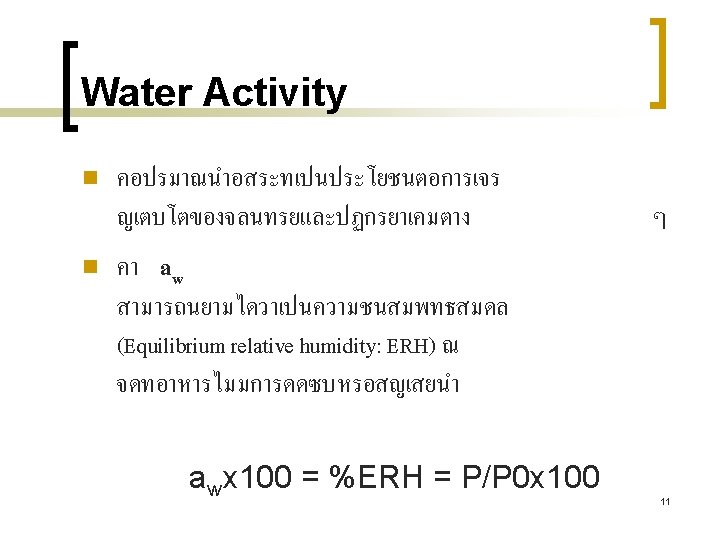
Sorption Isotherm Moisture Content Desorption Adsorption 0 0


2")




0. 0094 + 2. 125")



 A tunnel dryer is being designed for")



 ¢ In tray dryers, the food is spread out,")






Belt Dryers) ¢ 55 The food is spread as a thin layer")
















 N = the number")
 73")
 74")
1 + Ga(H 1)")
1 +")
 + (Ws)Cw T CDS")





 In order to determine the change in density due to drying, the following")
 Using equation (3) (2) Initial total solids content")
 Final moisture content of the product is 0. 005 kg H 2 O/kg")
















 ¢ Influenced by The overall heat transfer coefficient")
 dw dt 1 U 103 =")














- Slides: 117
Sorption Isotherm Moisture Content Desorption Adsorption 0 0. 2 0. 4 0. 6 0. 8 Water Activity (aw) 1. 0 14
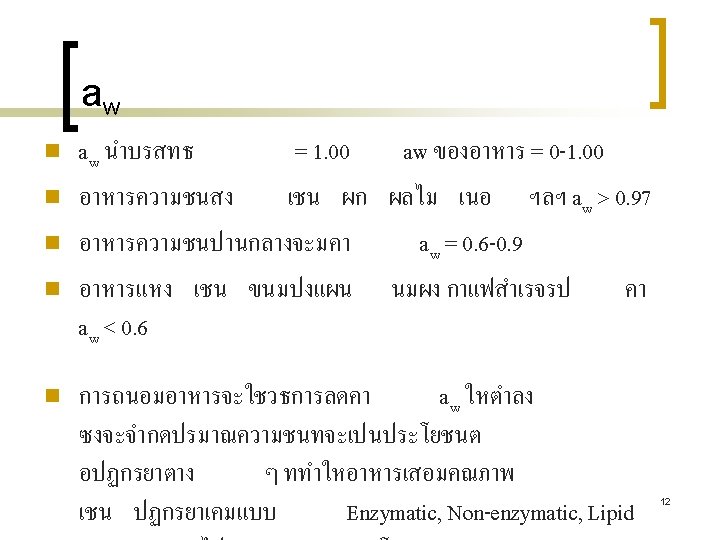
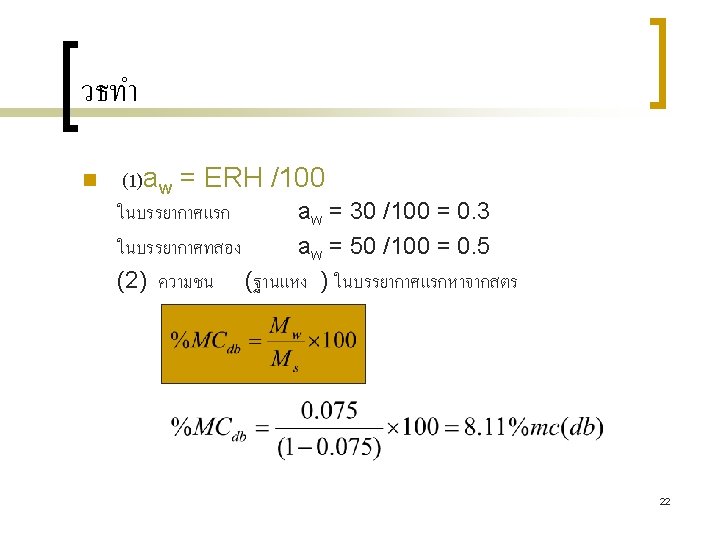
��� aw ������������. Salt aw Mg. Cl 2 K 2 CO 3 Mg(NO 3)2 Na. Br Co. Cl 2 Sr. Cl 2 Na. NO 3 Na. Cl 0. 328 0. 432 0. 529 0. 576 0. 649 0. 709 0. 743 0. 753 KBr )NH 4)2 SO 4 KCl Sr(NO 3)2 Ba. Cl 2 KNO 3 K 2 So 4 0. 809 0. 810 0. 843 0. 851 0. 902 0. 936 0. 973 ����� : AOAC, 1995. 17
������� aw ��������� Chilled-mirror dewpoint sensor ������� Decagon Device, Inc. 20
ตวอยางท n n n 2 The initial moisture content of a food products is 77% (wet basis), and the critical moisture content is 30% (wet basis). If the constant drying rate is 0. 1 kg H 2 O/m 2. s, compute the time required for the product to begin the falling-rate drying period. The product has a cube shape with 5–cm side, and the initial product density is 950 kg/m 3. 24
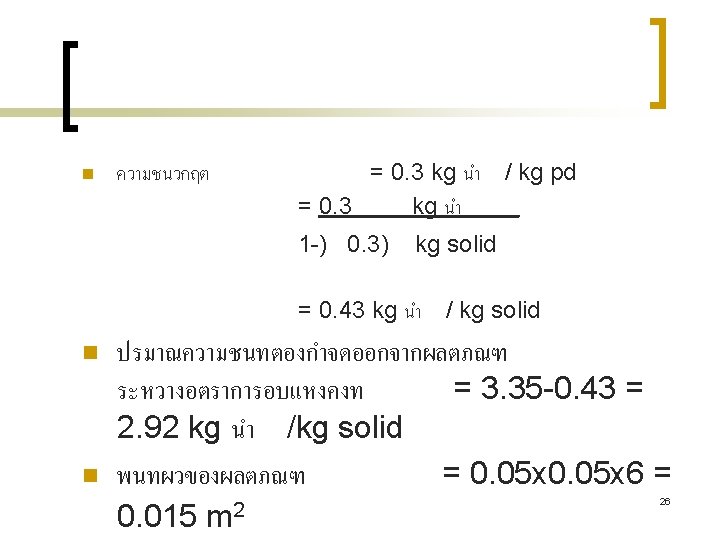
วธทำ ���� Air n 3 0 ความชนเรมตน 7 0 Food Product 7 7 = 0. 77 kg 2 นำ / kg pd 3 = 0. 77 kg นำ ___ 1 -0. 77) ) kg solid = 3. 35 kg นำ / kg solid 25
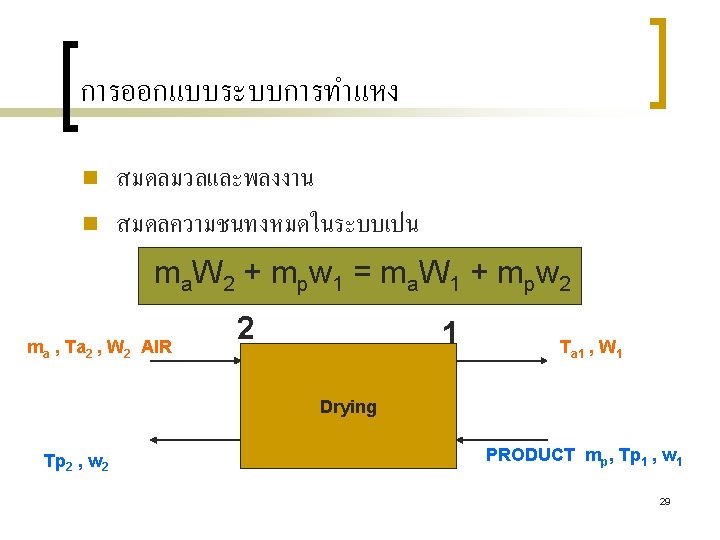
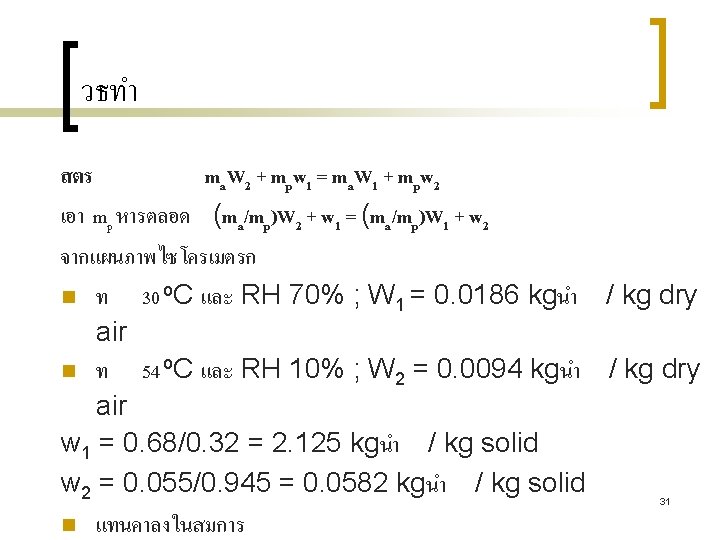
ตวอยางท n n 3 A cabinet dryer is being used to dry a food products from 68% moisture content (wet basis) to 5. 5% moisture content (wet basis). The drying air enters the system at 54 o. C and 10%RH and leaves at 30 o. C and 70%RH. The product temperature is 25 o. C throughout drying. Compute the quantity of air required for drying on the basis of a kg of product solid. 30
m a. W 2 + m p w 1 (ma/mp)0. 0094 + 2. 125 0. 0092 (ma/mp) = m a. W 1 + m p w 2 = (ma/mp)0. 0186 + 0. 0582 = 2. 0668 = 224. 65 kg dry air/kg solid ตอบ 32
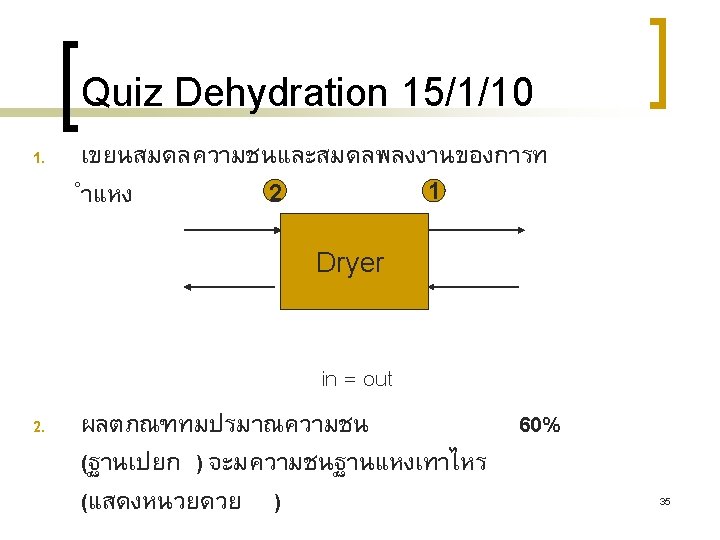
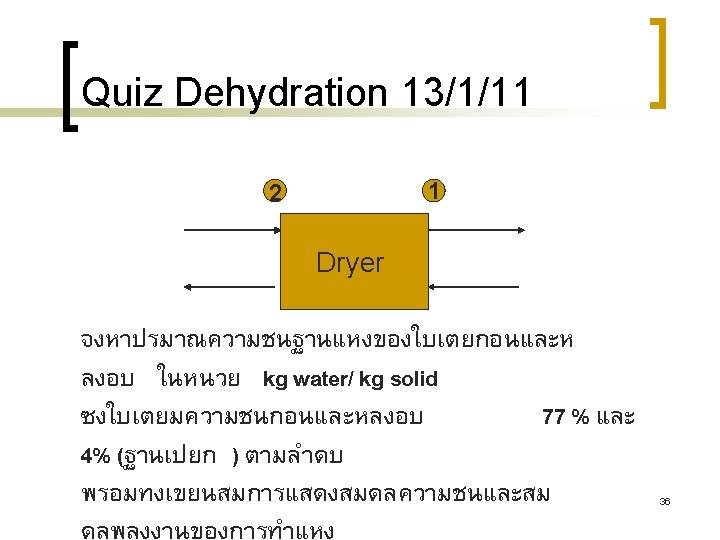
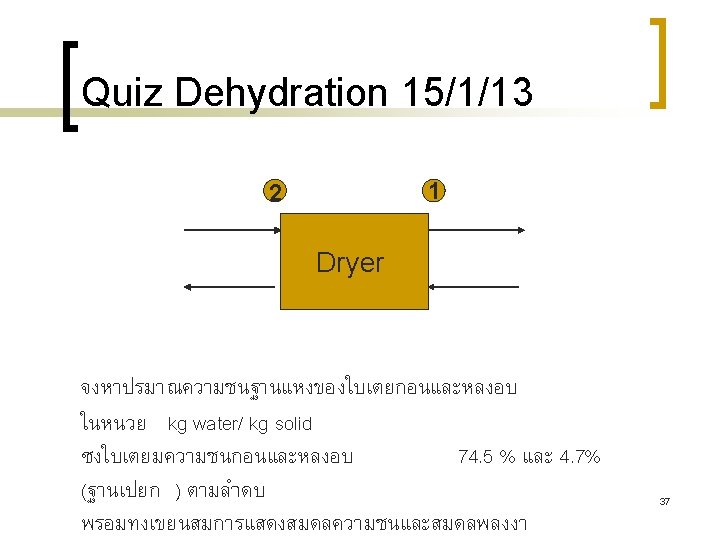
สมดลพลงงานในการทำแหง เขา = ออก + q ma. Ha 2 + mp. Hp 1 = ma. Ha 1 + mp. Hp 2+q ma , Ta 2 , Ha 2 AIR 1 2 Ta 1 , Ha 1 Drying Tp 2 , Hp 2 PRODUCT mp, Tp 1 , Hp 1 33
ตวอยางท 4 n A fluidized-bed dryer is being used to dry diced caroots. The product enter the dryer with 60% moisture content (wb) at 25 o. C. The air used for drying enter the dryer at 120 o. C after being heated from ambient air with 60%RH at 20 o. C. n Estimate the production rate when air is entering the dryer at 700 kg dry air/hr and product leaving the dryer is at 10% moisture content (wb). n Assume product leaves the dryer at the wet bulb temperature of air and the specific heat of product solid is 2. 0 k. J/kg o. C. Air leaves the dryer 10 o. C above the product temperature. 38
วธทำ 60%RH 1 2 20 o. C , heating ma =700 kg dry air/h 120 o. C AIR ����� 10% Drying (wb) Ta 1=Tp 2+10 = 48 o. C ���� 25 o. C , 60% (wb) Tp 2 =T wet bulb =38 o. C n w 1 = 0. 6/0. 4 = 1. 5 kg นำ / kg solid w 2 = 0. 1/0. 9 = 0. 111 kg นำ / kg solid W 2 = 0. 009 kgนำ /dry air (ไดจากไซโครเมตรก Tp 2 = Tกระเปาะเปยกของอากาศ n Ta 1 = Tp 2+ 10 n n n 20 o. C, 60%RH) 39
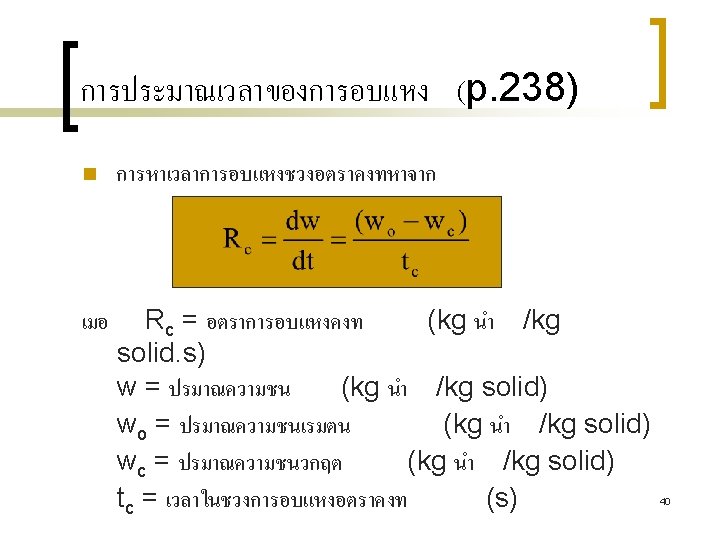
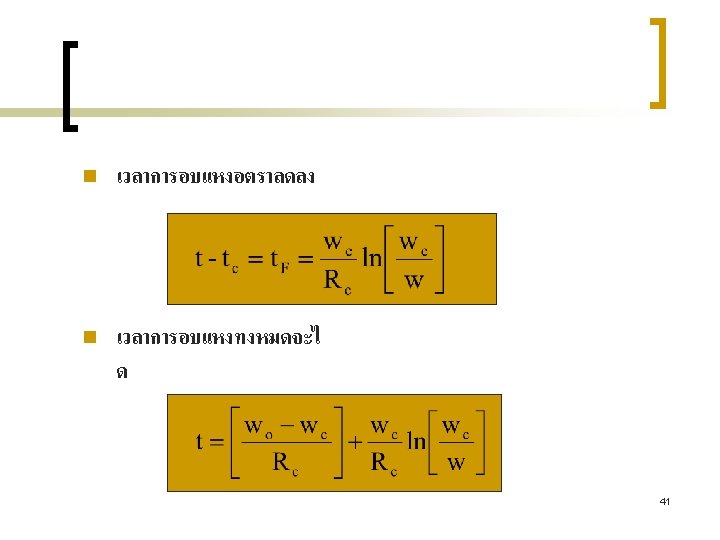
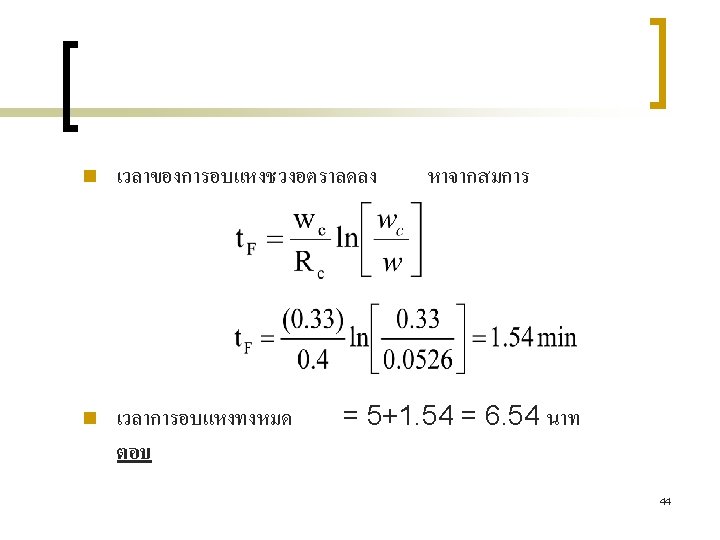
ตวอยางท n n n 5 (p. 239) A tunnel dryer is being designed for drying apple halves from an initial moisture content of 70% moisture content (wb) to a final moisture content of 5% moisture content (wb). An experimental drying curve for the product indicates that the critical moisture content is 25% (wb) and the time for constant-rate drying is 5 min. Based on information provided, estimate the total drying time for the product. 42
วธทำ wo = 0. 7/0. 3 = 2. 33 kg นำ /kg solid wc = 0. 25/0. 75 = 0. 33 kg นำ /kg solid w = 0. 05/0. 95 = 0. 0526 kg นำ /kg solid ใชสมการ แทนคา 43
Dehydration System By… Onuma Wongsangam 45
DRYING EQUIPMENT 1. Tray Dryers-5 - Vacuum Dryers 2. 3. 4. 5. 6. 7. 8. 46 Tunnel Dryers Conveyor Dryers Spray Dryers -2 Pneumatic Dryers Fluidized Bed Dryers -3 Roller or Drum Dryers -1 Freeze Dryers-4
1. Tray Dryers (Carbinet dryers) ¢ In tray dryers, the food is spread out, generally quite thinly, on trays in which the drying takes place. ¢ Heating may be by an air current sweeping across the trays, by conduction from heated trays or heated shelves on which the trays lie, or by radiation from heated surfaces. ¢ Most tray dryers are heated by air, which also removes the moist vapours. 48
¢ http: //www. rpaulsingh. com/animated%20 figures/fig 12_4. htm 49
Vacuum Dryers ¢ Batch vacuum dryers are substantially the same as tray dryers except that they operate under a vacuum, and heat transfer is largely by conduction or by radiation. ¢ The trays are enclosed in a large cabinet, which is evacuated. The water vapour produced is generally condensed, so that the vacuum pumps have only to deal with noncondensible gases. Another type consists of an evacuated chamber containing a roller dryer. ¢ 50
Vacuum Dryers ¢ 51 http: //www. rpaulsingh. com/animated%20 figures/fig 12_5. htm
Tunnel Dryers ¢ These may be regarded as developments of the tray dryer, in which the trays on trolleys move through a tunnel where the heat is applied and the vapours removed. ¢ In most cases, air is used in tunnel drying and the material can move through the dryer either parallel or counter current to the air flow. Sometimes the dryers are compartmented, and cross-flow may also be used. ¢ 52
Tunnel Dryers ¢ ¢ 53 http: //www. rpaulsingh. com/animated%20 figures/fig 12_6. htm http: //www. rpaulsingh. com/animated%20 figures/fig 12_7. htm
Tunnel Dryers 54
Conveyor Dryers )Belt Dryers) ¢ 55 The food is spread as a thin layer on a horizontal mesh or solid belt and air passes through or over the material. In most cases the belt is moving, though in some designs the belt is stationary and the material is transported by scrapers.
Conveyor Dryers 56
Spray Dryer ¢ In a spray dryer, liquid or fine solid material in a slurry is sprayed in the form of a fine droplet dispersion into a current of heated air. ¢ Air and solids may move in parallel or counterflow. Drying occurs very rapidly, so that this process is very useful for materials that are damaged by exposure to heat for any appreciable length of time. ¢ 57
Spray Dryer The dryer body is large so that the particles can settle, as they dry, without touching the walls on which they might otherwise stick. ¢ Commercial dryers can be very large of the order of 10 m diameter and 20 m high. ¢ 58
59
Spray Dryer ¢ http: //www. rpaulsingh. com/animated%20 figures/fig 12_9. htm 60
Spray drying components 1. 2. 3. 4. Air circulation and heating Spray forming device Drying chamber Product recovery system - air inlet temperature rages 76 – 105 o. C, velocity 20 – 40 m/min - capacity of commercial dryers varies between 450 – 4500 kg/hr 61
Nozzle The two fluid nozzle disperses the liquid into fine droplets, which are dried in the drying chamber forming particles. 62
Atomization 1. Rotary atomizers Uses centrifugal force to form a liquid sheet that breaks up into droplets 63
Atomization 2. Pressure nozzle atomizers Utilizes pressure to force liquid through an orifice causing a sheet of liquid which breaks into droplets 64
Atomization 3. Two fluid atomizers -Utilizes a high velocity gas stream to impinge on and break up low velocity liquid stream to form droplets - Fine droplets could be formed from high viscous products having low flow rates 65
Table 1 Comparison of atomizer types Rotary atomizer -Easy to control of droplet size through speed control -Single wheel irrespective of capacity -Large flow areas not prone to block -Coarse feed filtering -Large feed turn-down capability -Capacity independent of pressure -Wide spray angle gives increased wall deposit tendencies - Low pressure system 66 Pressure nozzle atomizer -Less easy control of droplet size through pressure control -Nozzle duplication at higher capacities -Small flow areas prone to block -Fine feed filtering -Small feed turn-down capability -Capacity proportional to square root of pressure -Narrower spray angle gives reduced deposit tendencies -High pressure system
Classification of flow 1. Counter current - Atomizer at the top of chamber, liquid atomized and droplets fall down into chamber - Air introduced at bottom, move against droplets - Dried product leaves at bottom of chamber - Air is discharged at top 67
Classification of flow 2. Co-current - Mixes newly formed droplet with heated air - Product and hot air travel in same direction - Product and exhaust air leave bottom - Best arrangement for heat sensitive product 68
Classification of flow 3. Mix flow drier - Product introduced by atomizer in center of chamber - Chamber design causes air to mix, air introduced form top and moves out form top - Product exits form below 69
Classification of flow 4. Parallel flow - Uniform movement of air and product form the top to bottom of drying chamber - Product and air leave chamber together - High air velocities with high temperatures 70
Table 2 Comparison of air flow types Type of air flow Advantages Counter current -Highest thermal efficiencies Mixed flow drier -High evaporation capacity due to mixing 71 Disadvantages -High air temperature in contact with hot dried product i. e. direct contact with dried product affecting quality -High air flow rates result in discharge at the top -May affect product quality due to overheating
Droplet size distribution 1. Count or number mean diameter (CMD) N = the number of particles or droplets d = diameter 72
Droplet size distribution. 2 Mass mean diameter (MMD) 73
Droplet size distribution 3. The Sauter or volume-surface mean diameter (SMD) 74
Heat and mass balance Mass balance Or Input = Output Ms(Ws)1 + Ga(H 1) = Ms(Ws)2 + Gs(H 2) Ms[(Ws)1 - (Ws)2] = Ga(H 2 - H 1) Ms = Feed rate, kg solid/h Ws 1 = Moisture entering in feed, kg/kg solid Ws 2 = Moisture leaving the dryer in the dried product, kg/kg solid Ga = Air rate, kg dry air/h H 1 = Moisture entering in hot air, kg/kg dry air H 2 = Moisture leaving in the exhaust drying air, kg/kg dry air 75
Heat and mass balance Heat in = Heat out + Heat loss Ga(Qa)1 + Ms(Qs)1 = Ga(Qa)2 + Ms(Qs)2 + QL QL = heat loss from the dryer outer cladding and structural supports, express by the standard heat transfer equation : QL = UA T Qs = the sum of the enthalpy of the dry solid and the moisture as liquid Qa = the enthalpy of the drying medium, express by the equation : Qa = Cs( T) + H 76
Heat and mass balance Heat balance Qs = CDS( T) + (Ws)Cw T CDS = heat capacity of dry solid Cw = heat capacity of moisture (in liquid form) 77
Drying Time Prediction 1. Constant rate period 2. Falling rate period 78
1. Constant rate period L= density of liquid for drying L = latent heat of vaporization do = initial diameter of droplet kg = thermal conductivity of gas film at interface Tc = wet bulb temperature 79 Ta = temperature of air
1. Constant rate period If a certain diameter is specified at the end of constant rate then, d 1 = initial diameter d 2 = dried product diameter 1= density of wet material 2= density of dry product 80
2. Falling rate period Wc = moisture at critical mosture content We = equilibrium condition Tav= time average temperature difference between the particle and air during falling rate period 81
Example Compare the constant-rate drying time for 35 -micron droplets of skim milk when computed with and without the assumption of finite particle size at the end of the drying period. Initial total solids content of skim milk is 10% and final total solids content is 5%. The air for drying is 110 C with 3%RH. For the case of finite particle size after drying, the particle has a 15 -micron diameter at the completion of the constant-rate period. The latent heat of vaporization is 2333 k. J/kg. Estimate the time required to complete the falling-rate drying period. Solution: For constant rate drying period (1) The use of equation (1) requires the following input parameters (for skim milk): (2) Using equation (1) L = 1035 kg/m 3 Ta = 110 C kg = 0. 035 W/m. K Tu = 42. 5 C (3) The use of equation (2) requires knowledge of additional parameter: (a) Particle size after constant-rate drying will be: 82
(b) In order to determine the change in density due to drying, the following computations are required: Initial volume = 4/3 (17. 5 10 -6)3 = 2. 24 10 -14 m 3 Final volume = 4/3 (7. 5 10 -6)3 = 1. 77 10 -15 m 3 (c) Volume change = (2. 24 10 -14 - 1. 77 10 -15) = 2. 063 10 -14 m 3 (d) Weight loss (with water at 961 kg/m 3): = 2. 063 10 -14 m 3 961 kg/m 3 (e) (b) = 1. 98 10 -11 kg water Density change will be function of the mass of water loss and the volume change: (c) (d) = 1911. 9 kg/m 3 (e) (4) Using equation (2): (f) (g) (h) = 2. 87 10 -5 hr = 0. 103 sec 83
For falling rate drying period (1) Using equation (3) (2) Initial total solids content 10% mass of water per unit volume is 0. 9 (1035 kg/m 3) = 931. 5 kg water/m 3 solids content would be 0. 1 (1035 kg/m 3) = 103. 5 kg H 2 O/kg product (3) Based on an initial droplet volume of 2. 24 10 -14 m 3 the droplet contains 103. 5 2. 24 10 -14 = 2. 318 10 -12 kg solids and the droplet contains 931. 5 2. 24 10 -14 = 2. 1 10 -11 kg H 2 O (4) Since the droplet evaporates 1. 98 10 -11 kg water during the constant-rate period, the water in the droplet at the beginning of the falling-rate period becomes (2. 1 10 -11 - 1. 98 10 -11) = 1. 2 10 -12 kg H 2 O and the moisture content is 84
(5) Final moisture content of the product is 0. 005 kg H 2 O/kg product or 0. 0526 kg H 2 O/kg solids (6) The density will be 1911. 9 kg/m 3 (7) The average temperature difference during the falling-rate can be computed assuming a linear change during drying and equal temperature of product and air at the end of the drying period: (8) The time for falling-rate period drying becomes: = 9. 153 10 -6 hr = 0. 033 sec 85
Pneumatic Dryers ¢ ¢ ¢ 86 a pneumatic dryer, the solid food particles are conveyed rapidly in an air stream, the velocity and turbulence of the stream maintaining the particles in suspension. Heated air accomplishes the drying and often some form of classifying device is included in the equipment. In the classifier, the dried material is separated, the dry material passes out as product and the moist remainder is recirculated for further drying.
Pneumatic Dryers ¢ ¢ Pneumatic Dryer is a drying equipment that a large quantity of gases generate active heat exchange and simultaneously transports the processed material. It is suitable for drying the material with high moisture content at the constant-rating drying zone. ¢ High temperature drying gas is blown into the pneumatic duct, where the material is continuously fed, dried and transported. ¢ The processed material is collected through separated from the exhaust gas at a cyclone or a bag filter, etc. For dispersion of the material a Cage Mill or a Scatterer is used. 87
Pneumatic Dryers 88
Fluidized bed Dryer In a fluidized bed dryer, the food material is maintained suspended against gravity in an upwardflowing air stream. ¢ There may also be a horizontal air flow helping to convey the food through the dryer. ¢ Heat is transferred from the air to the food material, mostly by convection. ¢ 89
¢ http: //www. rpaulsingh. com/animated%20 figures/fig 12_8. htm 90
91
Roller or Drum Dryers ¢ ¢ 92 In these the food is spread over the surface of a heated drum. The drum rotates, with the food being applied to the drum at one part of the cycle. The food remains on the drum surface for the greater part of the rotation, during which time the drying takes place, and is then scraped off. Drum drying may be regarded as conduction drying.
Benefits of drum dryer Short drying time about 10 -20 seconds and capable of continuous drying. ¢ Easy operation, maintenance, and long machine life. ¢ Adjustable drying time and temperature. ¢ Can process any quantity of material, heat sensitive can add vacuum device. ¢ One of the cheapest drying method available. ¢ 93
Classification of Drum Dryers There are three classifications of Drum Dryers: 1. Single-Drum Dryer 2. Double Drum Dryer 3. Twin Drum Dryer 94
Feeding systems ¢ Dip feed system l For low to medium viscosity liquids. Pan feed ¢ Splash and spray feeding ¢ l ¢ For drying temperature sensitive, low viscosity feed. Top feeding system A perforated pipe. l An oscillating pipe. l 95
Single drum dip feed 96
Single drum pan feed KNIFE 97
Double drum with top feed KNIFE 98 KNIFE
Twin drum KNIFE 99 with top feed KNIFE
Vacuum dryer 100
Double drum dryer Vacuum dryer 101
The rate of moisture removal (dw/dt) ¢ Influenced by The overall heat transfer coefficient (U) l Latent heat of evaporation of water (L) l Surface area of the roller needed for drying(A) l Mean temperature difference between the roller surface and the product (ΔT) l 102
Design parameters The rate of moisture removal (dw/dt) dw dt 1 U 103 = UAΔT L = 1 + X hp kp
hp = X Kp = = 104 heat transfer coefficient from drum surface to drying food (J/m 2 s ˚ C) film thickness Thermal conductivity of food (J/m s ˚ C)
Production rate : ¢ Increased with increased drum speed high accumulation increased production rate. 105
Increase product solid Effect of drum speed and solids content of potatoes on potato flake production rate 106
Problems of drum drying ¢ ¢ ¢ Unsuitable for dehydration of food stuff with high sugar content. Formation of unbroken sheet Food adhesion to drum Limitation in feed concentration Removal of product and scorching damage to drum 107
Example A drum dryer is being designed for drying of a product from an initial total solids content of 18% to a moisture content of 7%. An overall heat-transfer coefficient (U) of 1700 W/m 2 is being estimated for the product. An average temperature difference between the roller surface and the product of 75 °C will be used for design purposes, Determine the surface area of the roller required to provide a production rate of 35 kg product/hr. 108
Solution ; 1. 2. The production rate of 35 kg product/hr corresponds to : 35 kg product X 0. 93 kg solids hr kg product = 32. 55 kg solids hr The feed rate : = 32. 55 kg solids/hr 0. 18 kg solids/ kg product = 180. 83 kg product feed/hr 109
3. The water must be removed from product at the following rate : = 180. 83 kg product feed/hr – 35 kg product/hr = 145. 83 kg water = 1700(A)(75) hr 2321. 4 A = 2. 65 m 2 4. The effective area on the roller needed for drying is 2. 65 m 2 110
Freeze Dryers ¢ The material is held on shelves or belts in a chamber that is under high vacuum. ¢ In most cases, the food is frozen before being loaded into the dryer. ¢ Heat is transferred to the food by conduction or radiation and the vapour is removed by vacuum pump and then condensed. 111
Freeze Dryers ¢ In one process, given the name accelerated freeze drying, heat transfer is by conduction; sheets of expanded metal are inserted between the foodstuffs and heated plates to improve heat transfer to the uneven surfaces, and moisture removal. ¢ The pieces of food are shaped so as to present the largest possible flat surface to the expanded metal and the plates to obtain good heat transfer. ¢ A refrigerated condenser may be used to condense the water vapour 112
PRINCIPLES OF CHEMISTRY 113
THREE MAJOR COMPONENTS ¢ 1. FREEZE DRYING CHAMBER ¢ 2. A FREEZING COIL CONNECTED TO A REFRIGERATOR COMPRESSOR ¢ 3. A VACCUM PUMP 114
BASIC COMPONENTS 115
FREEZE DRYING MACHINES 116
117