SMAW Shielded Metal Arc Welding Definition Producing an






















- Slides: 23
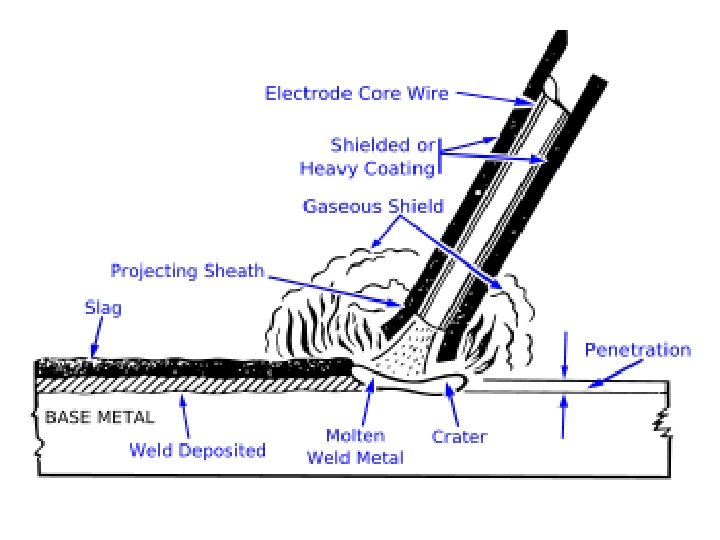
SMAW - Shielded Metal Arc Welding • Definition – Producing an arc between base metal and a consumable, flux covered metal electrode. The electrode acts as an electrical conductor and a filler metal.
SMAW Advantages • Equipment less complex, more portable and less costly • Can be done indoors or outdoors, in any location and any position • Electrodes available to match properties and strength of most base metals – Not used for welding softer metals – Not as efficient in deposition
Requirements to Arc Welding • • • Power Source – Either AC or DC Electrode Holder (Stinger) and Cable Work Clamp and Cable Electrode Base Metal 11 - 3
SMAW Operating Principles • Sets up electric circuit – Includes welding machine, work, electric cables, electrode holder and electrodes, and a work clamp • Heat of electric arc brings work to be welded and consumable electrode to molten state – Heat intense: as high at 9, 000ºF at center
Starting, Stopping and Adjusting • Never start the machines under a load • On/Off Switch • Amperage (current) set up by control knob – can be adjusted while welding • Voltage – controlled by the length of the arc gap • - small arc gap = less voltage (cold) • - large arc gap = more voltage (hot) 11 - 5
Electrodes First Letter – “E” is Electric Arc Welding • “ER” is used for Gas Welding First 2 or 3 digits provide the tensile strength in thousands of lbs / in squared • 2 nd digit from the right – recommended position – 1 – All Positions – 2 – Flat or Horizontal – 4 – Flat, Horizontal, overhead, and downhill welding 11 - 6
Electrodes Cont… Last two numbers together represent proper application and covering composition – EXX 11 – High – cellulose, potassium – EXX 13 – High-titania, potassium – EXX 18 – Iron Powder, Low-hydrogen, potassium – – 0, 1 Fast Freeze Rod 2 -9 Filler Rod 11 - 7
Electrodes Cont… As the Electrode melts it accomplishes two tasks – Provides Filler Material - Deposition – How much metal is deposited in the weld. – Flux – Creates a gas that shields the weld and lays down “slag” to allow the weld to cool slowly and remain pure 11 - 8
11 - 9
Striking an Arc • Electrode must first strike the base metal then be withdrawn to the correct arc distance or length. – Stabilizing the Arc • When first starting the Electrode might stick – This is because the arc length is too small • When welding with thin metal – lift the electrode and base metal off of the table • When welding thicker (heavier) metal – release the electrode from the stinger – When the arc length is too great the arc will go out
Striking an Arc Cont… • In order to produce a weld you need to be able to stabilize the arc and create a pool • Scratching Method • Bump Method 11 - 12
Running a Bead • After establishing a stable arc we are ready to create a weld bead • To “run” a good bead requires 4 things • • Arc Gap distance or Arc Length Speed of Travel Correct Amperage Electrode Angle – 15 to 20 degrees in direction of travel 11 - 13
Arc Welding Joints • • • Butt Lapp Corner T-Joint Edge 11 - 14
AC Versus DC Power • Direct Current
AC Versus DC Power • NO Current
AC Versus DC Power • Alternating Current
Safety • Hazards – Radiation from the arc: Ultraviolet and Infrared rays – Flying Sparks and molten globules – Electric Shock – Fumes – Burns
Safety Cont… • Never look at an arc from any distance unless your eyes are protected – Welding Helmets – shade 10 lens – Protects more than just your eyes! • Face, hands, arms, and other skin surfaces must be protected – burns are comparable to sun burns
Safety Cont… • Flammable Materials • Avoid welding in wet or damp areas • Always weld in areas that are well ventilated 11 - 20
Protective Clothing Copyright © The Mc. Graw-Hill Companies, Inc. Permission required for reproduction or display. 11 - 21
Procedures • Make sure you have all safety materials – gloves, clothing, safety glasses, welding helmets • Electrode Check-out procedures • Partners • Metal 11 - 22
Procedures Cont… • Use pliers or tongs to handle hot metal – When leaving hot metal lying around please mark on it with a piece of soapstone – HOT – Don’t ever under any circumstances hand me a piece of hot metal!! – Use the tanks outside to cool off metal 11 - 23