Chapter 5 Pneumatic System Multi Actuator Circuit Prepared















 Draw the cylinders A(1.")


 of")

 Motion Diagram Lifting and Shifting • Motion")




 • Control Diagram is drawn below the")
 Signal Over Lap at Step 1")
 Signal Over Lap at Step 3")

 An idle-return roller valve consists of a")
 The idle return roller may be positioned")


 Step 4: Selecting the valves. a. The limit valves are")
 Step 5: The valves are connected as follows. The output")






 Return motion of cylinder A")
 i) Divide the given circuits")
 Draw the power circuit")








 part is clamped in position (ii) press punches")





- Slides: 64
Chapter 5 Pneumatic System: Multi Actuator Circuit Prepared by: Mohd Shahril Shariff
Multi Actuator Circuit Most of the practical pneumatic circuits use multi cylinders. They are operated in specific sequence to carry out the desired task. For example, to drill a wooden component first we need to clamp and then drill. We can only unclamp the cylinder, if and only if the drill is withdrawn away from the workspace. Here sequencing of movement of clamp cylinders and cylinder which carries the drill is important. This sequencing is carried out by actuation of appropriate final control valves like directional control valves. The position of the cylinders is sensed by the sensors like limit switches, roller or cam operated valves.
Multi Actuator Circuit Multi cylinder pneumatics circuits can be designed in various methods. There is no universal circuit design method that suits all types of circuits. Some methods are commonly used for compound circuits but would be too expensive for simple circuits. There are five common methods used by engineering and they are given below 1. 2. 3. 4. 5. Classic method Cascade method Step-counter method Logic Design method (with Karnaugb-Veitch Maps) Combinational circuit design
Classical Method In classical method, circuit design is done by use of general knowledge of pneumatics following the sequence through intuitively. In general, steps involves q. Write down sequence and draw motion diagrams q. Draw in cylinders and control valves q. Complete circuits intuitively.
Coordination Motion & Sequence Control In majority of the pneumatic applications more than one cylinder is used. The movement of these cylinders are coordinated as per the required sequence. Sensors are used for confirming the cylinder position and the resultant actuation of the final control element. Normally limit switches are used. The activation of limit switches of different cylinders will provide set or reset signal to the final control valves for further controlling the movement of various cylinders. The limit switches have to be arranged in the proper location with the help of motion diagram
Motion Diagram/Step Displacement Diagram • In order to develop control circuitry for multi cylinder applications, it is necessary to draw the motion diagram to understand the sequence of actuation of various signal input switches-limit switches and sensors • Motion diagram represents status of cylinder position -whether extended or retracted in a particular step
Example: Coordinated Motion Control for a Stamping Application Clamping, Stamping and Ejection Application
Multi Cylinder Application with Two Cylinders A and B Input Signals • Cylinder A – Limit switch at home position ao • Limit switch at home position a 1 • Cylinder B - Limit switch at home position bo • Limit switch at home position b 1 Out put Signals • Cylinder A advancing step is designated as A+ • Cylinder A retracting step is designated as A • Cylinder B advancing step is designated as B+ • Cylinder B retracting step is designated as B+
Design of Signals Sequential Motion of Cylinders It is possible to have the following sequence of operation with two cylinders Sequence Example of Application A+, B+, A-, B- Lifting & Shifting / shifting of parts in two directions , A+, B+. B-, A- Clamping & Stamping/Riveting A+, A-, B+, B- Feeding and Ejection of parts
Example 1 Two cylinders are used to transfer parts from a magazine onto a chute. When a push button is pressed, the first cylinder extends. Pushing the part from the magazine and positions it in preparation for transfer by the second cylinder onto the out feed chute. Once the part is transferred, the first cylinder retracts, followed by the second. Confirmation of all extended and retracted positions are required.
Solution Example 1: Step 1 -2 Step 1: Write the statement of the problem: Let A be the first cylinder (Pushing) and B be second cylinder (feeding) as shown in the Figure xxx. First cylinder A extends and brings under stamping station where cylinder B is located. Cylinder B then extends and stamps the job. Cylinder A can return back only cylinder B has extended fully. Step 2: Draw the positional layout.
Solution Example 1: Step 3 -4 Step 3: Represent the control task using notational form Cylinder A advancing step is designated as A+ Cylinder A retracting step is designated as ACylinder B advancing step is designated as B+ Cylinder B retracting step is designated as BTherefore, given sequence for clamping and stamping is A+B+A-BStep 4 Draw the Displacement –step diagram
Solution Example 1: Step 5 Draw the Displacement –time diagram
Solution Example 1: Step 6: Analyse and Draw Pneumatic circuit. Step 6. 1 Analyse input and output signals. Input Signals Cylinder A – Limit switch at home position ao Limit switch at home position a 1 Cylinder B - Limit switch at home position bo Limit switch at home position b 1 Output Signal Forward motion of cylinder A ( A+) Return motion of cylinder A (A-) Forward motion of cylinder B( B+) Return motion of cylinder B( B-)
Step 6. 2 Using the displacement time/step diagram link input signal and output signal. Usually start signal is also required along with b 0 signal for obtaining A+ motion. 1. A+ action generates sensor signal a 1, which is used for B+ motion 2. B+ action generates sensor signal b 1, which is used for A- motion 3. A- action generates sensor signal a 0, which is used for B- motion 4. B- action generates sensor signal b 0, which is used for A+ motion Above information is shown below graphically
Solution Example 1: Step 7 Draw the power circuit i) Draw the cylinders A(1. 0) and B(2. 0). ii) Draw the DCVs 1. 1 and 2. 1 in unactuated conditions iii) Mark the limit switch positions for cylinders A(1. 0) and B(2. 0).
Solution Example 1: Step 8 Draw the control circuit
Solution Example 1: Step 9 Analysis of pneumatic circuit 1. When the start button is pressed, the signal appears at port 14 of valve 1. 1 through limit switch signal b 0. 2. Check for the presence of the signal at the other end (12) of valve 1. 1. Notice that the signal is not present at port 12 of valve 1. 1. (Because b 1 is not pressed). There is no signal conflict and valve 1. 1 is able to move. So A advances to forward position. 3. When cylinder A fully extends, it generates a limit switch signal a 1, which is applied to port 14 of the valve 2. 1. Cylinder B advances to forward position.
5. Check for the presence of the signal at the other end (12) of valve 2. 1. Signal is not present at port 12 of valve 2. 1 (because a 0 is not pressed, A is already in extended position now) and hence there is no signal conflict 6. Signal applied to port 14 of the valve 2. 1 causes the shifting of DCV 2. 1 and cylinder B extends. 7. When cylinder B fully extends, it generates a limit switch signal b 1, which is applied to port 12 of valve 1. 1. Cylinder A returns and ao is pressed. There is no signal conflict, as ao and a 1 are mutually exclusive signals. 10. When the cylinder A is fully retracted, it generates a limit switch signal a 0, which is applied to port 12 of the valve 2. 1. Cylinder B retracts.
Example 2: Lifting and Shifting • Products are required to be transferred from lower level conveyor to higher level conveyor using two Pneumatic Cylinders • Lifting Cylinder A lifts the product on receiving it at lower level • Shifting Cylinder B shifts the product from the platform to the higher level Conveyor • Lifting cylinder retracts • Shifting cylinder retracts
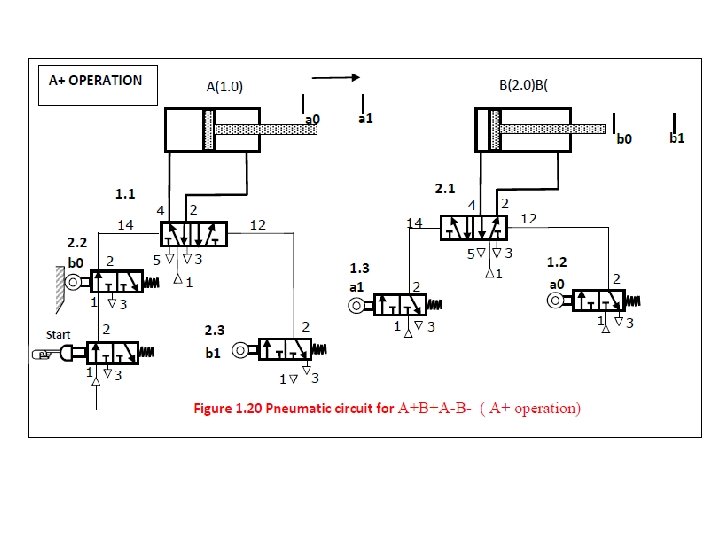
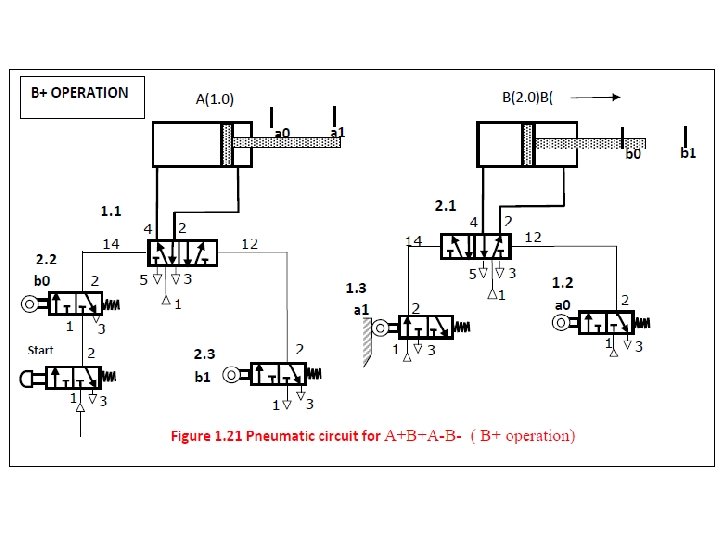
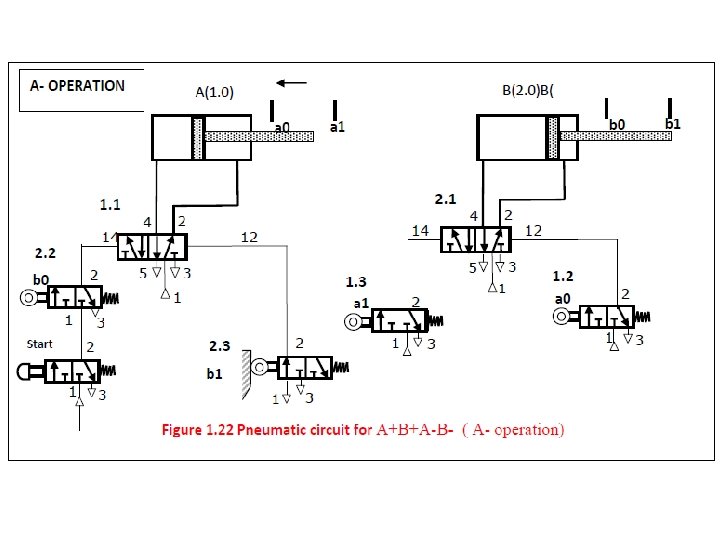
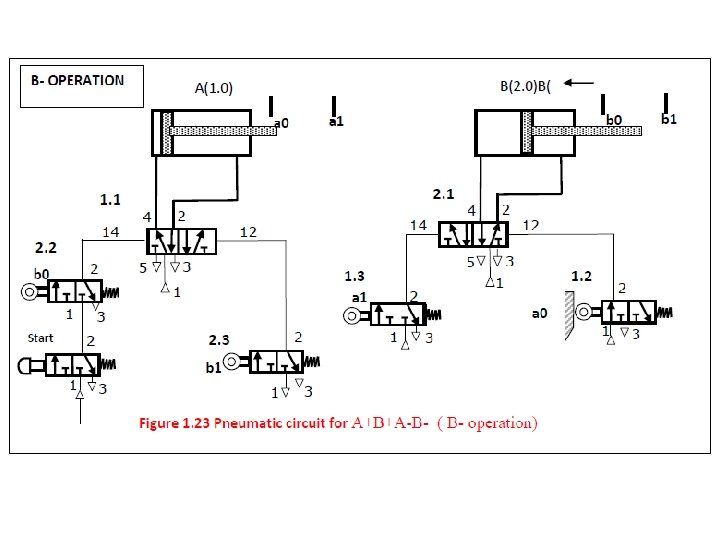
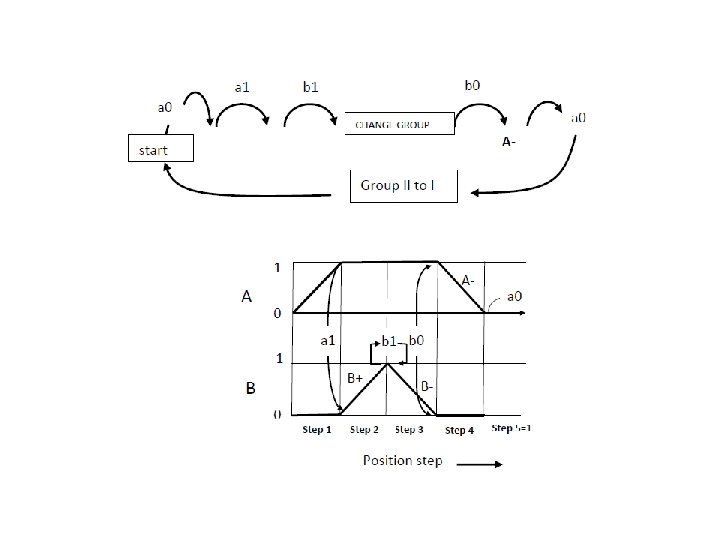
Example 2: Lifting and Shifting (continue…. ) Motion Diagram Lifting and Shifting • Motion and Control Diagrams are shown for Lifting and Shifting Application: A+, B+, A-, B • Signal 1. 2 –Start Signal • Signal 1. 3 - Extended position limit switch for cylinder B • Signal 2. 2 - Extended position limit switch for cylinder A • Signal 2. 3 -Home position limit switch for cylinder A • NO SIGNAL OVER LAP
Example 2: Lifting and Shifting
Signal Overlap can occur when simultaneously two active signals appear on both set and reset pilot ports of Final Control Valve. This is due to the required sequencing of cylinder. At the start, both signals ao and bo appear at the same time. This will not result in any change. Illustration of Signal over lap
Multi Cylinder Applications Signal Elimination On analyzing the status of set signal and reset signal for final control valve for different cylinders, it is observed that both set and reset signals could be present simultaneously at any instant of time, depending on the sequential operation of the cylinder. This does not permit further change in status of the valve. This situation is termed as signal over lap. To overcome this problem signal elimination techniques are used as listed below: • Use of Idle return lever limit switches • Use of N. O Timers • Use of Cascading with the help of reversing valves • Use of Stepper Sequencer modules
Example : Clamping and Riveting • Sheet metal components are to be riveted using two Pneumatic Cylinders. A Clamping cylinder (A) first advance and clamps the sheet metal parts. • While the parts are clamped a second cylinder (B) advance and performs riveting operation • The riveting cylinder retracts and finally clamping cylinder retracts
Example : Clamping and Riveting (continue…. ) • Control Diagram is drawn below the motion diagram represents the status of various signals- the limit switches used to interrogate the piston position • Signals 1. 4 and 1. 3 correspond to home position and extended position limit switches of cylinder A respectively • Signals 2. 2 and 2. 3 correspond to home position and extended position limit switches of cylinder B respectively
Example : Clamping and Riveting (continue…. ) Signal Over Lap at Step 1
Example : Clamping and Riveting (continue…. ) Signal Over Lap at Step 3
Idle-Return Roller Valve ROLLER LEVER LIMIT SWITCH IDLE RETURN ROLLER LIMIT SWITCH • Roller Lever type Limit Switch gives mechanical signal which can be sensed in both direction movement of piston rod cam • Idle Return Roller Limit Switch gives mechanical signal due to actuation of roller only in one direction. This is conveniently used in Signal Elimination
Idle-Return Roller Valve (continue. . . ) An idle-return roller valve consists of a 3/2 DCV fitted with an idle return roller mechanism. The two designs of the idle roller is shown in
Idle-Return Roller Valve (continue. . . ) The idle return roller may be positioned in the control system so that when the cylinder extends, the piston passes over the idle – roller mechanism of the valve, thus activating the valve. (Figure a ), but also permitting the valve to be deactivated immediately when the piston moves to the extreme end position (Figure b). As a result, the valve generates a short output pulse during the forward motion of the cylinder. The idle return mechanism also allows the cylinder to retract without re-activating the valve (Figure c and Figure d). Hence, in the end position or during the return motion of the piston, the valve does not gets actuated, and no output signal is produced. For the generation of short output pulse by the idlereturn roller valve during the return motion of the cylinder, this valve may be positioned in the opposite direction as compared to the case during the forward motion of the cylinder.
Figure below shows the circuit for getting the control sequence 1 A 1+ 2 A 1 - 1 A 1 - using the idle –return rollers at the position 1 S 2 and 2 S 1. The roller valves at position 1 S 3 and 2 S 2 no need be replaced with the idle return rollers as these valves do not cause signal conflicts for the given sequence circuit.
Cascading Method Cascade definition : A series of stages in which the output of one stage is the input of the next stage The cascade method is simple to apply and results in reliable and easily understood circuits. Steps involved Step 1: Each cylinder is given a code letter and the sequence is determined. For example A+, B+, A-, B- etc. ‘+‘ and ‘-’ represent extension and retraction of the cylinder respectively. Step 2: The sequence is split into minimum number of groups. Care should be taken to see that no letter is repeated within any group. Next the circuit is drawing it up using the following steps. Step 3: Each group is assigned a pressure connecting line which must be pressurized only while that particular group is active. So the number of pressure connecting lines equals the number of groups.
Cascading Method (continue…. ) Step 4: Selecting the valves. a. The limit valves are denoted as a 0, a 1, b 0, b 1 etc. where the suffix 0 corresponds to valves which are actuated at the end of return stroke and the suffix 1 corresponds to valves which are actuated at the end of forward stroke. Each cylinder requires two limits valves and it equals twice the number of cylinders. Each connecting line supplies air pressure to those limit valves within its particular group. b. In order to pressurise the various connecting lines in the proper order, one or more group changing valves or cascade valves (double air piloted of 4/2 DCV or 5/2 DCV) are employed. The number of group valves always equals the number of groups minus one (=number of group – 1). c. For each cylinder, a pilot operated direction control valve is selected. The number of cylinder acting valves equals the number of cylinders.
Cascading Method (continue…. ) Step 5: The valves are connected as follows. The output of each limit valve is connected to the pilot input corresponding to the next sequence step with one exception. The limit valve corresponding to the last step of the given group is ‘not’ connected to the actuating valve of the next cylinder, but rather to the pilot line of a group changing valve so as to pressurise the connecting line of the next group. This connecting line is then connected to the pilot line corresponding to the first step of the next group.
Designation of Signals From Limit Switches
Cascading Stages
Development of Cascade Stages Input Signals to Cascade Stages
Demonstration of Cascade method In order to develop control circuitry for multi cylinder applications, as done before in classic method, it is necessary to draw the motion diagram to understand the sequence of actuation of various signal input switches-limit switches and sensors. Motion diagram represents status of cylinder position -whether extended or retracted in a particular step Example 2 Step 1: Write the statement of the problem: First cylinder A extends and brings under stamping station where cylinder B is located. Cylinder B then extends and stamps the job. Cylinder A can return back only cylinder B has retracted fully. Step 2: Draw the positional layout.
Step 3: Represent the control task using notational form Cylinder A advancing step is designated as A+ Cylinder A retracting step is designated as ACylinder B advancing step is designated as B+ Cylinder B retracting step is designated as BGiven sequence for clamping and stamping is A+B+B-A- Step 4 Draw the Displacement –step diagram
Step 5 Draw the Displacement –time diagram Step 6: Analyse and Draw Pneumatic circuit. Step 6. 1 Analyse input and output signals. Input Signals Cylinder A – Limit switch at home position ao Limit switch at home position a 1 Cylinder B - Limit switch at home position bo Limit switch at home position b 1
Output Signal Forward motion of cylinder A ( A+) Return motion of cylinder A (A-) Forward motion of cylinder B ( B+) Return motion of cylinder B( B-) Step 6. 2 Using the displacement time/step diagram link input signal and output signal. (Figure 1. 31) Usually start signal is also required along with a 0 signal for obtaining A+ motion. 1. A+ action generates sensor signal a 1, which is used for B+ motion 2. B+ action generates sensor signal b 1, which is used group changing. 3. B- action generates sensor signal b 0, which is used for A- motion 4. A- action generates sensor signal a 0, which is used for group changing Above information (given in 6. 2) is shown below graphically
Step 7 Draw the power circuit (Figure 1. 32) i) Divide the given circuits into groups. Grouping should be done such that there is no signal conflict. Do not put A+ and A- in the same group. Similarly B+ and B- should not be put in the same group. In other word A+ and A- should belong to different group to avoid signal conflict. In our example of A+ B+ B- A- we can group as ii) Choose the number of group changing valve = no of groups -1 In our example, we have 2 groups so we need one group changing valve Connect the group changing valve as follows. From the figure it is clear that when the control signals I and II are applied to group changing valve, the air (power) supply changes from Group 1(G 1) to Group 2 (G 2)
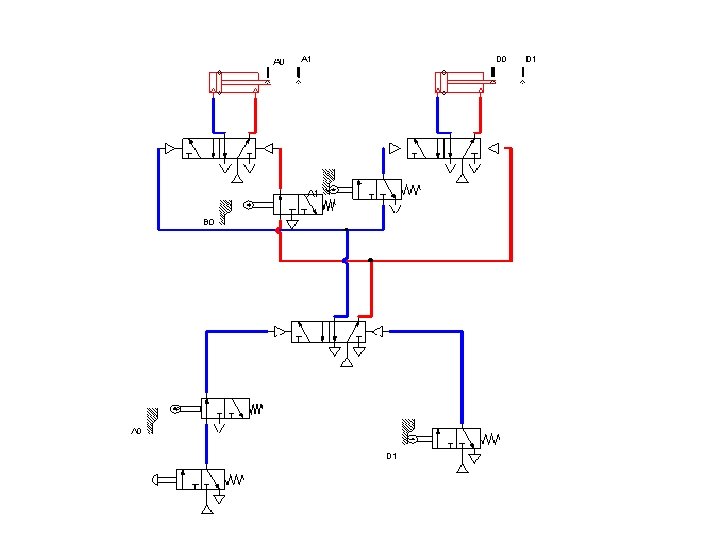
iv) Draw the power circuit
Example 3 A pneumatic actuated drilling machine, contained of two DAC. When the workpiece is located at it position, cylinder A will clamp the workpiece. Then, the drilling process is started, where the spindle is controlled by cylinder B. After finish drilling, cylinder B will retract to the initial position, before the clamping cylinder retract.
Example 1 1. Define motion A+ B+ B- A- 2. Groups A+ B+ B- A- 3. Limit switch status A 1 Above B 0 A+ B+ B- AStart A 0 Below
4. Number of connecting line = number of groups = 2 5. Number of reversing valve = number of groups – 1 = 1
Draw basic circuit 2 connecting line 1 reversing valve
A+ St + A 0
B+ A 1
B- B 1
A- B 0
Example 5: Punch Press Operation: (i) part is clamped in position (ii) press punches the part (iii) the clamp is released (iv) part is removed from the table START, A+, B-, A-, C+, C- Functions of A, B, C ? How to design pneumatic system?
Cascade method: forming groups START, A+, B-, A-, C+, CBreak it down into groups: START, A+, B+ GRP 1 / B-, A-, C+ GRP 2 / C GRP 3 Merge Group 3 with Group 1 ? START, A+, B+ GRP 1 / B-, A-, C+ GRP 2 / C GRP 1
Cascade method: draw cylinders, connecting line, valves - Draw the cylinders - For each cylinder, draw the limit valve (3/2 way) - For each cylinder, draw the control valve - Draw manifold lines - Limit valve connections: a 2, b 2 and c 1 get their air supply from connecting line 1 a 1, b 1 and c 2 get their air supply from connecting line 2 - Group valve connections: air supply: initially to GRP 1 (connecting line 1), when pilot line 1 is active. line 1: activated by c 2 (transition from GRP 2 GRP 1) line 2: activated by b 2 - Connect air supply of each cylinders valve, and supply + and – ports of each cylinder - Connect the logic lines according to sequence: START A+ B- A- C+ C
Cascade method: forming groups
Cascade building blocks • A two group building block consists of a lever valve to run and end the sequence plus the 5/2 double pilot operated cascade valve • For a two group system consisting of any number of cylinders this building block and the cylinder building blocks are all that is required to solve the sequence Gp l 14 2 10 12 Sel l 3 1 Gp ll 4 2 5 1 3 12 Sel ll
Cascade building blocks • This three group building block establishes an interconnecting pattern that can be extended to any number of groups Gp l Run/End Sel ll Gp lll Sel lll