LM SSTEMLER ANALZ TERMNOLOJ lm llen karakteristie numara















")
 Buradan t")



 kabulü için anahatlar: • %10 hatanın altı: Ölçüm")
- Slides: 27
ÖLÇÜM SİSTEMLERİ ANALİZİ
TERMİNOLOJİ • Ölçüm: Ölçülen karakteristiğe numara tayin etmek. • Ölçüm Cihazı: Ölçümleri elde etmek için kullanılan herhangi bir cihaz. Örneğin; kumpas • Ölçüm Sistemi: Ölçülen karakteristiğe numara tayin eden operasyonlar, yöntemler, ölçüm cihazları, yazılım(software) ve personel toplamı; ölçümleri elde etmek için kullanılan proseslerin tümü.
• Standart – Karşılaştırma için temel olarak alınan herhangi bir şey, – Kabul kriteri, – Gerçek değer olarak kabul edilen, bilinen değer – Referans değer,
Standartlar Ve İzlenebilirliği ULUSAL STANDART REFERANS STANDART ÇALIŞMA STANDARDI ÖLÇÜM ALETLERİ
• Referans Değer – Gerçek değerin yerine kullanılan değer, – Mastar değer, – Karşılaştırma için referans olarak kullanılan, el ile yapılmış herhangi bir şeyin değeri
• Gerçek Değer – Asıl değer – El ile yapılmış herhangi bir şeyin asıl değeri, – Bir parçanın kesin ölçüsünün değeri, – Bilinmeyen ve bilinemeyen değer,
• İnce Farkları Görebilme Yeteneği, Okunaklılık, Çözünürlük – Bir aygıtın, ölçülen karakteristiklerdeki küçük değişimleri bile tespit edebilme ve doğru olarak gösterme yeteneği olarak adlandırılır. – Bu yeteneğin ölçüsü, aygıtın üzerindeki en küçük ölçü biriminin değeridir. – Uygulanan yaklaşım; “ 10’ a 1” kuralıdır.
ÖLÇÜM SİSTEMLERİ İLE İLGİLİ VARYASYON TÜRLERİ
YER VARYASYONLARI 1. SAPMA Sapma, ölçümlerin gözlemlenen ortalaması ve gerçek değeri ( referans değeri ) arasındaki farktır.
YAYILIM VARYASYONLARI 1. TEKRARLANABİLİRLİK Tekrarlanabilirlik, bir ölçüm cihazı bir ölçümcü tarafından bir çok kez kullanılarak, aynı parçanın aynı karakteristiğini ölçerken elde edilen ölçümlerin varyasyonudur. Referans Değer Tekrarlanabilirlik
2. TEKRAR YAPILABİLİRLİK Tekrar yapılabilirlik, değişik ölçümcülerin aynı ölçüm cihazını kullanarak, aynı parçanın aynı karakteristiğini ölçerken elde ettikleri ölçümlerin ortalamalarının varyasyonudur. Operatör B Operatör C Operatör A Tekrar Yapılabilirlik
SAPMAYI BELİRLEMEK İÇİN ANAHATLAR – – Bir örnek alın ve izlenebilir standartlara göre referans değerini belirleyin. Bir ölçümcünün örneği en az 10 kez ölçmesini sağlayın. Yapılan ölçüm sonuçlarının bir histogramını oluşturun. Ölçümlerin ortalamasını hesaplayın. • n = 1, 2, 3, … ( okuma sayısı )
– Tekrarlanabilirlik standart sapmasını hesaplayın – Tekrarlanabilirlik standart sapmasının uygunluğunu kontrol edin. – – TV : Toplam değişkenlik (bkz R&R kısmı) Bunun yerine spesifikasyon aralığının 6’da 1’i kullanılabilir. (ÜSL – ASL)/6 %EV çok yüksek olmamalıdır (örn %10’dan fazla) –
Güven Aralığını hesaplamak için; SAPMA GERÇEK SAPMA Olarak Güven Aralığı bulunur. NOT: Eğer “ SIFIR” bu aralığın içerisinde yer alıyorsa, bulunan SAPMA kabul edilebilir bir seviyededir.
• Sapmanın değerlendirilmesi Bir imalat mühendisi, bir süreci izlemek için yeni bir ölçüm sisteminin sapmasını değerlendirecektir. Bunun için ölçüm sisteminin çalışma aralığından bir parça seçilmiş ve bu parça operatör tarafından 15 kez ölçülmüştür. Ölçüm sonuçları aşağıdaki gibidir.
D E N E M E L E R REFERANS DEĞER ( 6, 00) SAPMA 1 5, 8 -0, 2 2 5, 7 -0, 3 3 5, 9 -0, 1 4 5, 9 -0, 1 5 6, 0 0, 0 6 6, 1 0, 1 7 6, 0 0, 0 8 6, 1 0, 1 9 6, 4 0, 4 10 6, 3 0, 3 11 6, 0 0, 0 12 6, 1 0, 1 13 6, 2 0, 2 14 5, 6 -0, 4 15 6, 0 0, 0 ort 6, 0067 0, 0067
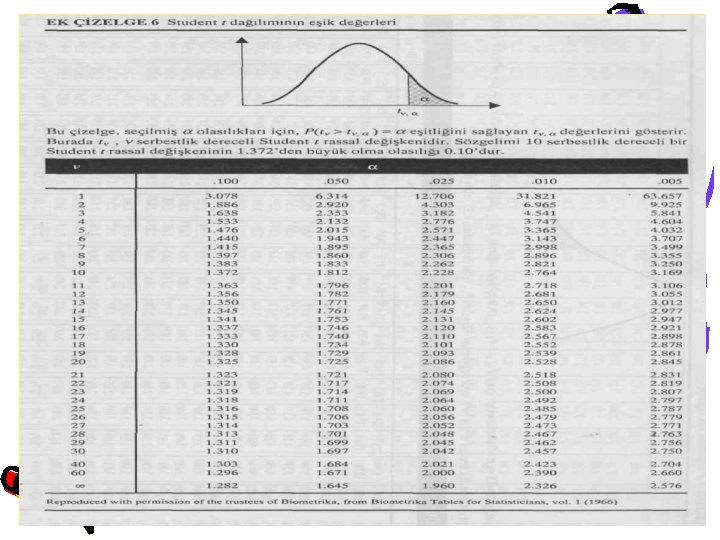
= 0. 212 Süreç standart sapması 2. 5 olarak biliniyor olsun. (uygun) Buradan t tablosundan t değeri için
Sapmanın Güven Aralığı Sapma önemsizdir!
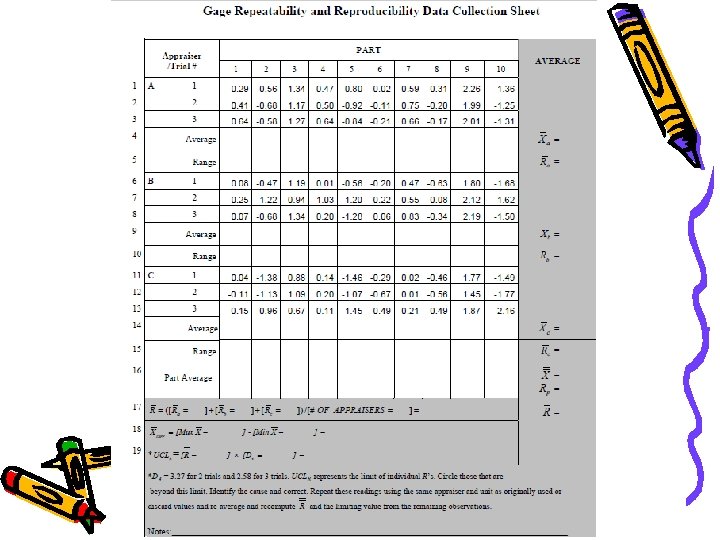
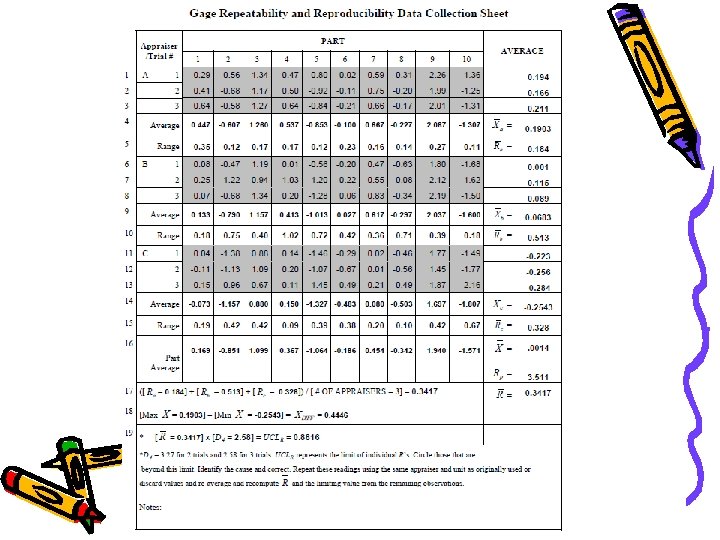
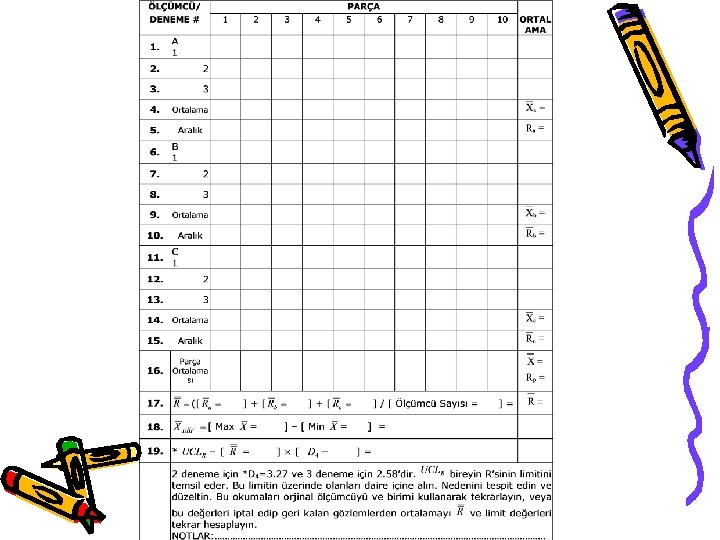
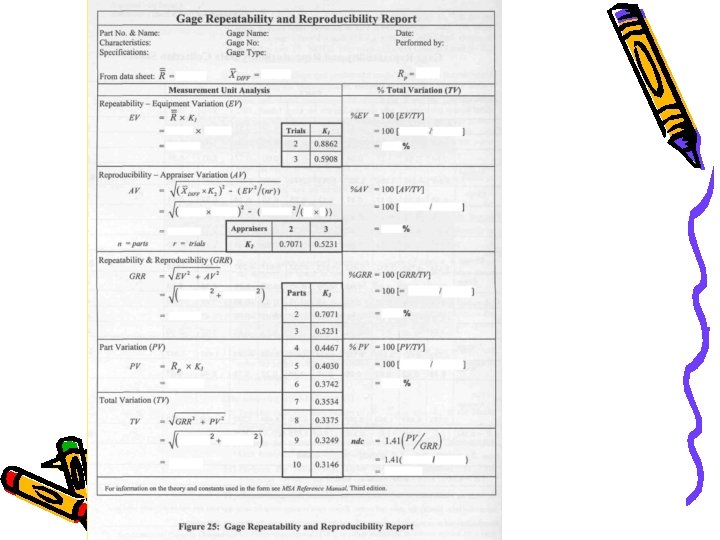
Tekrarlanabilirlik ve tekrar yapılabilirliğin belirlenmesi • bu metot, ölçüm sisteminin tekrarlanabilirlik ve tekrar yapılabilirlik şeklinde iki ayrı bileşene ayrışmasını sağlar.
Uygulama adımları – 2 -3 ölçümcü belirleyin. – Üretimden 5 -10 adet parça alın. – Bir ölçümcünün parçaları rastgele sırada 2 -3 kez ölçmesini sağlayın.
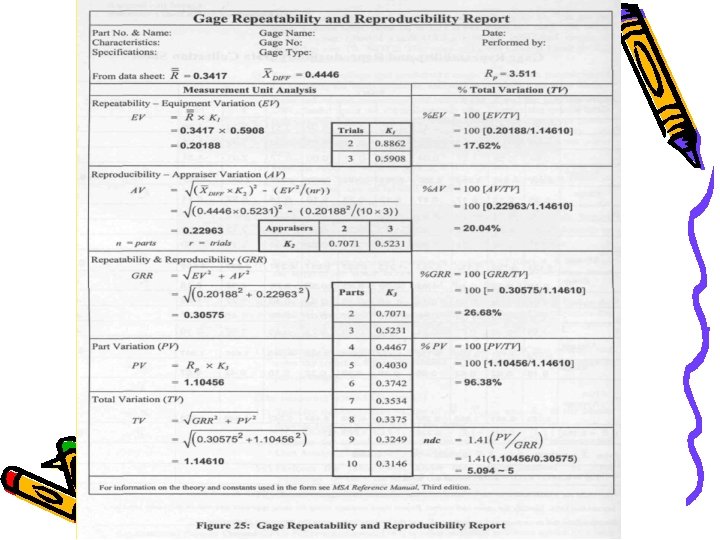
Ölçüm cihazı tekrarlanabilirlik ve tekrar yapılabilirliğin(%R&R) kabulü için anahatlar: • %10 hatanın altı: Ölçüm sistemi kabul edilebilir • %10 ile %30 arası hata: Uygulamanın önemine, ölçüm cihazının maliyetine, tamir masraflarına, vb. , bağlı olarak kabul edilebilir. • %30 hatanın üzeri: Ölçüm sisteminin geliştirilmesi gerekir. Problemleri belirlemeye ve düzeltmeye çalışın.