Kendali Proses Statistik Pertemuan ke 7 Kendali Proses

 • Suatu teknik statistik umum yang digunakan untuk")
 • sebuah grafik yang memberi gambaran tentang perilaku sebuah proses.")









, dan Batas Bawah Kendali (LCL) untuk Peta")










- Slides: 35
Kendali Proses Statistik Pertemuan ke 7
Kendali Proses Statistik (Stastics Proses Control/SPC) • Suatu teknik statistik umum yang digunakan untuk memastikan serangkaian proses memenuhi standar. • Digunakann untuk mengukur kinerja proses. • Kinerja dapat diprediksi dan kemampuannya memenuhi ekspektasi pelanggan dapat dikaji.
Diagram Kontrol (Control Chart) • sebuah grafik yang memberi gambaran tentang perilaku sebuah proses. • Diagram kontrol ini digunakan untuk memahami apakan sebuah proses manufakturing atau proses bisnis berjalan dalam kondisi yang terkontrol atau tidak.
Karakteristik Data Ukuran Kualitas Data Variabel Ukuran kualitas variabel adalah karakteristik kualitas suatu produk yang dinyatakan dengan besaran yang dapat diukur (besaran kontinue). Seperti : panjang, berat, temperatur, dll Peta kendali X bar dan R dan Peta kendali x dan S Jenis data ukuran kualitas Data Atribut Ukuran kualitas atribut adalah karakteristik kualitas suatu produk yang dinyatakan dengan apakah produk tersebut memenuhi kondisi/persyaratan tertentu, bersifat dikotomi, jadi hanya ada dua kemungkinan baik dan buruk. Seperti produk cacat atau produk baik, dll. C Chart dan U Chart
Peta Kendali X bar dan R Chart Peta kendali X Bar dapat digunakan untuk: • Memantau perubahan suatu sebaran atau distribusi suatu variabel asal dalam hal lokasinya (pemusatannya). • Apakah proses masih berada dalam batas pengendalian atau tidak. • Apakah rata-rata produk yang dihasilkan sesuai dengan standar yang telah ditentukan.
Langkah dalam pembuatan Peta Kendali X bar Chart • Tentukan ukuran subgrup atau subgroup size atau sampel pada subgroup atau jumlah produk yang diobservasi setiap kali melakukan observasi (n) antara 2 sampai 10. • Tentukan banyaknya subgrup (k atau N) • Hitung nilai rata-rata dari setiap subgrup, yaitu X.
• Hitung nilai rata-rata seluruh X bar yang merupakan garis tengah atau center line (CL), Batas Kendali Atas (UCL) dan Batas Kendali Bawah (LCL) untuk peta kendali X bar.
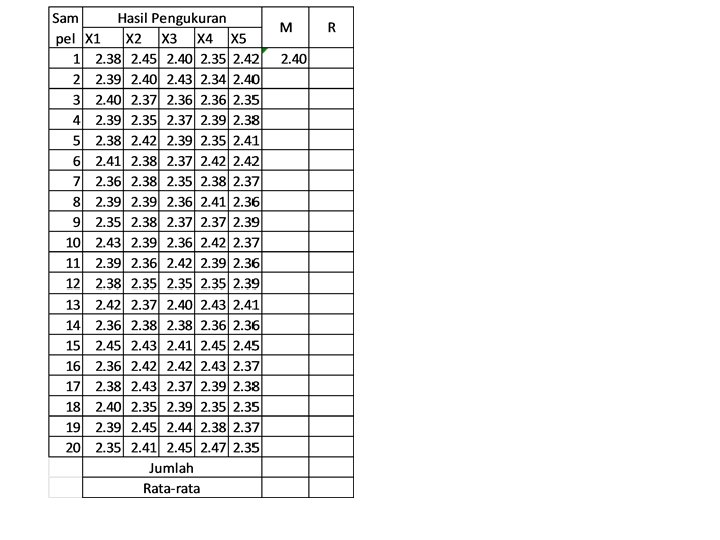
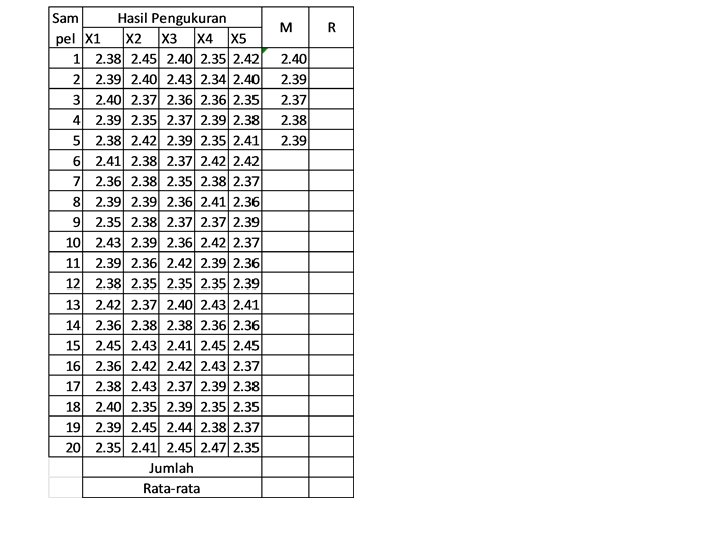
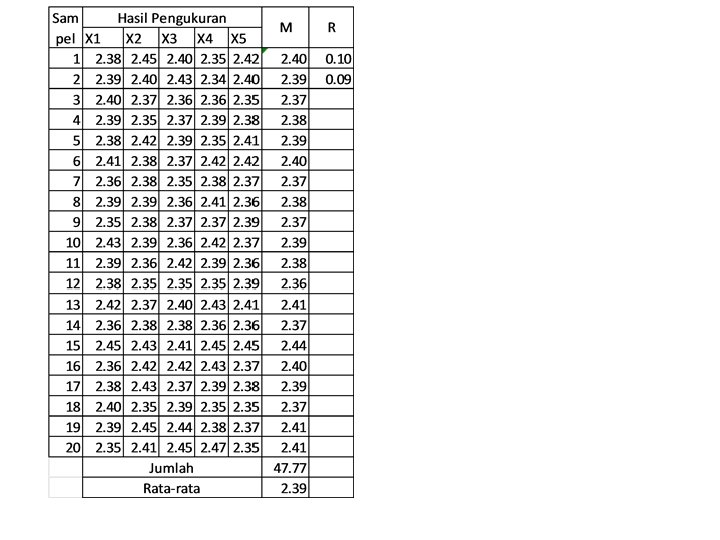
Contoh CV XYZ adalah perusahaan pembuat produk industri berupa barang. Ditetapkan spesifikasi adalah : 2. 40 ± 0, 05 mm. Untuk mengetahui kemampuan proses dan mengendalikan proses itu bagian pengendalian PT XYZ telah melakukan pengukuran terhadap 20 sampel subgroup. Masing-masing berukuran 5 unit (n=5). Diminta: • Tentukan nilai CL, UCL dan LCL untuk membuat X bar dan R Chart • Tentukan nilai CPk
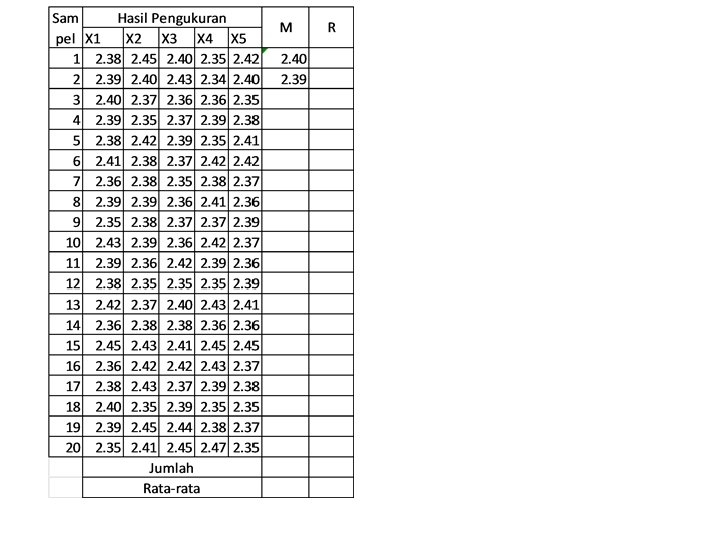
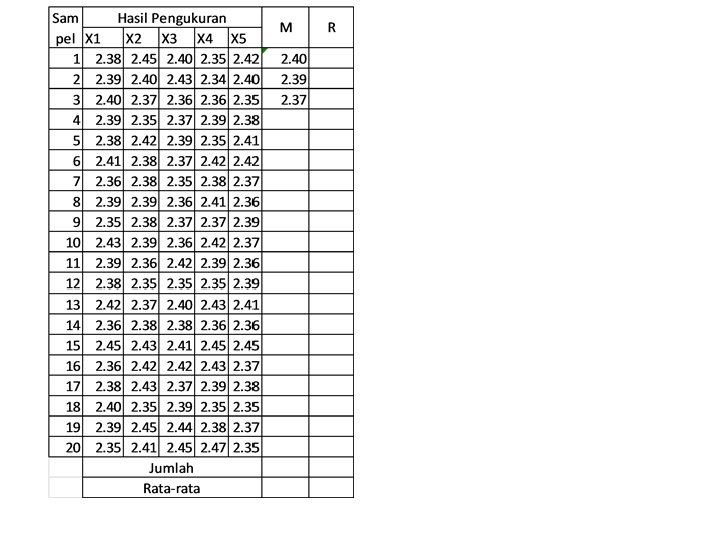
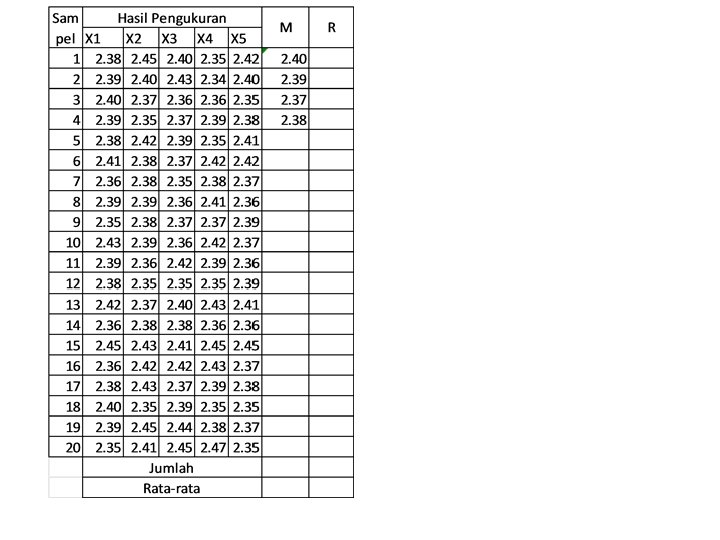
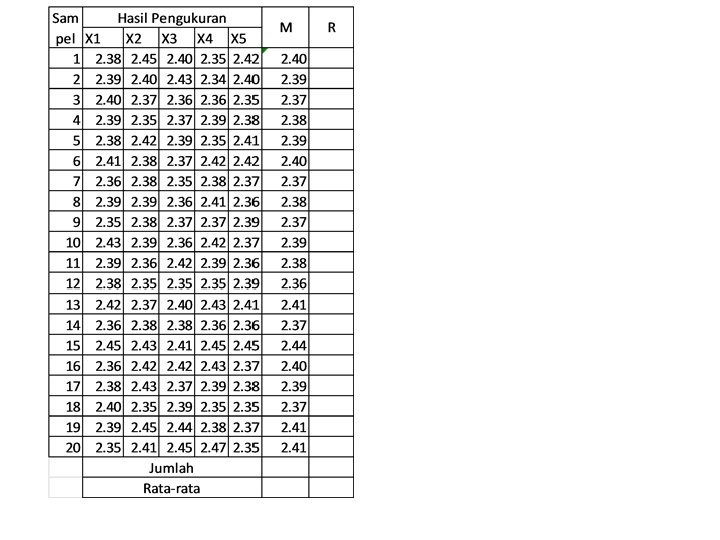
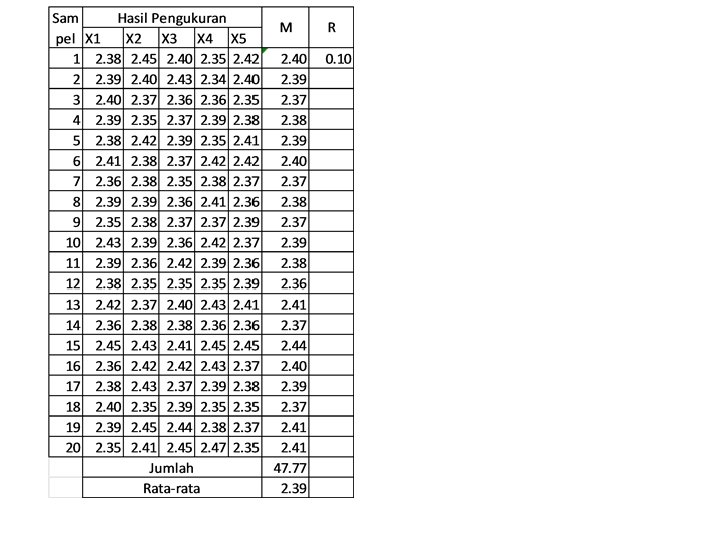
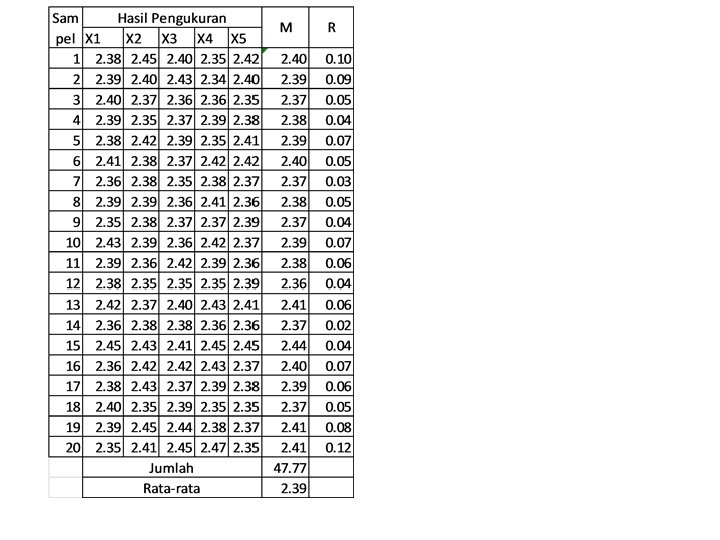
1, Nilai CL, UCL dan LCL X bar Chart dan R Chart Menentukan nilai Rata-rata X dan Range untuk setiap subgroup Rata-rata X dicari dengan cara: Range dicari dengan cari
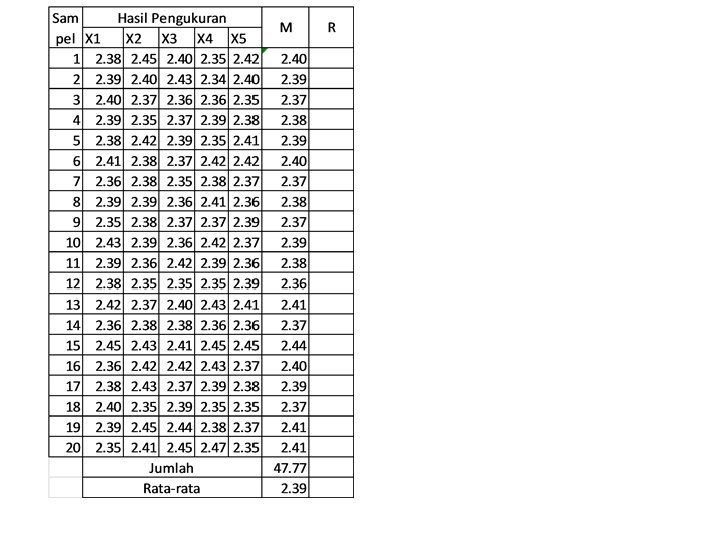
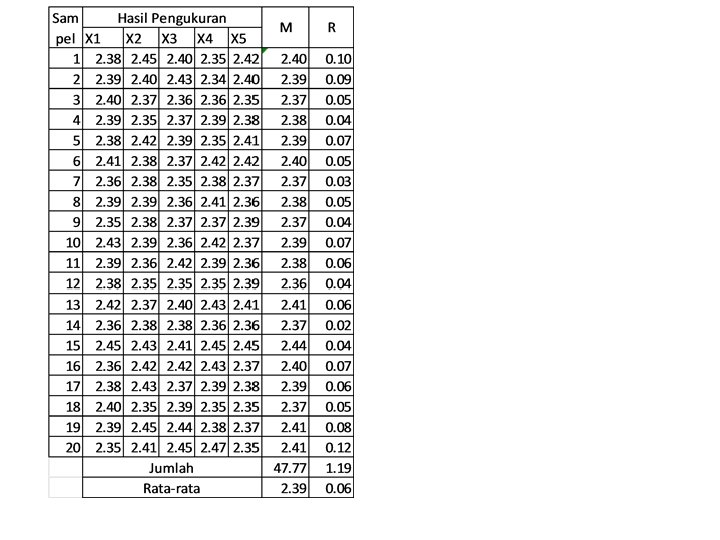
Menentukan nilai rata-rata dari X bar: = 47. 78 / 20 = 2. 39 Menentukan nilai rata-rata R (range) = 1. 19 / 20 = 0. 06 Menentukan Nilai tengah (CL) untuk X bar Chart dan R Chart CL - X bar Chart = 2. 39 CL - R Chart = 0. 06 Menentukan Batas Atas Kendali (UCL), dan Batas Bawah Kendali (LCL) untuk Peta Kendali X bar = 2. 39 + (0. 577*0. 06) = 2. 42 = 2. 39 – (0. 577*0. 06) = 2. 36
Tabel A 2, d 2, D 3 an D 4 merupakan tabel yang berisi nilai-nilai konstanta A 2 yang digunakan dalam membuat peta kendali X bar chart. Sedang nilai d 2 digunakan untuk mengestimasi nilai sigma. Nilai D 3 dan D 4 digunakan untuk menentukan batas dan batas bawah pada peta kendali R chart. Besaran nilai A 2, d 2, D 3 dan D 4 akan bergantung ukuran subgroup dari setiap sampel.
Subgroup Size A 2 d 2 D 3 D 4 2 1. 880 1. 128 ----- 3. 268 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 1. 023 0. 729 0. 577 0. 483 0. 419 0. 373 0. 337 0. 308 0. 285 0. 266 0. 249 0. 235 0. 223 0. 212 0. 203 0. 194 0. 187 0. 180 0. 173 0. 167 0. 162 0. 157 0. 153 1. 693 2. 059 2. 326 2. 534 2. 704 2. 847 2. 970 3. 078 3. 173 3. 258 3. 336 3. 407 3. 472 3. 532 3. 588 3. 640 3. 689 3. 735 3. 778 3. 819 3. 858 3. 895 3. 931 --------0. 076 0. 136 0. 184 0. 223 0. 256 0. 283 0. 307 0. 328 0. 347 0. 363 0. 378 0. 391 0. 403 0. 415 0. 425 0. 434 0. 443 0. 451 0. 459 2. 574 2. 282 2. 114 2. 004 1. 924 1. 864 1. 816 1. 777 1. 744 1. 717 1. 693 1. 672 1. 653 1. 637 1. 622 1. 608 1. 597 1. 585 1. 575 1. 566 1. 557 1. 548 1. 541
• Menentukan Batas Atas Kendali (UCL), dan Batas Bawah Kendali (LCL) untuk Peta Kendali X bar: = 2. 114 * 0. 06 = 0. 12 = 0 * 0. 06 = 0
Rata - rata 2. 45 2. 44 2. 43 2. 42 2. 41 UCL 2. 4 LCL Range 2. 39 CL 2. 38 2. 37 2. 36 2. 35 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Range 0. 14 0. 12 0. 1 UCL 0. 08 LCL Range 0. 06 CL 0. 04 0. 02 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Dari hasil Plotting diketahui bahwa ada data yang out of control yaitu data sampel 15, maka data pada sampel tersebut dibuang dan dilakukan Revisi dengan menghitung ulang Cl, UCL dan LCL tanpa menggunakan data-data yang out of control Berikut perhitungan X bar dan Range setelah data dengan nilai X bar yang out of control dihilangkan: Selanjutnya dihitung ulang nilai X bara rata-rata dan R rata-rata = 45. 34 / 19 = 2. 386 = 1. 15 / 19 = 0. 0605
• Nilai CL yang baru untuk X bar Chart dan R Chart CL - X bar Chart = 2. 386 UCL dan LCL Peta Kendali X bar Revisi = 2. 386 + (0. 577*0. 0605) = 2. 4209 = 2. 386 – (0. 577*0. 0605) = 2. 3511 = 2. 114 * 0. 0605 = 0. 1280 Nilai UCL dan LCL Peta Kendali R Revisi = 0 * 0. 06 = 0 = 0. 0605
Rata - rata 2. 45 2. 44 2. 43 2. 42 2. 41 UCL 2. 4 LCL Range 2. 39 CL 2. 38 2. 37 2. 36 2. 35 1 2 3 4 5 6 7 8 9 10 11 12 13 14 16 17 18 19 20
Range 0. 14 0. 12 0. 1 UCL 0. 08 LCL Range 0. 06 CL 0. 04 0. 02 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Karena sudah tidak ada data yang out of control, maka langkah selanjutnya adalah menghitung kapabilitas proses. Perhitungan Kapabilitas Proses : Menentukan nilai S = 0. 0605/2. 326 = 0. 026 Menentukan nilai Cp
• Menentukan nilai UCL atau CPU Menentukan nilai LCL atau CPL • Menentukan nilai Indeks Kapabilitas Proses Kesimpulan terkait kapabilitas proses adalah Nilai Cp sebesar 0. 6410 ternyata kurang dari 1, hal ini menunjukkan kapabilitas proses untuk memenuhi spesifikasi yang ditentukan rendah. Nilai Cpk sebesar 0. 4615 yang diambil dari nilai CPL menunjukkan bahwa proses cenderung mendekati batas spesifikasi bawah. (Hendra Poerwanto G)
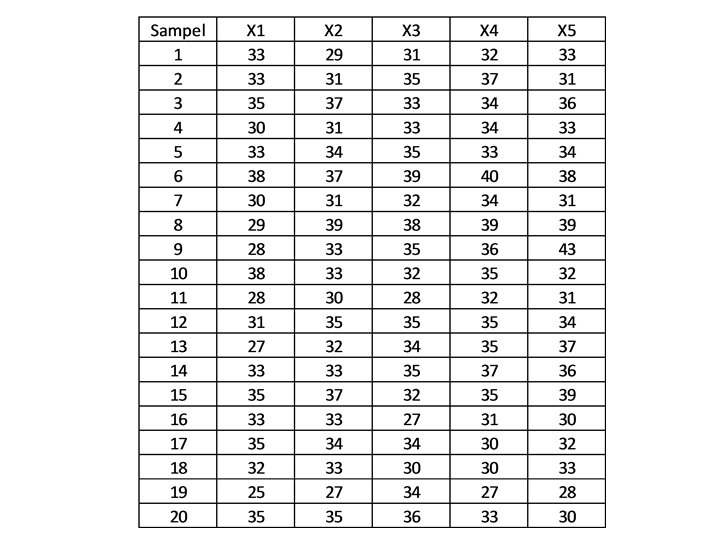
Contoh Soal Setelah melakukan penelitian pada produk Vane Opening di PT CALA dengan menggunakan sample number sebanyak 20 subgroup dan dengan ukuran sampel sebanyak 5 unit, diperoleh data-data sebagai berikut:
• Diminta: • Karena jumlah n atau subgroup size atau jumlah observasi= 5 maka dilakukan analisis dengan menggunakan X bar dan R Chart. Anda diminta untuk membuat analisis tersebut!