Cie Osvoji si techniku spjkovania Opakovanie 1 Meranie















 vodivých spojov na")









 R 2. .")
- Slides: 30
Cieľ: Osvojiť si techniku spájkovania Opakovanie: 1. Meranie napätia , prúdu, odporu 2. Pasívne a aktívne súčiastky 3. Striedavý signál 4. Rezistor, kondenzátor, tranzistor, dióda, LED dióda 5. Kontrola súčiastok – dióda, tranzistor, kondenzátor 6. Ohmov zákon 7. I. Kirchoffov zákon 8. II. Kirchoffov zákon 9. Perióda, frekvencia
Elektrotechnické značky:
Pomenuj nasledovné elektronické súčiastky:
Pomenuj elektrotechnické značky:
Návrh DPS spojovacími čiarami
Návrh DPS deliacimi čiarami Rozpis súčiastok V 1 /12 V – jednosmerný zdroj R 1/4. 7 k – rezistor C 1/100 u. F – kondenzátor Q 1/BC 337 – NPN tranzistor LED 1 – Led dióda Doska plošného spoja = realizácia DPS deliacimi čiarami, potrebujeme katalóg súčiastok
Návrh DPS deliacimi čiarami
Spájkovanie Vytvorte nasledovnú DPS, zaspájkujte 20 ks vodiča s dĺžkou 20 mm podľa obrázka do DPS. 20 x
Postup spájkovania prebieha v 3 fázach: 1. Ohrev 2. Zaliatie cínovou spájkou 3. Ochladenie Pri spájkovaní je potrebné prispôsobiť výkon spájky veľkosti spájkovaného dielu. Polovodičové súčiastky nesmú byť pri spájkovaní príliš ohriate. Je potrebné dbať na medzné teploty a na medznú hodnotu spájkovania.
Výroba DPS 1. História: Okolo roku 1943 sa v USA začala táto technológia používať vo veľkom na výrobu odolných rádií používaných v 2. svetovej vojne. 2. Konštrukcia: • Vodivé vrstvy DPS sú štandardne vyrobené z tenkej medenej fólie (hrúbka niekoľko desiatok μm). • Izolačné vrstvy sú kombináciou laminátu a epoxidovej živice (obvykle 1, 5 mm). • Sú vyrábané v troch štandardných farbách - zelená, modrá a červená. • Asi najdôležitejšou vlastnosťou u DPS je tepelná roztiažnosť, ktorá určuje ich rozmerovú stálosť. Najlepšie sú DPS vyrobené na báze sklenných vlákien.
Výroba DPS 3. Návrh DPS: Motív je vytvorený najčastejšie pomocou PC, potom je prenesený na priesvitnú fóliu, ktorá slúži ako predloha pre výrobu DPS. 4. Spracovanie: • Jednovrstvové DPS (1. strana – súčiastky, 2. strana – vodivé spojenia) • Viacvrstvové DPS (viac vodivých vrstiev) 5. Technológie výroby Dva základné typy: • 1. metóda - nanášanie (tlačenie) vodivých spojov na izolačnú vrstvu. • 2. metóda - odstraňovanie časti súvislej vrstvy tenkej medenej fólie naparenej na izolačnom podklade.
Výroba plošných spojov ručným spôsobom 1. Strihanie DPS na potrebný rozmer Strihanie sa vykonáva ručnými, alebo pákovými nožnicami a ohľadom na minimálny odpad. 2. Opracovanie hrán DPS Po strihaní je potrebné hrany DPS obrúsiť a zbaviť ostrých okrajov. 3. Chemické, alebo mechanické čistenie DPS Pred použitím DPS je potrebné ho zbaviť vzniknutej oxidácie. Chemicky je to možné tavidlom, alebo mechanicky solvinou, alebo jemným čistiacim práškom.
Výroba plošných spojov ručným spôsobom 4. Odmastenie DPS Po čistení je potrebné DPS odmastiť riedidlom C 6000 - Acetón 5. Prenesenie letovacích bodov jamkovaním z návrhu Na pripravenú DPS sa vhodným spôsobom pripevní nákres návrhu a jamkárom sa vyznačia všetky vŕtacie body. 6. Kreslenie obrazca návrhu na DPS Označené jamky vŕtacíh bodov sú záchytné body pre lepšiu orientáciu pri kreslení. Kreslenie sa vykonáva lievikovým perom s vhodnou farbou, alebo fixkou na DPS.
Výroba plošných spojov ručným spôsobom 7. Leptanie DPS Po nakreslení sa DPS vloží do leptacieho roztoku. 8. Odstránenie obrazca DPS Po vyleptaní sa DPS opláchne vodou a nakreslený obrazec sa odstráni riedidlom C 6000. 9. Lakovanie DPS Vyleptanú a vyčistenú DPS je potrebné dôkladne nalakovať proti oxidácií. Lak je vyrobený rozpustenou kolofóniou v riededle C 6000 - Acetón. DPS nadobudne súvislý lesk.
Dodržiavanie bezpečnosti práce pri výrobe DPS: 1. Ochrana pri práci s chemikáliami – použiť drôt pri sledovaní vyleptania, použiť ochranné rukavice, pri zasiahnutí pokožky vymyť prúdom studenej vody. 2. Pozor pri práci s letovačkou – vysoká teplota. 3. Pri osvecovaní fotocitlivej plochy UV svetlom – použiť tmavé okuliare a nepozerať priamo do lampy, najlepšie opustiť miestnosť. 4. Pozor pri práci s vŕtačkou Materiál: Tavivá sú chemické prostriedky, ktoré zabraňujú oxidácii spájkovaných plôch a zlepšujú styk spájkovačky s povrchom spájkovaných dielcov. Najčastejšie používaným tavidlom pre mäkké spájkovanie je kolofónia. Spájka - zliatina cín + olovo (obvykle v eutektickom zložení 63 % Sn + 37 % Pb, niekedy s prímesou malého množstva medi, striebra a iných kovov)
Technológie výroby Dva základné typy: • 1. metóda - nanášanie (tlačenie) vodivých spojov na izolačnú vrstvu. • 2. metóda - odstraňovanie časti súvislej vrstvy tenkej medenej fólie naparenej na izolačnom podklade. 1. Strihanie DPS na potrebný rozmer 2. Opracovanie hrán DPS 3. Chemické, alebo mechanické čistenie DPS 4. Odmastenie DPS 5. Prenesenie letovacích bodov jamkovaním z návrhu 6. Kreslenie obrazca návrhu na DPS 7. Leptanie DPS 8. Odstránenie obrazca DPS 9. Vyvŕtanie otvorov pre súčiastky 10. Lakovanie DPS 11. Spájkovanie 12. Lakovanie spodnej vrstvy DPS Dodržanie bezpečnosti práce
Príklad DPS
Príklad DPS
1. Prekreslite v Multisime 2. Navrhnite DPS v Layoute
1. Prekreslite v Multisime 2. Navrhnite DPS v Layoute
Navrhnite v Multisime
Navrhnite DPS v programe Sprint Layout • šírka x výška DPS : 45 x 45 mm • zakreslite v Multisime – určite napäťové zosilnenie 2 1 5 4 3
2. Navrhnite pomocou programu Layout dosku plošného spoja podľa predlohy 1. Príslušné súčiastky a ich rozmery nájdite pomocou internetu 2. Mriežku v dokumente nastavte na 1 mm 3. Hrúbku čiary pre vodivé plochy si nastavte na 1 mm 4. Letovacie body nastavte na vonkajší rozmer 1. 8 mm a vnútorný priemer na 0. 7 mm 5. Rozmer DPS podla doporučenia je 60 x 40 mm 6. Súčiastky popíšte vo vrstve S 1 s výškou písma 1. 5. 7. DPS navrhnite tak, aby bola funkčná a esteticky vypracovaná.
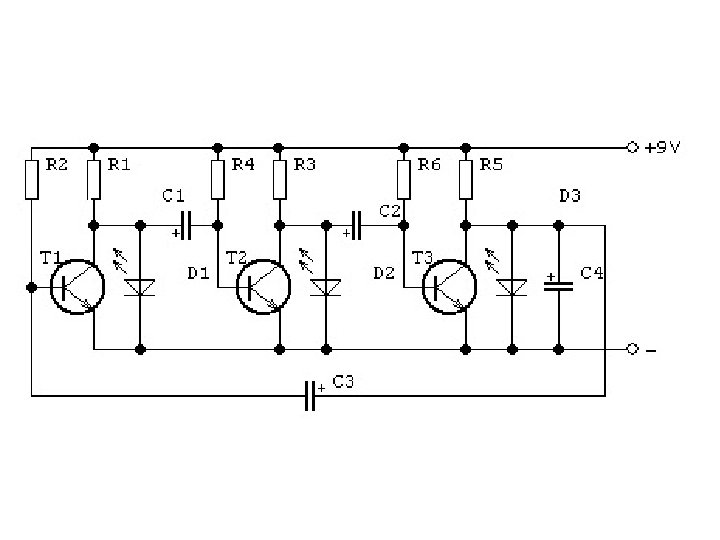
Železničný blikač
Zosilňovač 2 x 10 W R 1, R 1' 100 k R 2, R 2' 100 k R 3, R 3' - 47 k R 4, R 4' - 1 k 5 R 5, R 5' - 47 k R 6, R 6' - 1 ohm C 1, C 1' - 1 u. F/50 V C 2, C 2' - 22 u. F/35 V C 3, C 3' - 22 u. F/35 V C 4, C 4' - 22 u. F/35 V C 5, C 5' - 220 n. F/zvitok C 6, C 6' - 2200 u. F/16 D 1, D 1' - 1 N 4001 D 2, D 2' - 1 N 4001 IO - 2 x TDA 2030, A 2030 Trafo - 230/24 V/30 W: C 1 -C 4 - 10 n. F/keramika, D 1 -D 4 - dimenzované aspoň na 2 A C 5 - 4700 u. F/50 V, R 1 - 330 R/2 W, D 6 - Zenerka 12 V/1, 3 W
R 1, R 3. . . 15 -33 k (22 k) R 2. . . 680 R (820) R 4. . . 4 R 7 -6 R 8 (2 R 2) C 1. . . 2 u 2 (22 u. F) C 2. . . . . 22 u. F C 3, C 4, C 7. . . . 100 u C 5, C 6. . . 100 u (470 u. F) IO 1. . TDA 2050 Napájanie: min +-4, 5 V max +-25 V Kľudový odber: +-4, 5 V = max 50 m. A +-25 V = max 90 m. A Skreslenie: 0, 5% pri 4 ohm = 28 W pri 8 ohm = 18 W 10% pri 4 ohm = 35 W pri 8 ohm = 22 W