ELK I 3 ders Yrd Do Dr Varol


PERÇİN ve PERÇİNLİ BİRLEŞİMLER • Perçinler yuvarlak çelikten presleme ile hazırlanan")




 BİRLEŞİMLER Normal civata altıgen bir baş, silindirik gövde ve somundan meydana gelir.")
Birleşim tekrar sökülecekse 2)Birleştirilecek parçaların şekli, boyutları ve malzemesi")

 bulon (siyah civata) ve 2 -Uygun (yuvasına uyan) bulon")

YÜKSEK MUKAVEMETLİ BULONLAR: • Yüksek mukavemetli çelikten üretilirler. Yük taşıma prensipleri")
- Slides: 17
ÇELİK I- 3. ders Yrd. Doç. Dr. Varol KOÇ
ÇELİK BİRLEŞİM ARAÇLARI Çelik yapılar çeşitli hadde ürünlerinin, proje resimlerinde gösterilen boyutlara göre kesilip birleştirilmesiyle tamamlanır. Yapıyı oluşturacak olan çelik parçaları, statik ve mukavemet bakımından beraber çalışan yapı kısımları halinde birleştiren araçlara "çelik birleşim araçları" denir. Birleşim araçlarının görevi birleştirdikleri parçaların müşterek olarak çalışmalarını sağlamaktır. Bunun içinde, birleştirilen ayrı parçaların arasında meydana gelebilecek gerilmelerin birleşim araçları yardımıyla emin bir şekilde aktarılmaları lazımdır. Birleşim elemanları, kolon-kiriş ve çubukların birleşiminden meydana gelen çelik yapılarda, gerek bu birleşimlerin yapılmasını, ve gerekse hadde mamullerinden kolon, kiriş ve çubukların teşkilini sağlayan elemanlardır. Başlıca iki türlüdürler: 1) Sökülebilen birleşimler--> Bulonlu (Civatalı) 2)Sökülemeyen birleşimler--> Perçinli, Kaynaklı
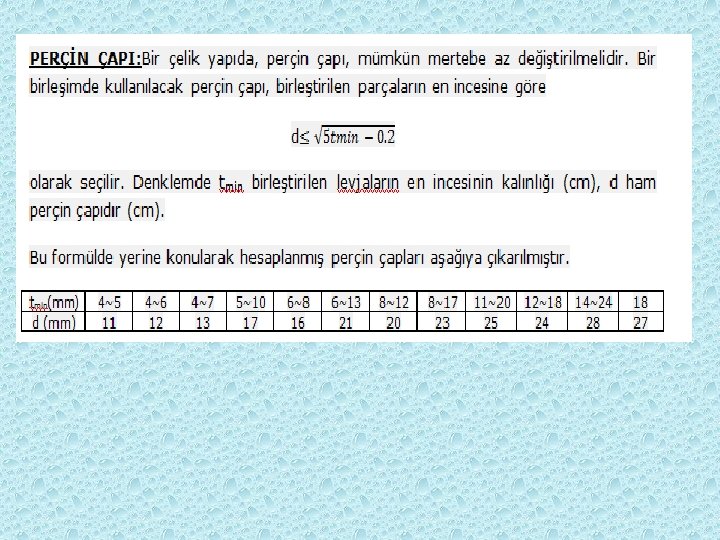
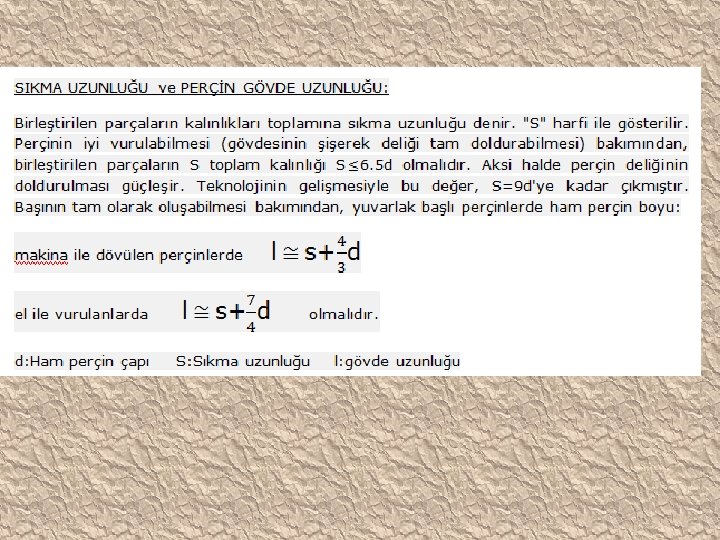
• 1 -)PERÇİN ve PERÇİNLİ BİRLEŞİMLER • Perçinler yuvarlak çelikten presleme ile hazırlanan silindirik gövdeli, makaslamaya ve delik çevresindeki ezilmeye göre hesaplanan, parçalarda açılan deliklere vurulmak suretiyle yerleştirilen çelik birleşim araçlarıdır. • Yerine vurulmamış perçine ham perçin, yerine vurulmuş olan perçine dövülmüş perçin adı verilir. Ham perçinin (yerine konmamış perçin) d 1 gövde çapı, d delik çapından 1 mm daha küçük olur. Ham perçinin bir tarafında bulunan başa nizam başı denir. Perçin malzemesinin dövülme esnasında perçin deliğini tamamen doldurabilmesi ve ikinci başlığın oluşabilmesi için, ham perçin uzunluğunun birleştirilecek parçaların toplam kalınlığından belirli bir miktar daha fazla olması lazımdır. Perçin üretiminde ana malzemeye göre daha yumuşak kalitede çelik kullanılır. Kopma uzamaları %30'a yakındır. Ham perçin, perçin ocağında kızıl dereceye kadar ısıtıldıktan sonra, hazırlanmış olan deliğe sokulur; delikten taşan kısım dövülmek suretiyle hem deliğin tamamen dolması sağlanır hem de uçta bir baş oluşturulur. Kızıl derecede ısıtılıp deliğe yerleştirilen perçinin baş tarafı, dayanma başlığı ile tutulur. Diğer ucu ise perçin makinasının ucuna takılı vurma başlığı ile dövülür.
Yani bir işçi, perçin çekici ile nizam başına dayanırken, diğer bir işçi de, perçin makinesinin ucuna takılı diğer bir perçin çekici ile perçinin delikten çıkan diğer ucuna darbe etkisi uygular. Bu vurma etkisiyle, nizam başının simetriği olan bir baş oluşur ki bu başa, kapak başı denir. Perçinin vurulması esnasında gövdesi de şişerek deliği tamamen doldurur; vurulmuş (dövülmüş) perçinin gövde çapı, delik çapı olan d'ye eşit olur. Perçin vurmak için genellikle pnömatik (basınçlı havayla çalışan) çekiçler kullanılır. Perçin çekiçlerinin başlarının boyutları, başın yuvarlak veya gömme baş olmasına ve perçin çapına göre değişir. Çelik yapılarda en çok yuvarlak başlı perçin kullanılır. Perçin çapının şekline göre, yuvarlak ve gömme başlı olmak üzere iki tür perçin vardır.
Perçinler imal edilirken, şekil alma kabiliyeti fazla olan çelik malzemesi kullanılır. Perçinlenecek yapı St 37'den ise St 34 çeliğinden yapılan perçinler, yapı St 52'den ise St 44 çeliğinden yapılan perçinler kullanılır.
PERÇİN DELİĞİNİN AÇILMASI Parçalardaki delikler atelyede matkapla açılır. Elektronik komutlu zımba tezgahları da kullanılmaktadır. Parçalardaki deliklerin tam olarak karşılıklı gelebilmesi için delikler önce 2 -3 mm kadar daha küçük çaplı açılıp, montaj sırasında parçalar önce civatalarla birbirine bağlandıktan sonra, karşılıklı gelen delikler matkapla gerekli çaplarına getirilerek tam uyum sağlanabilir. Gömme başlı perçin halinde, delikler önce silindirik olarak açılır. Gömme başların geleceği delik ağızlarının sonradan konikleştirilmesi gerekir. Bir perçinin bir başı yuvarlak olduğu halde, diğeri gömme olabilir. Parçaların delinmesinde en iyi çözüm, parçaları üste koyup bir defada delikleri açmaktır. Bu mümkün değilse, yukarıda anlatıldığı gibi, ayrı parçalarda esas çaptan daha küçük açılan delikler, levhalar üste konulduğunda, matkapla istenilen çapa kadar genişletilir.
Zımbalayarak delik açmada, delik kenarındaki malzemenin zarar gördüğü ve delik açılan levhanın eğrildiği tespit edilmiştir. Bu nedenle zımbalama, şu şartlar sağlanırsa yapılmalıdır: 1)Yapı sadece statik yük altındaysa 2)Yapı çeliği St 37'den mamülse (yumuşak çelik) 3)Parça kalınlığı 10 mm'den az ise 4)Delik çapı plak kalınlığının 2/3 kadarı ise Zımbalayarak açılan delik tam silindirik, malzeme yüzüne dik olmalıdır. Ayrıca zımbalama sırasında kenarda çatlak meydana getirmemelidir. Pürüz ve çeperler perçinlenmeden önce temizlenmelidir.
BULONLU (CİVATALI) BİRLEŞİMLER Normal civata altıgen bir baş, silindirik gövde ve somundan meydana gelir. Yani bulon (civata) silindirik gövdeli, altı köşeli başlıklı, ucunda spiral diş açılmış kısmı bulunan (yiv) birleşim aracıdır. Deliğine konduktan sonra diş açılmış ucuna, altına pul (rondela) konmak suretiyle somun takılır. Bulon başı bir anahtarla tutulup, diğer bir anahtarla somun saat hareketi yönünde döndürülerek sıkılır. Böylece kolay bir işçilikle bulonlar yerine takılmış olur. Bu kolaylık nedeniyle, şantiyede yapılan montaj birleşimlerinin bulonlu birleşim olması tercih edilir. Pahalı olduğundan atelye birleşimlerinde bulon takılmaz.
Bulon şu hallerde tercih nedenidir: 1)Birleşim tekrar sökülecekse 2)Birleştirilecek parçaların şekli, boyutları ve malzemesi perçin yapılmasına uygun değilse (Birleştirilecek parçaların kalınlıkları perçin yapılamayacak kadar kalın ise) 3)Birleşim yeri perçin yapılmasına uygun değilse 4)Perçin daha pahalıya mal oluyorsa 5)Birleşim araçlarına büyük çekme kuvveti tesir ediyorsa Bulonlu birleşimlerde de, perçinli birleşimlerdeki gibi aralık ve kenar uzaklık şartlarına uyulması gerekir. Yalnız somunların kolay sıkılabilmesi bakımından min e=3. 5 d 4 d olmalıdır. Diğer şartlar perçinli birleşimlerdeki gibidir. Bulonlar, normal bulonlar ve yüksek mukavemetli bulonllar (HV) olmak üzere başlıca iki çeşittir.
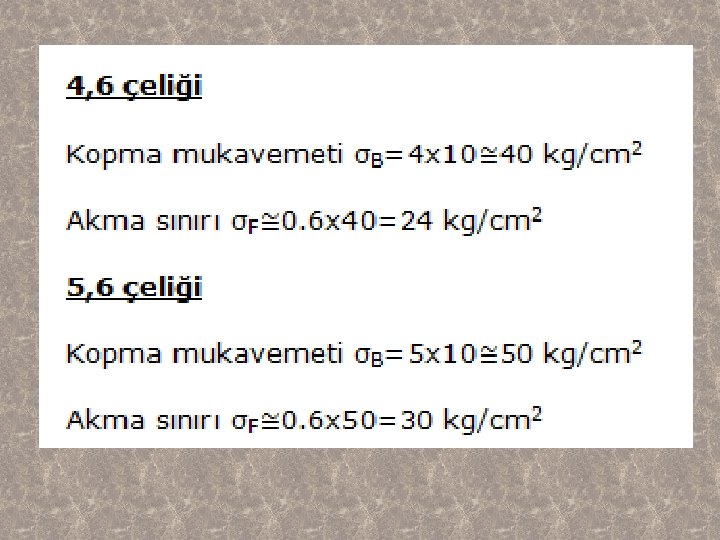
1 -NORMAL BULONLAR: Kuvvet aktarımları perçinlerdeki gibi olan, yani gövdede makaslama ve delik çevresinde ezilme gerilmelerine göre hesaplanan bulonlardır. Normal bulonlarda dikkat edilmesi gereken çok önemli bir husus, diş açılmamış gövde kısmı boyunun, birleştirilen elemanların toplam S kalınlığından birkaç milimetre fazla olmasıdır. Somun altına konan pul, bu fazlalığa reğmen, somunun sıkılabilmesini sağlar. St 37 çeliği kullanılan yapı kısımlarında 4, 6 (eski 4 D) çeliğinden bulon, St 52 çeliği kullanılan yapı kısımlarında 5, 6 (eski 5 D) çeliğinden bulon kullanılır.
Normal bulonlar 1 -Kaba (Ham) bulon (siyah civata) ve 2 -Uygun (yuvasına uyan) bulon (parlak civata) olarak iki çeşittir. Normal bulonlar, St 38 çeliğinden yapılır. 1 -Kaba Bulonlar: Bulon çapı ile yuva çapı arasında 1 mm fark bulunan bulonlardır. Bu civatalarda diş açılmış kısmın dışında kalan gövde kısmı işlenmemiştir. En fazla uygulanan bulon cinsidir. Hesaplarda bulon çapı dikkate alınır. 2 -Uygun Bulonlar: Diş kısmı ile beraber, düz silindirik, gövde kısımlarıda tornadan geçirilerek imal edilirler. Bu nedenle deliği iyice doldururlar. Bunun için hesaplarda delik çapı (aynı zamanda bulon çapı) dikkate alınır. Bu iki çeşit bulon arasında iki bakımdan fark vardır: a) Kaba bulonlarda bulon gövde çapı delik çapından 1 mm kadar azdır: d=D -1 mm. Uygun bulonlarda ise d=D dir. Yüksek yapılarda 20 ila 30 mm lik çaplarda 0. 3 mm kadar tolerans kabul edilir. (D-d 0. 3)daha küçük çaplarda bu miktar lineer olarak azaltılır. b) Kaba bulonlarda diş açılmış kısmın dışında kalan gövde kısmı işlenmemiştir. Uygun bulonlarda ise bu kısım, deliğe tam uyacak şekilde, tornalanmak suretiyle düzgün olarak işlenmiştir.
• Her iki çeşit bulonda kullanılan pul ve somunlar ile delik çapları aynıdır. Bulonlar ile pul ve somunlar için TS 80 standardı geçerlidir. • Proje resimlerinde uygun bulonlar bir not yazılarak belirtilir. Çekirdek alanları (diş dibi alanları) kaba bulonlarla uygun bulonlarda aynıdır. • Normal bulonların hesabı perçin hesaplarına benzer şekilde yapılır. Makaslamaya ve ezilmeye göre hesapta d bulon gövde çapı, çekmeye göre hesapta çekirdek alanı alınır. Uygun bulonlara ait emniyet gerilmeleri, perçinlere ait emniyet gerilmelerinin aynısıdır. Diğer taraftan, uygun bulonların gövde çapları da vurulmuş perçin gövde çaplarına eşit olduğundan, perçinler ile uygun bulonların emniyet kuvvetleri aynıdır. Örneğin Ø 17 lik perçin ile M 16 uygun bulonu ( isimlendirmeler kaba bulona göre yapıldığından M 16 uygun bulonu demek, 17 mm gövde çaplı uygun bulon demektir) aynı kuvveti taşır.
• 2 -)YÜKSEK MUKAVEMETLİ BULONLAR: • Yüksek mukavemetli çelikten üretilirler. Yük taşıma prensipleri normal bulonlardan ve dolayısıyla perçinlerden farklıdır. Somunları, özel ayarlı anahtarlar yardımıyla sıkılır. Bağlandıkları elemanların yüzeylerinde kuvvetli basınç meydana getirerek, kuvvetin bir elemandan diğerine sürtünme yoluyla geçmesini sağlarlar (GV ve GVP birleşimleri). Memleketimizde en çok kullanılan bulon cinsi normal bulonlardır. Makaslamaya ve delik çevresindeki ezilmeye göre hesaplanan yüksek mukavemetli bulonlu birleşimler de bulunmaktadır (SL ve SLP birleşimleri).