Measuring Instruments Metrology n science of weights and








")



 n accuracy loss (incorrect gage")
 n dirty parts")


 Outside n Inside n Depth")
 n Outside u frame, Inside")








 u discrimination approx.")






 n Angle plate (Knee) n V-blocks n Fixed")



")








 n")












 n")
- Slides: 61
Measuring Instruments
Metrology n science of weights and measures
Discrimination n degree to which a measuring instrument divides a basic unit of length
10 to one rule for discrimination a measuring instrument should discriminate 10 times finer than the smallest unit that it will be used to measure n instrument lands between two lines do not use to measure n
Parallax error n the apparent shift of an object when viewed from different angles
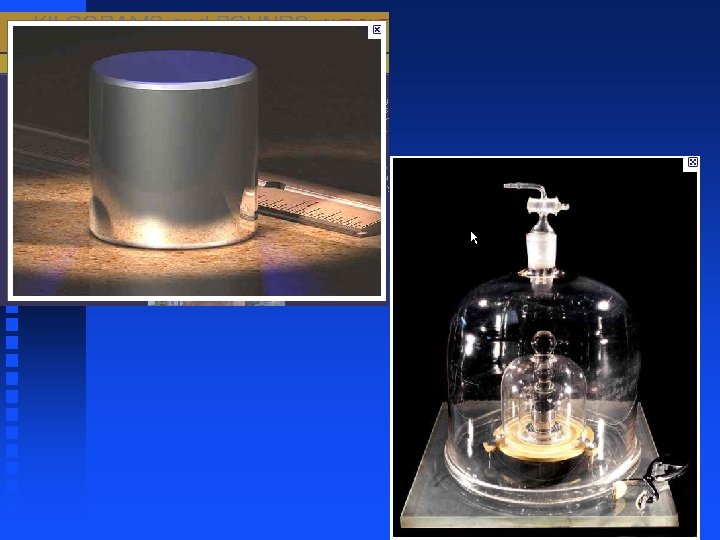
Calibration n Process by which a measuring instrument is compared to a known standard n The international prototype kilogram is a platinum iridium alloy, created in 1879, that is the standard by which all the world’s weight measurements are calibrated. It is lock in a Paris vault and is only brought out on very rare occasions n The length of a meter is defined by the distance light travels in a vacuum in 1/299, 792, 458 seconds
Handle precision measuring instruments with care
Use of precision measuring instruments keep calibrated n when possible, take readings while the instrument is in contact with the work piece n on cylindrical work pieces, check twice - 90 degrees apart n best temperature is 68 degrees F. n
Variables (Errors)
1. Observational errors misreading the gage n parallax n
2. Manipulative errors holding the gage incorrectly n not locating datums properly n mounting the part on the wrong datums n not aligning the gage properly n measuring pressure /ratchet stops n
3. Bias errors n rounding off
4. Gage errors precision loss (sluggish or sticking indicator) n accuracy loss (incorrect gage block stack, bent micrometer frame, out of calibration error n
5. Part errors Within the piece variation (taper, roundness, etc. ) n dirty parts n poor surface finish n flaws/ burrs n
Direct reading instruments
1. Steel Rules
2. Calipers (Can be Vernier, Dial, or Digital Reading) Outside n Inside n Depth n
3. Micrometers (Can be Vernier, Dial, or Digital Reading) n Outside u frame, Inside n Depth n anvil, spindle, sleeve, thimble
Comparison measuring instruments comparing to a known standard n represents a known distance n used in conjunction with an instrument that has the capability of showing measurement n sometimes referred to as transfer measurement n direct reading instruments should be used whenever possible n
Common types 1. spring calipers n 2. telescoping gages n 3. small hole gages n
4. adjustable parallels n 5. planer gages n
6. thickness gages n 7. radius gages n
Attribute Gages n Go - No Go gages that only tell if the part is good or bad. They don’t provide a measurement of how good or bad.
8. Squares n Machinists Combination Square Set
solid beam square Cylindrical Square
Indicators – 2 Types n a. dial u some can be used to make linear measurement u discriminations range from. 00005 to. 001” u ranges are from. 003 to 2. 0”
n b. test u used for comparisons only (no direct measurements) u discrimination approx. 0005” u range of about. 030”
Indicator Bases n mounting must be rigid u magnetic bases u flexible link holding arms u height gage applications
Surface Plates
Primary measurement is height n measurements are from the plate surface, up
Ideal plane for dimensional measurement should be perfectly flat n nothing is perfect
Surface plate materials n 1. Cast iron u magnetic u if damaged, raised material is produced on surface u easily rust n 2. Granite u far superior u produce no raised material u lower in price
Care of surface plates no unnecessary objects on the surface n clean before and after use n keep it covered n placing and removing objects from the plate n
Accessories Gage blocks (rect. and square) n Angle plate (Knee) n V-blocks n Fixed parallels n Planer gage n 1, 2, 3 Blocks n
Angle Terminology acute angles = < 90 degrees n right angles = 90 degrees n obtuse angles = > degrees n full circle = 360 degrees n 1 degree = 60 minutes of an arc n 1 minute = 60 seconds of an arc n radian = metric unit of angular measurement n
Angle measuring instruments (not for measuring angularity)
1. Plate protractor n discrimination of 1 degree
2. Bevel protractor n part of the machinists combination set - discrimination of 1 degree
3. Universal bevel protractor - vernier n measure to accurately to within 5 minutes of a degree (remember there are 60 minutes in one degree
4. Sine bar n 5” and 10” center spacing of cylinders
To find angles with the sine bar: elevate the sine bar with adjustable parallels until the indicator reads zero at each end of the workpiece n parallel is removed and measured with a micrometer n transpose the sine bar elevation formula and solve for the angle n sin of the angle = elevation / sin bar length (5 or 10”) n
Gage blocks n permit comparison between working measurement & instruments of mfg.
Uses: calibration of measuring instruments n establishment of precise angles (with sine bars) n positioning of machine tools and cutting tools n used to set snap gages n
Common set has 81 to 88 blocks
Range in thickness from. 050 to 4. 0”
3 Grades grade 1 = lab n grade 2 = inspection n grade 3 = shop n
Grade on tolerance = +/. 000002”
Tolerance on a stack of 30 gage blocks assembled to represent 20”?
Use as few combinations as possible when stacking
Care avoid unnecessary contact with hands n clean with proper solvents n handle and lay on lint free cloth n don’t leave blocks rung for extended periods of time n spray with a preservative n
Wringing gage blocks
Main cause of gage block wear is wringing poorly cleaned blocks
Checking with optical flats
Wear blocks used in applications where direct contact is made n usually. 050” or. 100” n
Accessories scribes n bases n screw sets n
Other machines Optical comparator n Coordinate measuring machine (CMM) n