GMP 5 Food and Drink Good Manufacturing Practice



















 specified policies and procedures, including cleaning procedures; and • (vi) suitable")
 operators are trained to carry out the procedures correctly; • (e)")
 records are made and retained in legible and accessible form which")


 the")
 adequate resources, facilities and staff are available for sampling, inspection, testing")

 there is rapid feedback of information (accompanied where appropriate, by advice)")
 sufficient reference samples of starting materials or records of the result")
 summaries of quality performance data in appropriate form are provided by")
 a direct interest is taken in the activities and quality assurance")
 due heed is taken of new developments in food legislation, especially")






 the plant and equipment; • (iii) surface coatings and finishes; •")
 the design")



















- Slides: 62
GMP 5 Food and Drink Good Manufacturing Practice • • • A Guide to its Responsible Management 1987 IFST 1 st Edition ISBN 0 905367 02 2 1989 IFST 2 nd Edition ISBN 0 905367 04 9 1991 IFST 3 rd Edition ISBN 0 905367 08 1 1998 IFST 4 th Edition ISBN 0 905367154 2006 IFST 5 th Edition ISBN 0 905367 20 0 • This Guide is of an advisory nature. It has been compiled by the Institute of Food Science& Technology in consultation with other interested bodies. 2
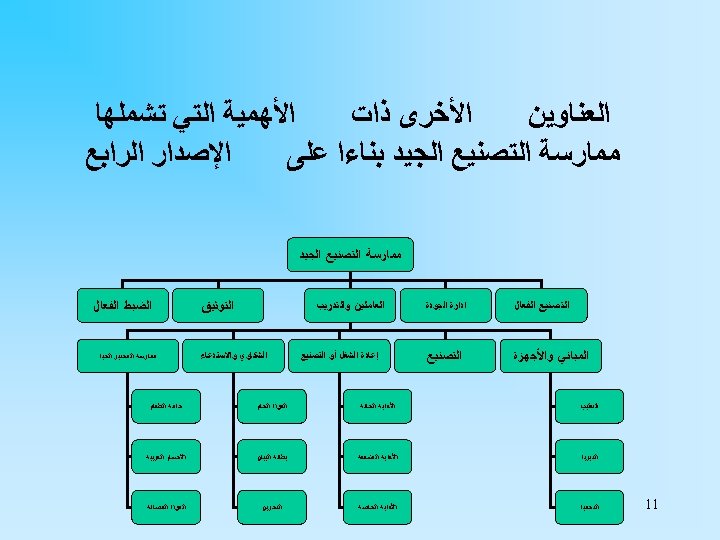
CONTENTS • • • Acknowledgements Prefaces Decision Makers Summary Part I General Guidance Chapter 1 Introduction 2 Quality Management System 3 Hazard Analysis Critical Control Point (HACCP) 4 Food Allergens 5 Foreign Body Controls 6 Manufacturing Activities 7 Management Review and Internal Audit Page vi ix 1 5 10 15 20 26 36 3
• • • 8 Product and Process Development and Validation 9 Documentation 10 Product Identification and Traceability 11 Personnel and Training 12 Premises and Equipment 13 Water Supply 14 Cleaning and Sanitation 15 Infestation Control 16 Purchasing 17 Packaging Materials 18 Internal Storage 19 Crisis Management: Complaints and Product Recall 39 42 50 53 63 73 76 83 89 93 95 98 4
• • • 20 Corrective Action 21 Reworking Product 22 Waste Management 23 Warehousing, Transport and Distribution 24 Contract Manufacture 25 Calibration 26 Product Control, Testing and Inspection 27 Labelling 28 Electronic Data Processing and Control Systems 29 Good Control Laboratory Practice and Use of Outside Laboratory Services 30 Environmental Issues 31 Health & Safety Issues 104 107 111 113 118 120 123 127 130 133 139 141 5
• • • • Part II Supplementary Guidance on Some Specific Production Categories Chapter 32 Heat Preserved Foods 33 Chilled Foods 34 Frozen Foods 35 Dry Products and Materials 36 Compositionally-preserved Foods 37 Foods Critically Dependent on Specific Ingredients 38 Irradiated Foods 39 Novel Foods and Processes 40 Foods for Catering and Vending Operations 41 The Use of Food Additives and Processing Aids 42 Responsibilities of Importers 43 Export 143 152 161 167 170 171 173 178 183 185 188 190 6
Food & Drink - Good Manufacturing Practice: A Guide to its Responsible Management PART I – GENERAL GUIDANCE 1. INTRODUCTION • 1. 1 The purpose of this guide: • It is to outline the responsibilities of managers in relation to the efficient manufacture and control of food and drink products; • Thereby ensuring that such products are safe, wholesome and of the nature and quality intended. 7
1. 2 GMP Definition • GMP is considered as that part of a food and drinkcontrol operation aimed at ensuring that products are consistently manufactured to a quality appropriate to their intended use. • It is thus concerned with both manufacturing and quality control procedures. 8
1. 3 GMP two pillars • It is evident that GMP has two complementary, and interacting components (two pillars); • the manufacturing operations and the quality control/quality assurance system (which, IFST has designated 'food control'). • This is not to ignore the importance of other 41 topics covered by the GMP such as exporting, foreign matters control, good laboratory practice, warehousing …. etc. 9
2 QUALITY MANAGEMENT SYSTEM Principle • There should be a comprehensive management system, so designed, documented, implemented, reviewed and continuously improved, and so furnished with personnel, equipment and resources, as to ensure that specifications set to achieve the intended product quality standards are consistently met. • The attainment of this quality objective requires the involvement and commitment of all concerned at all stages of manufacture. 12
Explanatory Note • 2. 1 A manufacturer has to comply with the legal requirements relevant to his product. • While embracing these, s/he will have determined the market requirement which s/he aims to meet, and therefore the product quality standard. • The established product specification embodies both legal requirements (for example those of composition, safety, hygiene and labeling) and market requirements. 13
• Market requirements may include aspects such as product nature, appearance, flavor, texture, presence or absence and quantity of particular nutritional components, nature of pack, pack size, degree of inbuilt convenience, shelf-life, presentation and price. • While some commercial and marketing considerations affecting the market requirement specification are outside the scope of this Guide, those relating to the principles of design and development of products and processes to comply with that specification are dealt with in Chapter 8. 14
• The product and process design, when completed and validated, then becomes a part of the full product specification. Once established it remains permanent until formally changed. • All references in this Guide to compliance with product specifications imply compliance with all of the foregoing requirements embodied in the specification. • 2. 2 In order to achieve the objectives of good manufacturing practice, it is necessary to have in place: 15
• 1. Quality Assurance: • to design and plan, as relevant, v raw material specifications, v ingredients formulation, v adequate resources such as processing equipment and environment, v processing methods and conditions, v intermediates specifications, 16
v appropriate packaging and labeling specifications, v specification for quantity per pack, v specifications for management and control procedures, v a specified distribution system and cycle, and v appropriate storage, handling and preparation instructions, v which, taken all together, are capable of resulting in products complying with the product specification; 17
• 2. Effective Manufacturing Operations: to manage the operational production/ distribution practices so as to ensure that the capability is translated into reality i. e. that the process adheres to its specified design parameters and that the resulting products actually do comply consistently with the product specification; • 3. Quality Control: • to have in place an effective monitoring system that verifies compliance with specified requirements, and defines suitable corrective action in the event of “out-of control” occurrences. 18
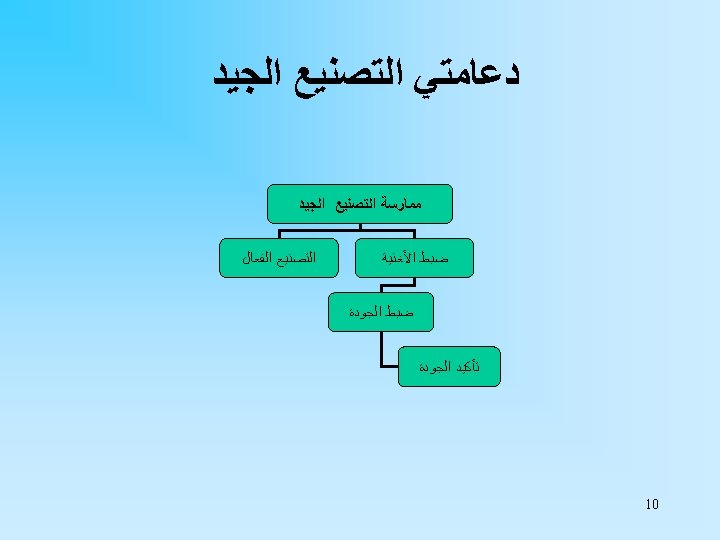
Good Manufacturing Practice 2. 3 Thus, Good Manufacturing Practice may be viewed as having • two complementary components, namely effective manufacturing operations, and effective food control (see Figure 1, page x). Food Control 2. 4 The Institute of Food Science & Technology (IFST) uses the term “food control” to describe a comprehensive quality and food safety system based on the principles of HACCP which interlinks with quality assurance and quality control in a quality management system. 19
Quality Management Systems 2. 5 Many manufacturers will have developed their own quality management systems, but increasingly are attaining or seeking to attain certification to a third party quality management system standard. • EN ISO 9000: 2008 is an international quality system standard and it describes the requirements of a quality management system to assure conformance of product and production to specified requirements. 20
• Quality management system standards have been developed specifically for food manufacturing especially with increasing globalization of food production. • These include BS EN ISO 22000: 2005 Food safety management systems, the British Retail Consortium (BRC) Global Standard Food and the Global Food Safety Initiative (GFSI) Standard developed to benchmark international third party standards. 21
Effective manufacturing operation • • • 2. 6 An effective manufacturing operation is one where, as appropriate: (a) the manufacturing process, equipment, activities, precautions, etc. , are fully specified in advance, and systematically reviewed in light of experience; (b) the necessary facilities and resources are provided, including: (i) appropriately qualified personnel; (ii) adequate premises and space; (iii) suitable equipment and services; (iv) specified materials, including packaging; 22
• (v) specified policies and procedures, including cleaning procedures; and • (vi) suitable storage and transport. • (c) the relevant written procedures are provided, in instructional • form and using clear and unambiguous language, and are • specifically applicable to the facilities provided; 23
• (d) operators are trained to carry out the procedures correctly; • (e) records are made (whether manually or by recording instruments or both) during all stages of manufacture, which demonstrate that all the steps required by the defined procedures were in fact carried out, and that the quantity and quality produced were those expected; 24
• (f) records are made and retained in legible and accessible form which enables the history of the manufacture and distribution of a batch to be traced; and • (g) a system is available to recall from sale or supply any batch of product, if that should become necessary. 25
Effective Quality Control • 2. 7 Quality Control is the function concerned with determining the compliance of the finished products with specification; and with activities ancillary thereto. • It includes the undertaking of inspections and tests to determine the degree of compliance with specifications, examination of process control data, and the provision of rapid information and advice leading to corrective action when necessary. • The term is also used to designate the department responsible for this function. 26
• (N. B. What is described below does not preclude automatic process adjustment by negative feedback from automatic process monitors/recorders, or production operators receiving such information on-screen and themselves taking appropriate action, provided that they are suitably trained, that such procedure is written into the Quality Control system and that any actions are recorded). 27
• 2. 8 Effective Quality Control requires that, where appropriate, • (a) the Quality Control Manager participates (with others as necessary) in the development and approval of specifications, liaises with suppliers in agreeing specifications, and assesses and approves suppliers on the basis of their ability to supply reliably in compliance with the specifications; 28
• (b) adequate resources, facilities and staff are available for sampling, inspection, testing and sensory assessment of starting materials (including packaging materials), intermediates and finished products, and for monitoring process conditions and relevant aspects of the production environment (including all aspects of hygiene); (c) all samples for inspection and testing are collected by personnel under the direction of, and examined with methods approved by, the Quality Control Manager. 29
• The results of such examination need to be formally assessed against the specification by the Quality Control Manager or a person designated by him/her; • (d) established procedures exist whereby starting materials and intermediates are approved for use, rejected, or designated for treatment intended to bring them within specification, according to inspection/test results obtained; 30
• (e) there is rapid feedback of information (accompanied where appropriate, by advice) to manufacturing personnel, enabling prompt adjustment or corrective action to be taken when necessary; and to the purchasing function in respect of raw material lots; • (f) a positive release procedure exists, where appropriate, whereby batches of finished product are temporarily quarantined until formally released for rectification, or into normal stock, or for distribution; 31
• (g) sufficient reference samples of starting materials or records of the result of their inspection where deterioration could occur, should be retained to permit future examination if necessary; • (h) sufficient reference samples of finished products are retained for shelf-life tests and to permit future examination if necessary; • (i) customer/consumer complaint samples are examined, the causes of defects investigated where possible, and appropriate measures advised for corrective action to prevent recurrence; 32
• (j) summaries of quality performance data in appropriate form are provided by Quality Control to operating functions (e. g. general management, production management, purchasing, and cost accounting). • These summaries may provide input in the determination of quality objectives for the business whereby data are routinely analyzed to determine performance against defined targets and potentially identify areas for improvement; 33
• (k) a direct interest is taken in the activities and quality assurance procedures of the suppliers of raw materials and packaging materials, and close contact is maintained with their Quality Assurance Departments; • (l) ongoing contact is maintained with the relevant enforcement authorities and matters raised by them are investigated and responded to; in the UK the Food Standards Agency (FSA) and the “Home Authority” will provide useful contacts; 34
• (m) due heed is taken of new developments in food legislation, especially on changes in compositional standards and labeling requirements which may necessitate changes to specifications for raw materials or finished products, and on EU and UK Government proposals for future food legislation; and • (n) the authority and responsibilities of the Production Management and the Quality Control Management functions respectively are clearly defined so that there is no misunderstanding. . 35
3. FOREIGN BODY CONTROLS • Principle • The protection of food against contamination with foreign bodies requires the use of HACCP to identify potential sources, with assessment of the types of foreign bodies associated with them and their degree of seriousness. • It is important to determine if the foreign bodies are intrinsic i. e. derived from the product e. g. fruit stones or fish bone or extrinsic i. e. derived from the environment as the method of control will be different. 36
• Preventive methods are progressively applied at various points in the process flow, manufacturing, packaging, storage and distribution chain to minimize the risk of the presence of foreign bodies in the product. • While the use of automatic inspection devices (metal detectors, X-ray machines and vision systems) is recommended as appropriate, it must be remembered that none of these devices is capable of detecting all foreign body contaminants. 37
• practice. • The major emphasis must always be prevention. • Foreign body control procedures are a key prerequisite to ensure good manufacturing Sources of Foreign Bodies • 3. 1 It is convenient for practical control to divide sources of foreign bodies into those external to the manufacturing plant and those within the plant and premises. • Incoming materials and their packaging from external sources become potential internal sources immediately they enter the manufacturing premises. 38
• 3. 2 External sources are frequently associated with characteristic contaminants such as pest predators on fruits and vegetables or parasites in animals. • Similarly, particular methods of production, handling and packaging of incoming materials can give rise to characteristic foreign bodies, for example metal or plastic tags in carcass meat, stones in root crops or slivers of wood in herbs or tea packed in chests. 39
• Incoming materials arrive in containers made from metal, glass, plastic, textile, paper or cardboard and are often on wooden pallets. • Risk assessment of a material will identify the potential hazards associated with it and its packaging and pallets, and the appropriate action necessary to minimize their effects. • Preventive measures should start at the source of supply and all raw material specifications should include considerations concerning foreign body control and limitation. 40
• The types of physical contamination which need to be considered include glass, ceramic, plastic (hard and soft), wood, metal, paint, paper, cardboard, string, stones, pests and parts of pests and humanorigin foreign bodies. • 3. 3 Internal sources of foreign bodies include the following: • (i) the building and installations; 41
• (ii) the plant and equipment; • (iii) surface coatings and finishes; • (iv) extraneous materials - cleaning materials, tools, spare parts, etc. ; • (v) personnel; • (vi) pest infestation; and • (vii) recovered or reworked product. 42
Prevention • 3. 4 Preventive concepts should be considered in: • (i) the design of plant, equipment and buildings and their maintenance; • (ii) personnel training and management; • (iii) housekeeping and general hygiene; and • (iv) processing and packaging. 43
• 3. 5 The examination and analysis of quality control data and consumer complaints records should be used to monitor the effectiveness of preventive action. • 3. 6 All plant, equipment and buildings should be inspected regularly to ensure that nothing has deteriorated, become dirty, or become detached, or is likely to do so, and thereby create a risk of contamination of a product. 44
• 3. 7 Personnel should be instructed and encouraged to report immediately any incident of contamination or potential contamination of the product. • 3. 8 Personnel must be issued with suitable protective clothing. • Overalls should have internal pockets and nondetachable fastenings. • Loose items, unless required to carry out necessary work, should be banned in production areas. • All wrist watches and jewellery should be prohibited, although plain wedding rings and secure “sleeper” earrings are possible exceptions. 45
• Adequate head and facial hair coverings must be provided and properly used, and should not be kept in place with the aid of hairpins or other fastenings which could drop off. • All hair should be fully contained in the head covering. • Exposed cuts and abrasions must be covered by a waterproof dressing which should be metal detectable, brightly colored and easily seen against a background of product. 46
• Smoking, eating and drinking and the use of chewing gum should be restricted to designated areas only, with adequate waste disposal and hand-washing facilities. • The training program should explain the necessity for the restrictions and disciplines required in production areas. 47
• 3. 9 Good requires clear instructions concerning the use and disposition of general materials to appear in Master Manufacturing Instructions, Plant Operating Instructions, Maintenance and Service Instructions and Cleaning Manuals. • It includes the general tidiness and cleanliness of production areas and covers infestation control. • Buildings must be protected against penetration by animals, birds, rodents and insects. 48
• Secondary defences such as poisoned baits, flying insect electrocutors, sticky boards and sprays should be used in appropriate areas to deal with animals and insects which do penetrate the building. • Due care should be taken to ensure that these controls in themselves do not prove a means of food contamination. • Wood, glass and paint should, where practicable, be eliminated from open food areas and plant. 49
Metal/ Foreign Body Detection 3. 10 Processing should be designed to include procedures which will minimize the risk of foreign body contamination of the product. • Containers may be kept inverted where practicable, and should be cleaned by jets of filtered air or potable water before being filled. • Techniques such as sieving, sifting, washing, air and liquid flotation, magnetic grids and plates, electronic color sorting and visual inspection and sorting should be used as appropriate. 50
• Effective metal detectors should be employed on the plant at suitable points in the process. • More elaborate methods, such as X-ray examination, exist and may be useful. • In addition to the use of X-ray examination in factories, cargoes in containers or road vehicles may be X-rayed at some ports during import/export. • Where metal detectors are used within the process they should always include automatic rejection systems and closed containers to hold reject materials. 51
• Detection of foreign matter may lead to material which can in some instances be reprocessed. 5. 11 A formal risk assessment should be undertaken to determine whether foreign body detection equipment should be used within the manufacturing process to detect foreign body contamination. 5. 12 Methods of foreign body control should be defined in formal procedures. These should include instructions for undertaking the procedure and actions to be taken in the event that monitoring identifies product and/or equipment failure. 52
• These procedures should address the action to be taken to identify the product which may be affected, its location, recall back to the production unit and the protocol for re-inspection. • All materials and/or products should be reinspected that have passed through the inspection method or detection equipment since the procedure was last known to be fully operational i. e. working correctly. 53
5. 13 Consideration should also be given to: • the food being analysed especially particle size and the packaging type (if detection is undertaken following packing); • the type of detector required; • the degree of sensitivity required; • where the detector is to be positioned on the process line; • the mechanism for rejection following failure (reject arm, locked box system, automatic line stop). 54
• Rejection procedures should be formalised and only authorised personnel should be able to access the locked box or product which has been rejected by the foreign body detector; • the method of detector calibration (either manual or automatic); • formal procedures, which define equipment start-up and operating instructions, and the routine monitoring, testing and calibration of detector equipment, including metal detectors; and 55
• reporting of incidents and implementation of effective, timely corrective action. • The incident and the corrective action taken should be recorded in the event of a failure of the foreign body detector. • This will include stopping the process, and the subsequent isolating, quarantining and reinspection of all items produced since the last acceptable test result. 56
5. 14 Where recycled glass containers are used, provision should be made for the inclusion of automated vision inspection systems to inspect the containers for damage and contamination, including cleaning residues. 5. 15 The delivery or storage of materials may involve intermediate packaging to prevent damage. This will subsequently have to be removed. This should be designed to minimize the risk of its contaminating the product during its removal. 57
• Packaging should be clean prior to removal of contents. • Materials packed in sealed (seamed) metal containers have the obvious hazard of metal swarf being created when they are opened. • Cartons should be staple free; paper sacks easyopen, string free and not cut with blunt knives. • Plant operatives should be trained to open packaging carefully to avoid product contamination, for example by the misuse of case-opening knives. 58
• The use of a de-boxing/de-bagging area with the transfer of ingredients into internal packaging/ containers before being transferred to the processing area is recommended to minimize the potential foreign body contamination. • Knife control procedures should be implemented. 5. 16 All final packaging used by the manufacturer for products should be examined to ensure compliance with the specification against which it is purchased. 59
• In addition to this examination, detailed appraisal of a manufacturing scale sample, such as a pallet load on a production line is strongly recommended. • This allows the performance of a high risk packaging material such as glass to be better assessed before acceptance of the bulk delivery for use. • In order to implement this protocol effective lot traceability of packaging material is required. • Packaging materials should be brought to their points of usage in minimal quantities. 60
5. 19 Regrettably, contamination of products by foreign bodies may on occasion be caused deliberately: (a) during production by an unstable, malicious or disgruntled person; (b) somewhere in the distribution /retailing chain, by an individual seeking to harm or blackmail a company; or (c) after purchase, by an individual seeking financial gain or publicity. • While it is difficult to establish complete safeguards against case (a), it is less likely where good industrial relations are fostered. 61
• In addition, management should carefully weigh the dangers of allowing particular persons under notice of dismissal or redundancy to work out the period of their notice. • Case (b) hazards should be minimised wherever practicable by the use of tamper-evident packaging. • As regards (c), careful study of the relevant facts and laboratory examination of the foreign body should be carried out, the results of which may sometimes demonstrate the probability (or even certainty) that it had been introduced subsequent to the pack having been opened. 62