GMAW GMAW Gas Metal Arc Welding Definitions Gas




 • a welding application of the GMAW")
 • a welding process performed in GMAW usually")
 • will usually be direct current reverse polarity (DCRP)")
 • the heat generated by the flow of")














 • employs low currents, low")
- Slides: 24
GMAW
GMAW • • Gas Metal Arc Welding
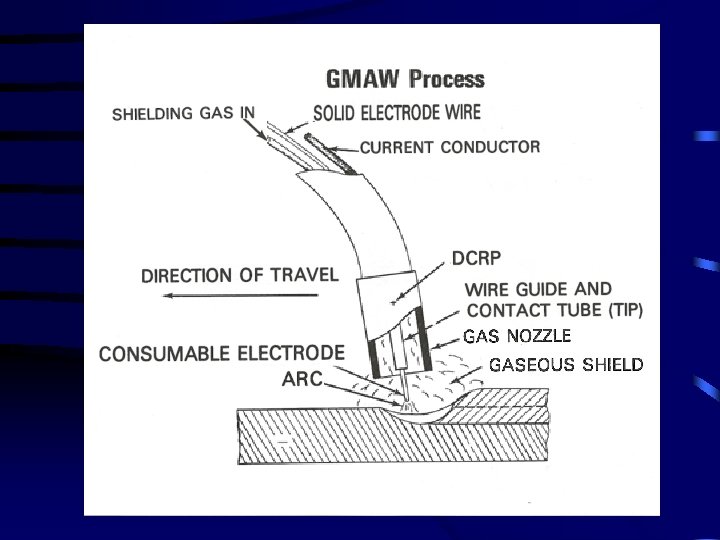
Definitions • Gas Metal Arc Welding • an arc welding process in which a consumable electrode is fed into a weld joint at a controlled rate while a blanket of inert gas shields the weld zone from contamination by the atmosphere. • Also called MIG welding
• FCAW • flux cored arc welding • a form of GMAW with a cored consumable electrode filled with flux
• Short circuit transfer (short arc) • a welding application of the GMAW process where low currents, low voltages, and small diameter wires are used to weld on thin to heavy metal in all positions.
• Spray transfer (spray arc) • a welding process performed in GMAW usually done on thicker metal using larger diameter wires and a shielding gas mixture of Argon with 1 -5% oxygen done in the flat and horizontal positions only.
• Welding current (amperage) • will usually be direct current reverse polarity (DCRP) with the welding wire positive (+) and the work negative. (-)
• Welding voltage (arc length) • the heat generated by the flow of current through the gap between the end of the wire and the work piece.
• Slope • the slant of the voltage versus amps curve, generally referred to as voltage change per 100 amps.
• Slope control • a control of power supply that regulates the amount of pinch of force available on welding wire, thereby controlling spatter or the pinch effect.
• Inductance • controls the rate of rise of current without controlling the final amount of current available. • In short arc welding, the inductance control will increase or decrease the number or short circuit metal transfers per second, from 20 - 200 times per second with an average of 100 times per second, increasing or decreasing the arc on time, thereby making the weld puddle more or less fluid.
• Stick out • the distance from the contact tip of the gun to the end of the wire electrode.
• Whiskers • short lengths of welding wire that feed through the root gap of a groove joint and extend out from the root of the weld in all directions.
• Open circuit voltage • voltage indicated by a voltmeter on GMAW power supply when machine is running but not welding.
• Arc voltage • voltage indicated on by a voltage meter on GMAW power supply when the machine is welding.
• Ferrous • any metal containing iron such as mild steel or stainless steel.
• Non-ferrous • any metal that contains no iron such as aluminum or magnesium.
• Shielding gases • gases, inert or otherwise, used to displace the air around the arc to prevent contamination by oxygen, nitrogen, or hydrogen from the atmosphere.
Advantages of GMAW • Arc always visible to the welder • No slag and a minimum spatter • High deposition rate with 90% of the welding wire being deposited in the joint • Weld metal deposit of low hydrogen quality • Wide range of metal thickness can be welded without changing wire
• excellent for bridging gaps or misaligned joints without burn through • greatly reduced distortion in gage metal • adaptable to weld most any metal by selecting the correct filler wire and shielding gas • adaptive to either automatic or semiautomatic
Disadvantages • • shielding gas susceptible to drafts high initial equipment cost limited portability difficult to use in hard to reach places • operator resistance to radiated heat and arc intensity • lack of fusion with short circuit transfer (cold lapping) • welding equipment is more complex
Major Parts Of GMAW Equipment
Applications of GMAW process • Short circuiting (short arc) • employs low currents, low voltage and small diameter wires. • most popular of the GMAW processes • Spray arc • uses high current, high voltage and larger diameter wires on thicker metals. • Flux cored wire • designed primarily for welding steel • some self-shielded flux cored and solid wire applications utilize DCSP rather than DCRP.