IE 469 Manufacturing Systems 694 II Automation in


![2 c- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 1] Powered Machine Tools (1](https://slidetodoc.com/presentation_image_h/23e0a5812bbb70d88c138362f180754d/image-7.jpg "2 c- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 1] Powered Machine Tools (1")
![2 d- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 2] Single Cycle Semi Automatic](https://slidetodoc.com/presentation_image_h/23e0a5812bbb70d88c138362f180754d/image-8.jpg "2 d- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 2] Single Cycle Semi Automatic")
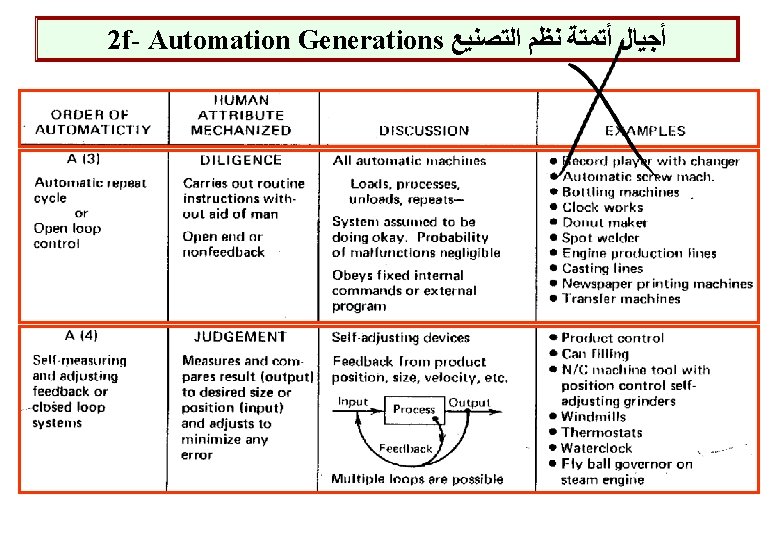
![2 e- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 3] Automatic Repeat Cycle Machine](https://slidetodoc.com/presentation_image_h/23e0a5812bbb70d88c138362f180754d/image-9.jpg "2 e- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 3] Automatic Repeat Cycle Machine")





 2) 3) 4) 5)")
 Automation visibility")


")


- Slides: 39
IE 469 Manufacturing Systems ﺼﻨﻊ ﻨﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ 694 II- Automation in Production system ﺃﺘﻤﺘﺔ ﻧﻈﺎﻡ ﺍﻟﺘﺼﻨﻴﻊ
1 c- Automation Functions in Manufacturing ﻭﻇﺎﺋﻒ ﺍﻷﺘﻤﺘﺔ ﻓﻲ ﺍﻟﺘﺼﻨﻴﻊ Production System Functions ﻭﻇﺎﺋﻒ ﻧﻈﺎﻡ ﺍﻹﻧﺘﺎﺝ 1 - Manufacturing system support ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ ﺍﻟﻤﺴﺎﻧﺪﺓ o o o Product design / CAD-CAM Process planning Production planning and control Maintenance planning and control, Quality operation and management, etc. 2 - Manufacturing system facilities ﺗﺴﻬﻴﻼﺕ ﺍﻟﺘﺼﻨﻴﻊ ﺍﻟﻤﺴﺎﻧﺪﺓ o o o Production machines & production line technologies Material handling system technologies Automation and control technologies Storage retrieval system technologies, Quality inspection system technologies, etc. Automating of all Production functions to have CIM
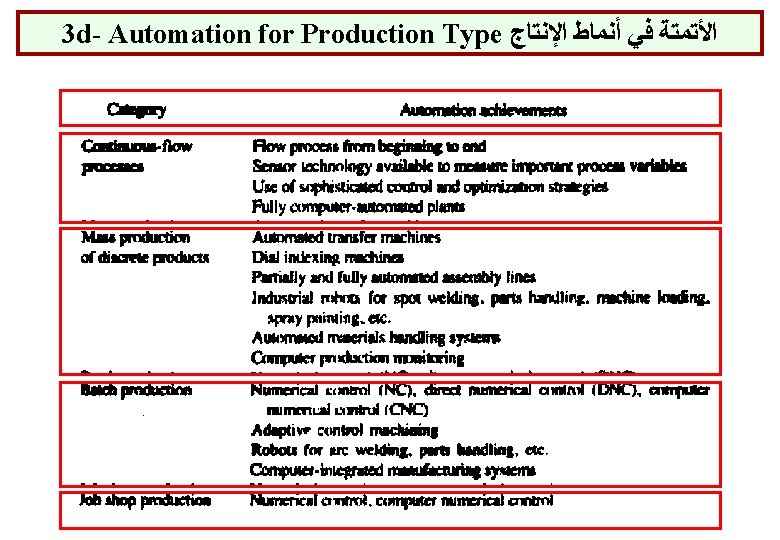
2 c- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 1] Powered Machine Tools (1 st Generation)
2 d- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 2] Single Cycle Semi Automatic and Self Feeding Machine of Mass Production Era
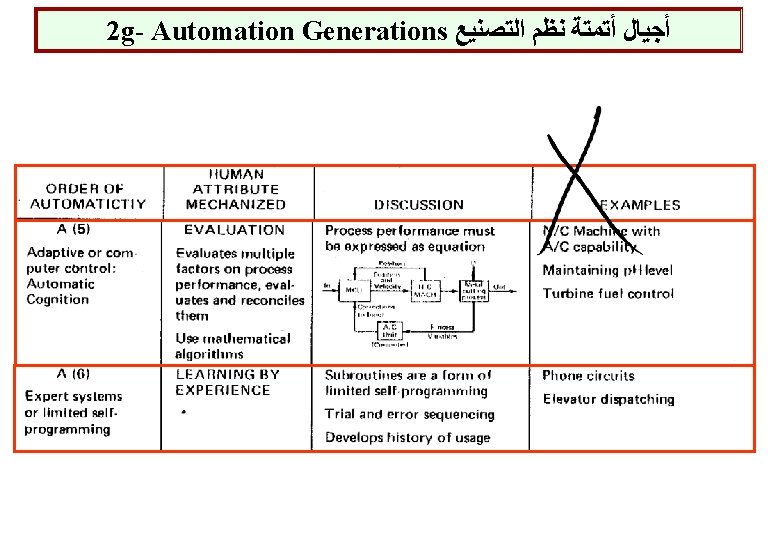
2 e- Automation Generations ﺃﺠﻴﺎﻝ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ [A 3] Automatic Repeat Cycle Machine Tools With Open Loop Control Concepts [A 4] Automatic Self Measuring and Adjusting Machine Tools With Feedback Closed Loop Control Concepts
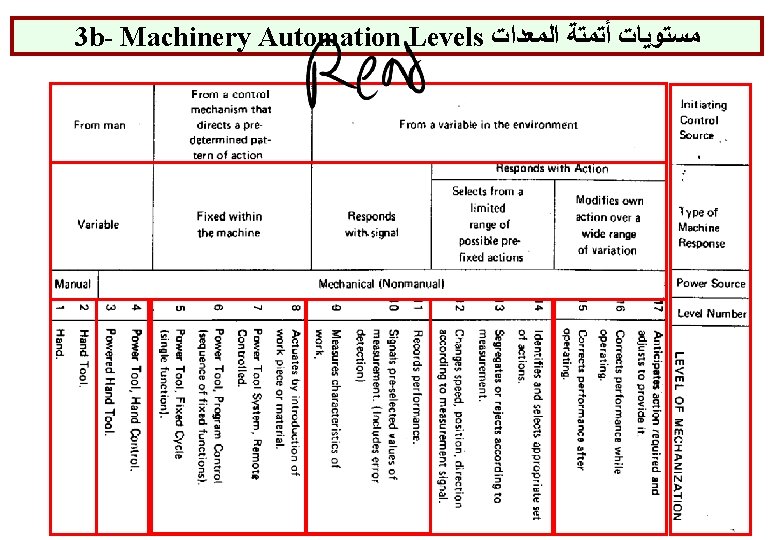
3 a- Automation Stages ﻣﺮﺍﺣﻞ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ Mechanization Area Batch/Mass Production Manual Area Unit Production Automation Area Batch/Mass/Flow Production
4 b-Type of Automation Characteristics ﺧﺼﺎﺋﺺ ﺃﻨﻮﺍﻉ ﺍﻷﺘﻤﺘﺔ Types of Automation Fixed Flexible Program mable Manual Quantity Q V. H M-H L-M L Prod. Rate H M M L L(1 -2) M(1 -20) M H L L-M M H NONNE YES MAY BE YES Part Change(mixture) NONE YES Setup Flexibility NONE YES Part Design Variant NONE YES MAY BE YES V. H H H L Specialized customized line Customized System General Purpose Characteristic Product Variant Unit Cost Process Sequence Flexibility Initial Cost Type of Equipment
Quantity ﺍﻟﻜﻤﻴﺔ 4 c-Type of Automation related to quantity Programmable Automation ﺃﺘﻤﺘﺔ ﺑﺮﻣﺠﻴﺔ 1 100 Flexible Automation ﺃﺘﻤﺘﺔ ﻣﺮﻧﺔ Fixed Automation ﺃﺘﻤﺘﺔ ﺛﺎﺑﺘﺔ 10, 000 Variety ﺍﻟﺘﻨﻮﻉ 1, 000
LOW Product Variety HIGH 4 d-Type of Automation related to quantity Programmable Automation Flexible Automation Manual Fixed Automation LOW Production Quantity HIGH Types of Automation as a Function of Production volume and product Variety
Increasing Flexibility - 4 e- Flexibility in Automation ﻣﺮﻭﻧﺔ ﺃﺘﻤﺘﺔ ﻧﻈﻢ ﺍﻟﺘﺼﻨﻴﻊ Stand-alone NC Production Conventional Job Shop Manufacturing Cell Flexible Manufacturing System Flexible Manufacturing Line Manufacturing Isle Conventional Flow Line Transfer Line Increasing Productivity - Flexibility and Productivity of Various Manufacturing Systems Overlapping between Systems due to the Possibility of application of various levels of Automation to the systems.
5 -Reason for Automation ﺃﺴﺒﺎﺏ ﺍﻷﺘﻤﺘﺔ Why to automate? 1) 2) 3) 4) 5) 6) 7) 8) 9) Increase productivity ﺯﻳﺎﺩﺓ ﺍﻹﻧﺘﺎﺟﻴﺔ Reduce Cost of labor ﺧﻔﺾ ﺍﻟﺘﻜﻠﻔﺔ ﺍﻟﻌﻤﺎﻟﺔ Mitigate the effect of labor shortage ﺗﺨﻔﻴﻒ ﺗﺄﺜﻴﺮ ﻧﻘﺺ ﺍﻟﻌﻤﺎﻟﺔ Reduce or eliminate routine manual and clerical task ﺗﻘﻠﻴﺺ ﺃﻮ ﺃﺰﺍﻟﺔ ﺍﻟﻌﻤﻞ ﺍﻟﻴﺪﻭﻱ Improve worker safety ﺗﺤﺴﻴﻦ ﺳﻼﻣﺔ ﺍﻟﻌﻤﻞ Improve product quality ﺗﺤﺴﻴﻦ ﺟﻮﺩﺓ ﺍﻟﻤﻨﺘﺠﺎﺕ Reduce manufacturing lead time ﺗﺨﻔﻴﺾ ﺯﻣﻦ ﺍﻟﺘﺼﻨﻴﻊ ﺍﻟﻤﺘﻘﺪﻡ Accomplish a process difficult to be done manually ﺗﺤﻘﻴﻖ ﻋﻤﻠﻴﺔ ﺻﻌﺒﺔ ﻳﺪﻭﻳﺎ Avoid the high cost of not automating ﺇﺟﺘﻨﺎﺏ ﺍﻟﺘﻜﻠﻔﺔ ﺍﻟﻌﺎﻟﻴﺔ ﻟﻌﺪﻡ ﺍﻷﺘﻤﺘﺔ Why to be manual? 1) 2) 3) 4) 5) Task is too difficult technologically ﺻﻌﻮﺑﺔ ﺍﻟﺘﻘﻨﻴﺔ Short product life cycle ﻗﺼﺮ ﻋﻤﺮ ﻣﻨﺘﺞ Customized product ﻣﻨﺘﺞ ﻣﺨﺼﺺ To meet high variation of demand ﺗﻐﻴﺮﺍﺕ ﺍﻟﻄﻠﺐ ﺍﻟﻌﺎﻟﻲ To reduce risk of product failure in market ﺗﻘﻠﻴﻞ ﺍﻟﻤﺨﺎﻃﺮﺓ ﻟﻔﺸﻞ ﺍﻟﻤﻨﺘﺞ ﻓﻲ ﺍﻟﺴﻮﻕ
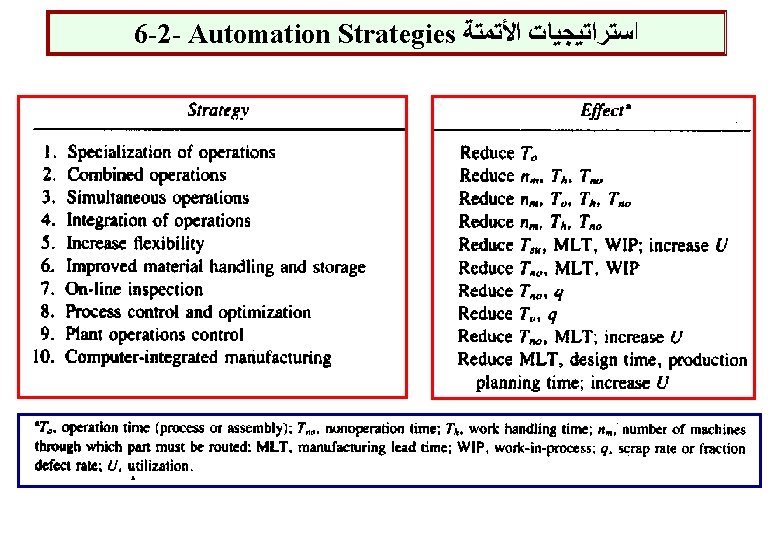
6 - Dealing with Automation Projects Approaches when dealing with automation 1) Automation visibility strategies ﺇﺳﺘﺮﺍﺗﻴﺠﻴﺔ ﺇﺩﺭﺍﻙ ﺍﻷﺘﻤﺘﺔ 2) Automation Strategies ﺇﺳﺘﺮﺍﺗﻴﺠﻴﺔ ﺃﺘﻤﺘﺔ ﺍﻟﻨﻈﺎﻡ 3) Automation Migration strategies ﺇﺳﺘﺮﺍﺗﻴﺠﻴﺔ ﺇﺭﺗﺤﺎﻝ ﺍﻷﺘﻤﺘﺔ 4) Automating principle ﺃﺴﺎﺱ ﺍﻷﺘﻤﺘﺔ
6 -1 - Automation Visibility Strategy ﺇﺳﺘﺮﺍﺗﻴﺠﻴﺔ ﺇﺩﺭﺍﻙ ﺍﻷﺘﻤﺘﺔ Automatic Analysis as a Function of Product Variety, Production Volume, and Value of applying automation Volume High Medium Low Candidate Value Factory Automation Possibility High H H H Medium H H M Low H M M High H H M Medium H M L Low M L L High H M M Medium M L L Low L L L Product Variety Low Medium High Candidate Value Analysis for applying automation Factor Good Candidate Poor Candidate • Relative • High (>60%) • Low (<25%) Market Share • Sale from New Services • Low (<1 %) • High (>10%) • Unionization • Low (<20%) • High (>65%) • Capacity Utilization • High (>85%) • Low (<70%) • Real Market Growth • High (>6 %) • Low (<-1 %) • Type of Service • Made to Order • Standardized Grade H L
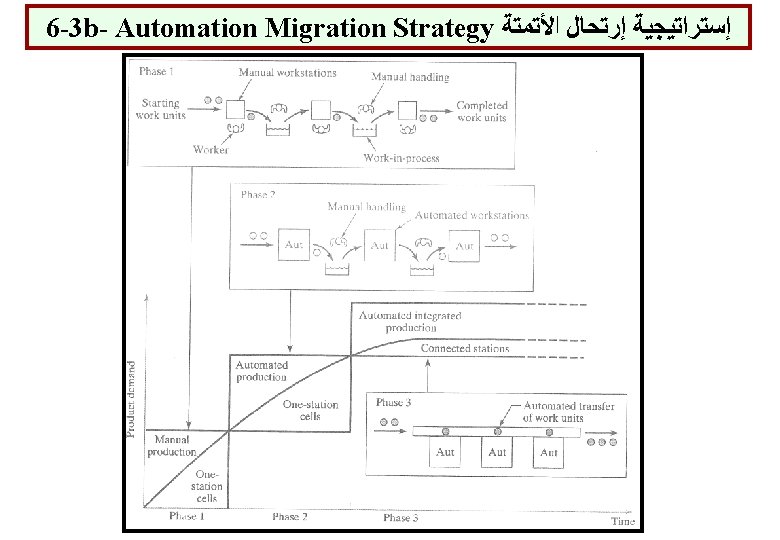
6 -3 a- Automation Migration Strategy ﺇﺳﺘﺮﺍﺗﻴﺠﻴﺔ ﺇﺭﺗﺤﺎﻝ ﺍﻷﺘﻤﺘﺔ Formulating plans with phases for automation: 1) Phase 1 – manual production: used when introducing new product and testing the market; quick start. 2) Phase 2 - automate Facility components: independent cell automation (reduce labor cost and increase production. 3) Phase 3 - automate integrated production: multi-cell and handling automation 9 production for several years)
6 -3 b- USA Automating Principle ﺃﺴﺎﺱ ﺍﻷﺘﻤﺘﺔ Deal with implementation of automation: 1) Step 1 – Understand exiting process: Comprehend current process in details. Use work design principles (charts & modeling indicating relations and operation conditions and process considerations 2) Step 2 - Simplify the process: use work design principles to simplify and eliminate unnecessary steps. 3) Phase 3 - automate the process: consider possible forms of automation including the above strategies.
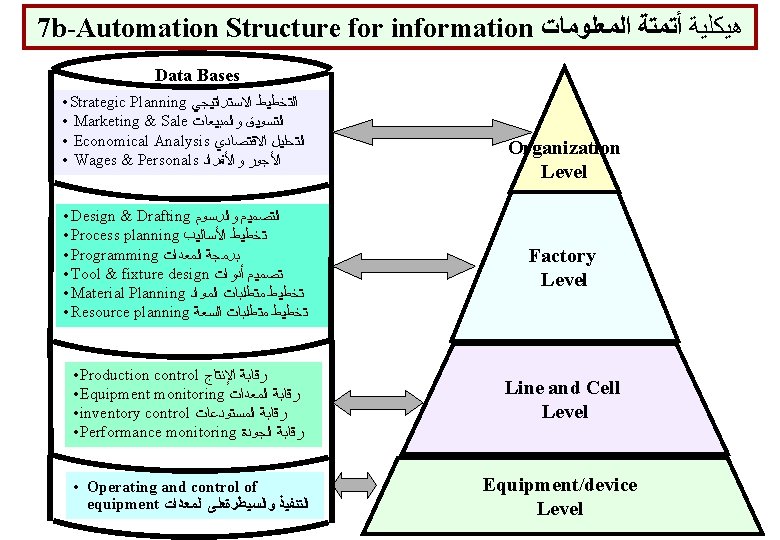
7 c-Automation Structure for Hardware ﻫﻴﻜﻠﻴﺔ ﺃﺘﻤﺘﺔ ﺍﻟﻌﺘﺎﺩ WAN ﺸﺒﻜﺔ ﻭﺍﺴﻌﺔ Co. Computer LAN ﺸﺒﻜﺔ ﻤﺤﻠﻴﺔ Organization Level Factory control Computer LAN ﺸﺒﻜﺔ ﻤﺤﻠﻴﺔ Factory Level Floor control Micro M/c Control Process Process control control Bus ﻨﺎﻗﻞ ﺤﻘﻠﻲ Line and Cell Level Equipment/device Level
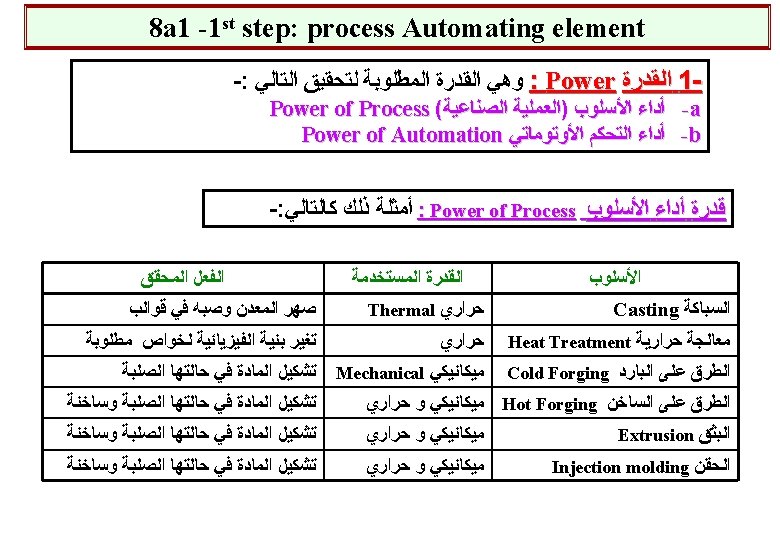
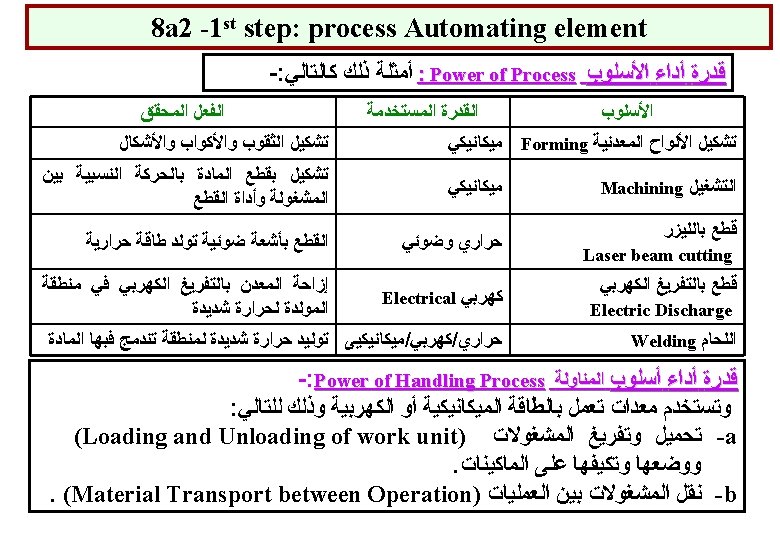
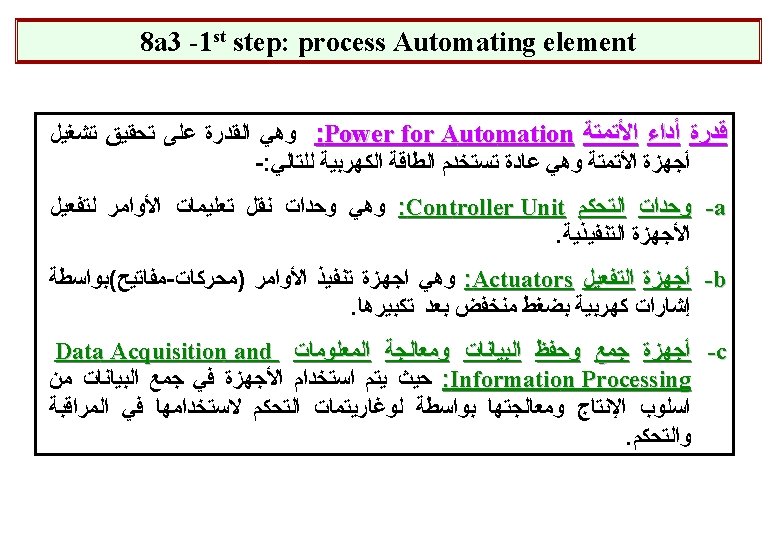
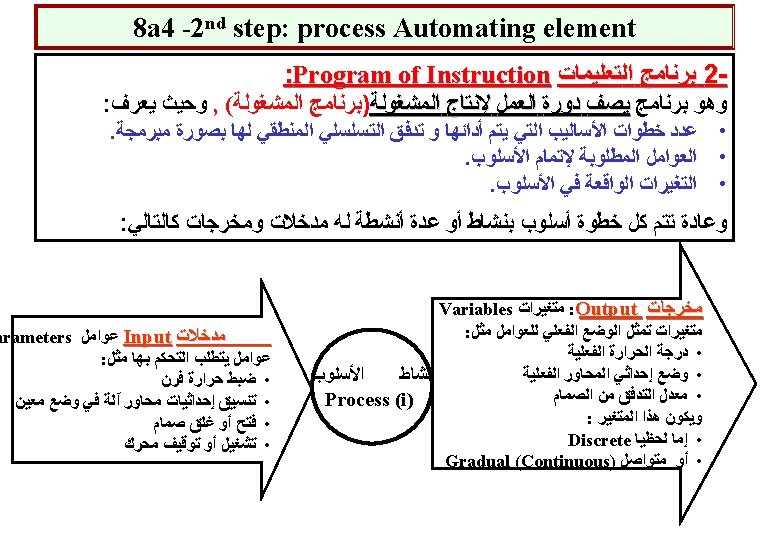
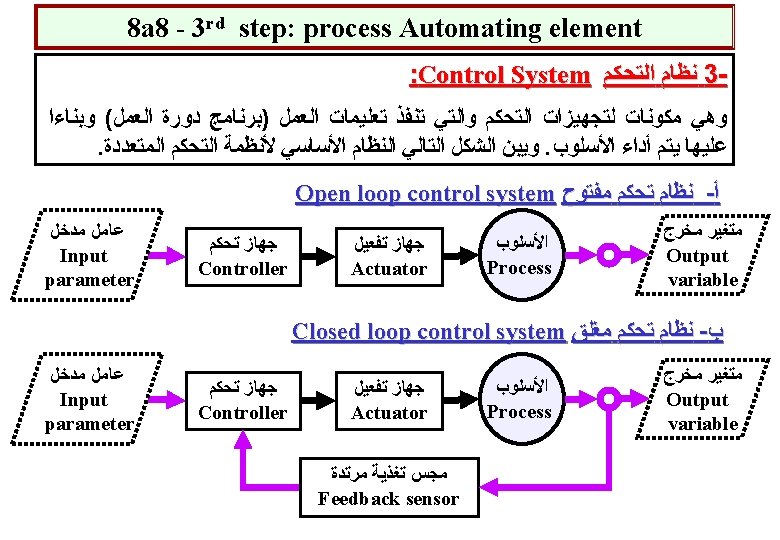
8 a- Automation tasks ﻣﻬﺎﻡ ﺍﻷﺘﻤﺘﺔ First: Automating the process & equipment ﻣﻬﻤﺔ ﺃﺘﻤﺘﺔ ﺍﻟﻤﻌﺪﺍﺕ Three element of automation are: Power ﺍﻟﻘﺪﺭﺓ 1 - ﺑﺮﻧﺎﻣﺞ ﺍﻟﺘﻌﻠﻴﻤﺎﺕ 2 Program of Instruction Control ﻧﻈﺎﻡ ﺍﻟﺘﺤﻜﻢ 3 System ﺍﻷﺴﻠﻮﺏ Process