Shielded Metal Arc Welding SMAW stick Disclaimer This
")

















- Slides: 21
Shielded Metal Arc Welding (SMAW, stick)
Disclaimer • “This workforce product was funded by a grant awarded by the U. S. Department of Labor’s Employment and Training Administration. The product was created by the grantee and does not necessarily reflect the official position of the U. S. Department of Labor. The U. S. Department of Labor makes no guarantees, warranties, or assurances of any kind, express or implied, with respect to such information, including any information on linked sites and including, but not limited to, accuracy of the information or its completeness, timeliness, usefulness, adequacy, continued availability, or ownership. ”
Electric Arc Welding • AWS definition – “A group of welding processes which produce coalescence of workpieces by heating them with an arc, with or without the application of pressure, and with or without filler metal”
SMAW • • • Most widely used process Low cost, outdoor weldability, portable, Unlimited thickness and position Arc temp. – 10000 F Melting point steel – 2700 F Melting point aluminum – 1200 F
SMAW-Limitations • • • Low efficiency – 65% Operator skill Restarts Slag Spatter
Electricity • • Electrical current=flow of electrons Resistance produces heat Electrons flow from – to + Voltage-measure. of electrical pressure Amperage-measure. of electrons flowing 3 Types of current used – AC, DC+, DCDC+ most common, best arc characteristics, less spatter, arc starting
SMAW • Power sources can be either AC, DC or a combination • SMAW power sources are considered constant current type machines because the current remains almost constant despite changes in arc length • Voltage does not have to be set on these machines
DCEN-70% electrode/30% mtl
DCEP-30% Electrode/70% mtl
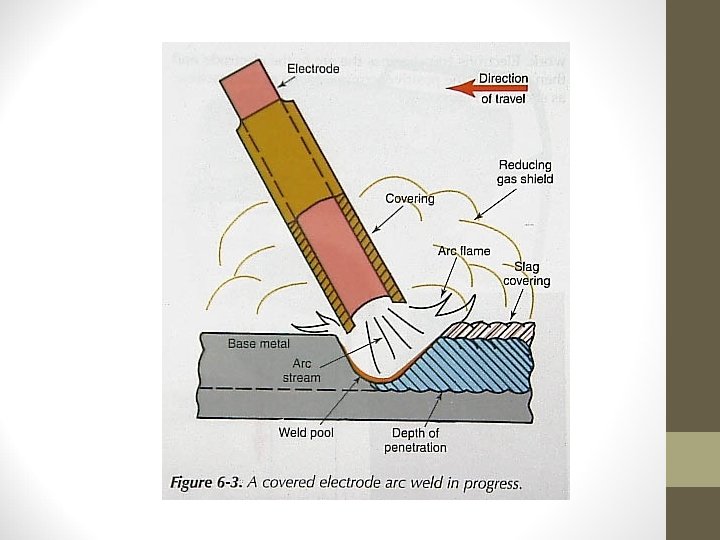
SMAW • Electric current produces an arc btwn base metal & flux covered metal electrode • Molten pool protected by gaseous cloud from the flux covering vaporizing • Heat of the electric arc may be controlled by the current setting and by the arc length • Arc length is controlled by the welder
Flux • • • Produces protective gas Provides fluxing elements & deoxidizers Protects weld as it cools Establishes electrical characteristics Adds alloying elements
Duty Cycle • % of time a machine can be used continuously at max. amperage in ten minutes • 50% duty cycle on 250 amp machine-weld 5 minutes at max. amperage, allow machine to cool 5 min.
Arc Length • Because changes in arc length will cause some change in welding current, maintaining the same arc length while welding is especially important • This can also be used with more experience to your advantage to adjust the heat input to the weld
Electrodes E 6013 Electrode 60 – 60000 PSI tensile strength 1 – recommended position 1 = all, 2 = flat 3 – power supply & type of covering, 3 = AC or DC & high titania, potassium • Light penetration, soft arc • “fill-freeze” type electrode • • •
Electrodes • • • E 6011 1 – high cellulose electrode Deep penetration, digging forceful type arc Light slag covering, “fast-freeze” type electrode Electrode manipulation is a whip and pause E 6010 is almost identical
Electrodes • E 7018 • 8 – low hydrogen, iron powder • Hydrogen has harmful effects on steels, such as low ductility and cracking • Short arc lengths used, no whip • Medium arc, medium penetration • Slag is more fluid, removed easily, convex beads • Must be properly stored – approx. 175 F
Striking the Arc • • Glancing or scratching motion Down and up or pecking motion Don’t withdraw electrode too far Use the edge of plates when starting
Bead Width • 2 -3 X diameter of electrode • Travel speed is biggest factor