẫn đến lưỡi giũa bị nghiêng về phía cán, trường hợp tương tự xảy ra ở cuối nhát cắt làm cho giũa bị nghiêng về phía đầu giũa.
Kỹ thuật giũa
Kỹ thuật giũa • • Hiện tượng không cân bằng giũa luôn xảy ra với mọi người, để khắc phục thì người ta phải tập luyện rất nhiều với các dụng cụ tập luyện và kiểm tra độ cân bằng. Để khắc phục hậu quả của hiện tượng không cân bằng giũa người ta có thể dùng đoạn cong của lưỡi giũa để rà lại hoặc cạo rồi kiểm tra bằng bàn máp. Các phương pháp giũa Để đạt được năng suất và chất lượng bề mặt gia công theo yêu cầu kỹ thuật thì người ta có nhiều phương pháp giũa khác nhau: - Giũa ngang là thao tác giũa có hướng cắt theo chiều hẹp hơn của bề mặt gia công. Lúc này số răng tham gia cắt đồng thời sẽ ít hơn khi giũa dọc, do đó lực cắt cho mỗi răng giũa lớn hơn, dẫn đến chiều sâu cắt cũng lớn hơn. Giũa ngang có năng suất cắt cao hơn, nhưng do cắt sâu và chiều dài tựa ngắn cho nên chất lượng bề mặt gia công kém. Giũa ngang thường dùng để gia công phá thô. - Giũa dọc là thao tác giũa có hướng cắt theo chiều rộng hơn của bề mặt gia công. Lúc này số răng tham gia cắt đồng thời sẽ nhiều hơn khi giũa ngang, do đó lực cắt cho mỗi răng giũa nhỏ hơn, dẫn đến chiều sâu cắt mõng hơn. Giũa dọc có năng suất cắt thấp, nhưng do cắt mõng và chiều dài tựa lớn cho nên chất lượng bề mặt gia công tốt. Giũa dọc thường dùng để gia công tinh. - Giũa đan chéo là thao tác giũa theo hai hướng vuông góc với nhau( thông thường các hướng giũa không theo chiều ngang hay chiều dọc). ở phương pháp này thì năng suất cắt và chất lượng bề mặt gia công trung bình, nhưng do giũa theo hướng này là cắt trên đỉnh nhấp nhô của hướng giũa trước đó gây ra. Giũa đan chéo thường dùng gia công đối với những người thợ có tay nghề thấp.
Kỹ thuật giũa
Kỹ thuật giũa • Đánh bóng bằng giũa Sau khi gia công bằng các phương pháp giũa kể trên thì các vết cắt rất sâu, để sóa các vết cắt đó người ta thực hiện đánh bóng bằng giũa. Khi thực hiện đánh bóng thì tư thế và thao tác tương tự như khi giũa, chỉ khác ở chổ là không nhấc giũa lên khi lùi về và không đè giũa khi cắt, giũa có chuyển động xoa trên bề mặt gia công.
Kỹ thuật đục kim loại • • Đục là phương pháp gia công nguội bằng cách hớt đi một lớp vật liệu trên bề mặt cần gia công với dụng cụ là lưỡi đục và dụng cụ tạo lực là búa. Đục là dụng cụ cắt gọt có dạng một hình lăng trụ dài khoảng 150 – 200 mm, được làm bằng thép cacbon cao, phía lưỡi cắt được đập dẹp, mài sắc, tôi cứng. Hình dáng của lưỡi cắt phụ thuộc vào hình dáng của bề mặt gia công. Búa dùng để tạo lực khi đục là búa thép có trọng lượng khoảng 500 g, làm bằng thép C 45 có một đầu bằng để đập búa khi đục và một đầu có hình dáng đặc biệt dùng để tạo hình khi gò. Đầu búa được tra vào một cán búa bằng gỗ hoặc nhựa dài 250 – 300 mm. Đục được dùng để hớt bỏ một lượng dư không cưa được mà giũa thì lại quá nhiều hoặc dùng để gia công các bề mặt đặc biệt không thể dùng các phương pháp gia công khác được như đục tạo hình khuôn, đục rãnh dầu trong bạc trượt.
Kỹ thuật đục kim loại
Kỹ thuật đục kim loại • Tư thế- thao tác Tư thế - Tư thế chân Hai chân đứng vững, dang rộng bằng vai, người đứng thoải mái trong tư thế nghỉ. - Tư thế tay Tay thuận cầm búa chắc gọn trong lòng bàn tay bằng năm ngón tay, vị trí cầm búa các đầu mút cán búa một khoảng 25 – 30 mm. Tay nghịch cầm chắc đục bằng năm ngón tay ( gọn trong lòng bàn tay nếu đục mạnh và bằng năm ngón tay khi đục nhẹ), vị trí cầm đục cách chuôi đập búa một khoảng 20 – 25 mm
Kỹ thuật đục kim loại
Kỹ thuật đục kim loại • Thao tác: Khi đục, để hiệu suất của lực đập búa cao nhất và không đánh lệch đục gây tai nạn thì hướng vận tốc của búa khi chạm chuôi đục phải trùng với trục của đục. Tùy theo chế độ gia công người ta có ba thao tác đập búa khi đục như sau: - Đập búa bằng cổ tay Trong cách thao tác này thì búa được nâng lên nhờ vào khớp cổ tay, chiều cao của đầu búa được nâng không cao quá vai, chiều sâu không quá ngực. Cách đập búa này được dùng khi đục một lớp rất mõng, đục tinh. - Đập búa bằng khuỹu tay Trong cách thao tác này thì búa được nâng lên nhờ vào khớp khuỹu tay ( giữ chắc khớp cổ tay), chiều cao đầu búa được nâng cao ngang tai không quá đầu, chiều sâu ngang thân người không vượt quá lưng. Cách đập búa này thường được dùng để đục nhất. - Đập búa bằng cánh tay Trong cách thao tác này thì búa được nâng lên nhờ vào khớp khuỹu tay và khớp vai ( giữ chắc khớp cổ tay), chiều cao đầu búa được nâng cao lên quá đầu, chiều sâu vượt quá lưng. Cách đập búa này ít thường được dùng, chỉ dùng để đục chặt đứt, đập búa khi gò lực lớn.
Kỹ thuật đục kim loại Đập búa bằng cổ tay Đập búa bằng khuỹu tay Đập búa bằng cánh tay.
Kỹ thuật đục kim loại • Kỹ thuật đục kim loại Để đạt được năng suất cắt và chất lượng bề mặt gia công khi đục, người ta có hai vấn đề phải làm: Mài sắc lưỡi đục Không như trong gia công máy: Thông số cắt của các dụng cụ được xác định khi mài lưỡi cắt. Trong gia công nguội người ta chỉ có một thông số cắt duy nhất có thể xác định khi mài sắc lưỡi cắt là góc sắc. Tùy theo đặc tính của bề mặt gia công mà người ta có thể mài một mặt bên hoặc hai mặt bên của lưỡi đục, góc sắc còn lại của lưỡi đục phụ thuộc vào vật liệu gia công và chế độ gia công: - Khi gia công tinh mõng hoặc gia công vật liệu mềm người ta mài lưỡi đục có góc sắc nhỏ lại ( mõng mép hơn). - Khi gia công thô hoặc gia công vật liệu cứng người ta mài lưỡi đục có góc sắc lớn ( dày mép hơn). * Thao tác mài lưỡi đục trên máy mài hai đá: . Tay thuận cầm thân dưới của đục bằng ngón tay cái và ba ngón kế tiếp, ngón tay út chặn lấy chuôi đục. . Tay nghịch cầm đỡ phần thân trên của đục có hai nhiệm vụ là: tì lưỡi đục vào đá và điều chỉnh góc sắc khi mài. Lưỡi đục được đặt ngược từ phía dưới lên, không được đặt suôi từ trên xuống hoặc mài bằng mặt đầu của đá để tránh vỡ đá gây tai nạn.
Kỹ thuật đục kim loại • A • Độ nghiêng của lưỡi đục khi gia công Để gia công bề mặt bằng phương pháp đục mà tốn sức ít nhất ta cần phải đặt đục có độ nghiêng so với bề mặt gia công. Độ nghiêng của lưỡi đục quá lớn thì trong quá trình đục nén nhiều hơn cắt, lực đục cần lớn, tốn sức nhiều. Độ nghiêng của lưỡi đục quá bé thì lưỡi đục dễ bị trượt trên bề mặt gia công ( do phoi bị biến dạng), mất nhiều thời gian và dễ gây tai nạn. Người ta thường đặt đục có độ nghiêng khoảng 35 – 45 o.
Kỹ thuật đục kim loại
Kỹ thuật khoan lỗ và gia công ren • Để tạo nên các bề mặt chìm bên trong vật liệu như lỗ ren, rãnh then, các lỗ định hình, trước tiên người ta phải có một lỗ cơ bản. Để có lỗ cơ bản người ta dùng máy khoan cùng với mũi khoan.
Kỹ thuật khoan lỗ và gia công ren
Kỹ thuật khoan lỗ và gia công ren • • Tùy theo độ lớn của chi tiết, đặt tính của công việc mà người ta có thể dùng loại máy khoan thích hợp: máy khoan cần, máy khoan đứng, máy khoan bàn, máy khoan cầm tay, khoan quay tay, khoan lắc tay như đã trình bày ở bài 1. Mũi khoan được dùng trong gia công nguội là mũi khoan ruột gà , làm bằng thép dụng cụ, thép gió hay bằng hợp kim cứng tùy thuộc vào vật liệu gia công. Tùy theo cách gá kẹp mũi khoan trên máy khoan mà mũi khoan có chuôi trụ hoặc chuôi côn. Mũi khoan chuôi trụ có chuôi hình trụ đường kính bằng với kích thước lỗ cần khoan, trên chuôi có ghi các thông số kỹ thuật của mũi khoan như đường kính mũi khoan, vật liệu làm mũi khoan, nhãn mác nhà chế tạo, Mũi khoan chuôi trụ được lắp trên máy thông qua một bộ phận kẹp gọi là cối kẹp mũi khoan.
Kỹ thuật khoan lỗ và gia công ren • Mũi khoan chuôi côn có chuôi hình côn với góc côn được tiêu chuẩn hoá gọi là côn Morse, đoạn hình trụ ở giữa lưỡi cắt và chuôi có ghi các thông số của mũi khoan, mũi khoan có thể được lắp trực tiếp trên máy hoặc thông qua một hoặc nhiều chi tiết chuyển đổi gọi là áo côn.
Kỹ thuật khoan lỗ và gia công ren • Gá đặt chi tiết trực tiếp trên bàn máy Khi gia công lỗ trên máy khoan cần, máy khoan đứng và máy khoan bàn, chi tiết có thể được đặt trục tiếp trên bàn máy và được kẹp chặt nhờ các chi tiết kẹp chặt là bu lông, vấu kẹp. Cách gá kẹp này vững chắc nhất, nhưng cần lưu ý thoát mũi khoan không cho cắt vào mặt bàn máy khi khoan lỗ thông bằng cách cho mũi khoan lọt rãnh bàn máy nếu mũi khoan có đường kính nhỏ hơn rãnh bàn máy hoặc kê chi tiết cao lên khỏi mặt bàn máy một khoảng thoát mũi khoan.
Kỹ thuật khoan lỗ và gia công ren
Kỹ thuật khoan lỗ và gia công ren • Gá đặt chi tiết thông qua đồ gá Tùy theo sản lượng của chi tiết gia công mà người ta dùng loại đồ gá thích hợp: đồ gá vạn năng gồm có các loại ê tô hoặc đồ gá chuyên dùng Trong thực tế sản xuất người ta thường dùng ê tô để gá kẹp các chi tiết khi khoan, đối với ê tô nguội thì phải lắp chặt trên bàn nguội, ê tô máy phải được lắp chặt trên bàn máy.
Kỹ thuật khoan lỗ và gia công ren • - Một số lưu ý trong gá đặt chi tiết khi khoan. Đối với các chi tiết có bề dày nhỏ (mõng) để cho quá trình khoan được dễ dàng và không gây biến dạng chi tiết gia công ta có thể kẹp chi tiết giữa hai tấm gỗ để khoan. . Các chi tiết tròn xoay có thể được gá vào rãnh bàn máy hoặc dùnh khố V để không bị xê dịch khi khoan. Mài mũi khoan Kết cấu chung của mũi khoan ruột gà gồm có hai rãnh xoắn cách nhau bởi hai me trên có mang hai lưỡi cắt hông, rãnh xoắn tạo nên mặt trước của lưỡi cắt chính của mũi khoan. Phía mặt đầu của mũi khoan được mài côn để tạo mặt sau của lưỡi cắt chính, giao tuyến của hai mặt sau của hai lưỡi cắt ở ngay giữa đỉnh mũi khoan được gọi là lưỡi cắt ngang, lưỡi cắt ngang gây cản trỡ rất nhiều trong khi cắt nhưng nó luôn có bởi vì hai rãnh xoắn không thể tiếp xúc nhau được.
Kỹ thuật khoan lỗ và gia công ren
Kỹ thuật khoan lỗ và gia công ren • Để mài sắc mũi khoan khi nó bị cùn thì người ta chỉ có mài mặt sau của hai lưỡi cắt chính. Sau khi mài mặt đầu mũi khoan có dạng mặt côn (kiểm tra bằng cách xem độ đối xứng của hai lưỡi cắt qua trục của mũi khoan) người ta tiến hành mài mặt sau của các lưỡi cắt để tạo góc sau gọi là mài hớt lưng mặt sau, tùy theo mặt sau là mặt phẳng hay mặt cong mà ta có hai cách mài mặt sau.
Kỹ thuật khoan lỗ và gia công ren
Kỹ thuật khoan lỗ và gia công ren • • Chế độ cắt khi khoan - Tốc độ cắt khi khoan phụ thuộc chính vào vật liệu làm mũi khoan, số vòng quay của mũi khoan được chọn theo công thức sau: N= Trong đó : . N : số vòng quay của mũi khoan (vòng/phút). [V] : Vân tốc cắt cho phép của vật liệu làm dao ( mét/phút). D : đường kính mũi khoan (mm)
Kỹ thuật khoan lỗ và gia công ren • • • * Chú ý : tùy theo vật liệu gia công mà người ta có thể tăng hoặc giảm số vòng quay cho thích hợp: . Gia công vật liệu mềm có thể tăng số vòng quay của mũi khoan. Gia công vật liệu cứng cần phải giảm bớt số vòng quay của mũi khoan. - Lượng tiến dao Để lấy hết vật liệu trong lỗ khoan thì sau mỗi vòng quay thì mũi khoan phải tiến thêm một khoảng gọi là tiến dao, lượng tiến dao quyết định năng suất, chất lượng bề mặt lỗ khoan và nó phụ thuộc vào năng suất của máy khoan. Tiến dao lớn cho năng suất cao nhưng chất lượng bề mặt lỗ khoan kém và đòi hỏi máy có công suất cao. Tiến dao nhỏ cho chất lượng bề mặt lỗ khoan tốt, thích hợp cho máy có công suất nhỏ, nhưng chậm, năng suất kém. Thông thường lượng tiến dao bằng tay có thể nhận biết bằng mắt, bằng tai như sau: . Khi phoi tạo ra khi khoan lớn, cứng, có tiếng lách tách nho nhỏ do phoi bị biến dạng gây ra , máy bị mất vận tốc( bị chậm lại) có nghĩa là lượng tiến dao quá lớn. . Khi phoi tạo ra khi khoan bị vụn, có tiếng rít từ vị trí cắt phát ra có nghĩa là lượng tiến dao quá nhỏ. . Tùy theo hiện tượng kể trên mà ta tăng hoặc giảm lực tiến dao cho hợp lý, chú ý phải giữ cho lượng tiến dao đều suốt quá trình khoan bằng cách nhìn kích thước phoi được tạo ra.
Kỹ thuật gia công ren bằng tay Trong các thiết bị cơ khí thì mối ghép bằng ren rất thông dụng, các chi tiết ghép ren thông dụng như vít, đai ốc được sản xuất hàng loạt với giá thành rất rẽ. Nhưng một số chi tiết ghép ren đặc biệt phải được gia công bằng tay như các lỗ ren trên thân máy. • Để gia công ren trong lỗ (ren trong) người ta có một dụng cụ cắt được gọi là Ta rô thực ra là một con vít có cắt rãnh thoát phoi và tạo các thông số cắt cho lưỡi cắt. Ta rô tay làm bằng thép gió, phía cuối chuôi được phay vuông để kẹp lên tay quay, trên chuôi có ghi các thông số của ta rô như: Kích thước danh nghĩa của ren, bước ren, vật liệu làm ta rô, nhãn mác của nhà chế tạo. Ta rô có thể có một cây hoặc một bộ gồm hai đến ba cây. Để có thể cắt được người ta phải có tay quay ta rô, tùy theo vị trí lỗ ren mà ta có tay quay thích hợp, nhưng tất cả tay quay ta rô đều phải có ngàm kẹp hình vuông để kẹp lên phần phay vuông của chuôi ta rô. •
Kỹ thuật gia công ren bằng tay • Để gia công ren trên trục ( ren ngoài) người ta dùng một dụng cụ cắt được gọi là Bàn ren (Phi-de). Bàn ren thực ra là một con đai ốc được khoan các rãnh thoát phoi và để tạo các thông số cắt cho lưỡi cắt. Bàn ren có hình dáng bên ngoài rất khác nhau, nếu là hình tròn thì bên hông có khoan lỗ để gá bàn ren lên tay quay, bàn ren được làm bằng thép gió, trên bề mặt bàn ren có ghi các thông số của bàn ren như: Kích thước danh nghĩa của ren, bước ren, vật liệu làm bàn ren, nhãn mác của nhà chế tạo. Bàn ren chỉ có một cái duy nhất cho một kích thước ren. Túy theo hình dáng bàn ren mà ta dùng tay quay bàn ren tương ứng.
Kỹ thuật gia công ren bằng tay • • Kỹ thuật Gia công trục ren - Chuẩn bị: Gia công trục tròn có đường kính theo kích thước danh nghĩa của ren ( thông thường thì đường kính trục nhỏ hơn kích thước danh nghĩa của ren do phần vát đỉnh ren), vát đầu trục để khi bắt đầu cắt ren dễ hơn. - Thao tác: . Kẹp chặt trục ( thường để trục ở vị trí thẳng đứng). Lắp bàn ren vào tay quay cho chặt. . Tay thuận cầm lấy bàn ren tại ổ kẹp của tay quay đặt vào đầu trục, ấn nhẹ bàn ren xuống đầu trục và quay theo chiều vặn vào của ren cho bàn ren cắt vào trục khoảng 1 – 2 ren. . Dùng hai tay nắm lấy hai tay quay của bàn ren để thục hiện công việc cắt ren, quay theo chiều vặn vào khoảng 1 vòng tròn thì trả ngược ra hơn phần mới vừa cắt để bẻ phoi.
Kỹ thuật gia công ren bằng tay • F • . Sau khi đã cắt xong ren thì quay ngược ra để lấy bàn ren. • • * Chú ý: . Phải thường xuyên trả ngược bàn ren để làm bóng mặt ren và không bị cắt ngược (cháy ren). Dể ren thẳng theo trục thì cần chú ý điều chỉnh bàn ren vuông góc với trục. + Gia công lỗ ren - Chuẩn bị: Khoan lỗ có đường kính thích hợp. Đường kính mũi khoan có thể được tính toán theo lý thuyết hoặc tra theo bảng. Nều vật liệu cứng thì ta có thể cho đường kính lỗ lớn hơn một chút. Vát miện lỗ bằng mũi khoét chuyên dùng hoặc bằng mũi khoan có kích thước lớn hơn. - Thao tác: . Kẹp chặt chi tiết cần làm ren. Lắp chặt ta rô vào cán ( chú ý đúng thứ tự cậy ta rô trong bộ có nhiều cây). Tay thuận cầm lấy ổ kẹp ta rô đặt ta rô vào lỗ, ấn nhẹ ta rô vào lỗ và quay ta rô theo chiều vặn vào của ren để cho ta rô cắt vào lỗ khoảng 1 – 2 ren. . Dùng cả hai tay nắm lấy hai tay quay của ta rô để thực hiện công việc cắt ren, quay theo chiều vặn vào khoảng 90 – 180 o thì trả ngược ra hơn phần mới vừa cắt để bẽ phoi. • •
Kỹ thuật gia công ren bằng tay • Thao tác cắt ren trong bằng Ta rô.
Kỹ thuật gia công ren bằng tay • Kiểm tra độ đồng trục của ta rô. • . Sau khi cắt xong cây ta rô trước, thay cây kế tiếp cắt lại cho lỗ ren đạt yêu cầu của mối ghép. • * Chú ý: • . Nếu lỗ không thì cần phải làm sạch và kiểm tra độ sâu của lỗ trước khi làm ren. • . Khi cắt phải quay tay quay bằng cả hai tay và lực phải đều để không gây gãy ta rô. • Cắt ren bằng tay là một dạng cắt định hình có nhiều lưỡi cắt đồng thời tham gia cắt nên nhiệt cắt sinh ra rất lớn, cũng như các dụng cụ cắt này có góc sau bằng 0 nên ma sát giữa dụng cụ và chi tiết rất lớn. Do đó việc bôi trơn làm mát là điều hết sức cần thiết. Nhưng cần lưu ý chấy bôi trơn làm mát phải thích hợp cho từng loại vật liệu gia công: • - Gia công ren trên thép ta có thể dùng dầu, nhớt, ê mun xi đều được. • - Gia công ren trên đồng và hợp kim của đồng thì dùng ê mun xi. • - Gia công ren trên Nhôm và hợp kim nhôm thì dùng dầu hỏa. • - Gia công ren trên gang thì không cho chất bôi trơn làm mát nào.