GMAW or MIG u GAS METAL ARC WELDING

. A continuous")

 – Excellent for thin")
 u Globular Transfer – Process is similar")
 u Spray Transfer – This happens when")









- Slides: 19
GMAW or MIG u GAS METAL ARC WELDING or METAL INERT GAS
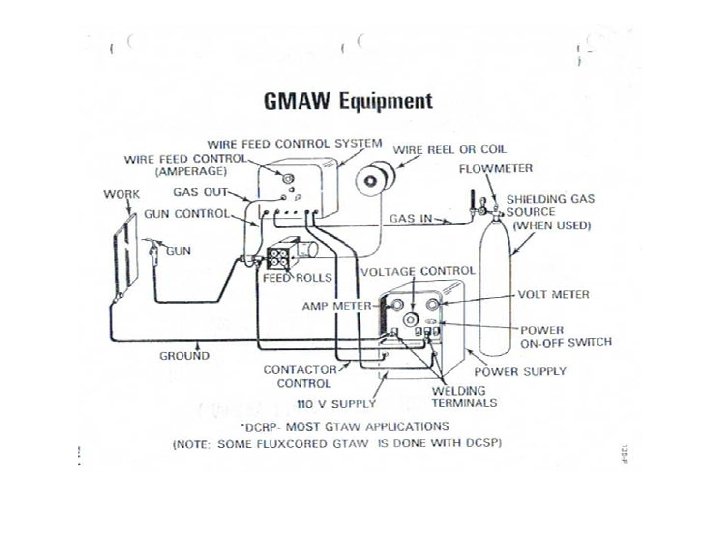
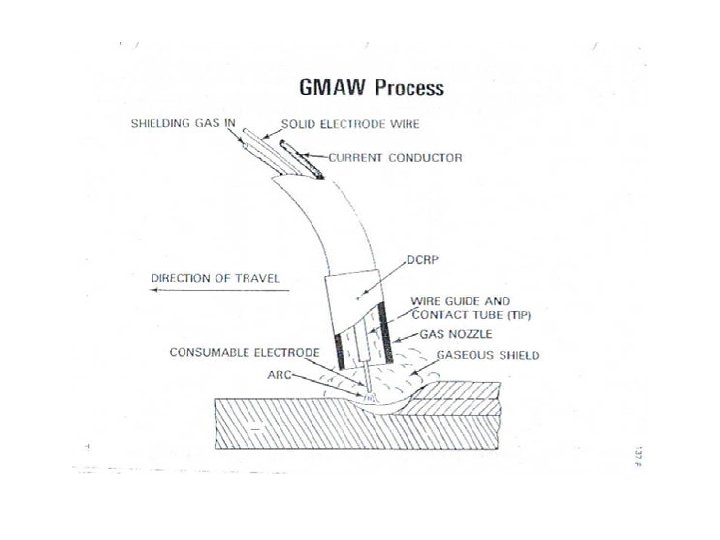
GMAW DEFINED u GMAW (also referred to as Metallic Inert Gas –MIG). A continuous consumable wire fed automatically. The wire electrode is consumed and becomes the filler metal. Usually operates on DCEP.
Types of Metal Transfer u Metal transfer occurs in two ways. u u The filler metal comes in contact with the molten puddle and melts off as in short circuiting method. Droplets of metal form and travel across the arc as in Globular and Spray Transfer.
3 Methods of Metal Transfer u Short Circuit GMAW (GMAW-S) – Excellent for thin sections of metal. The wire comes in contact with the molten puddle and melts of at a rate of 20 to 200 times per second. This process is good for all position welding. CO 2 shielding gas is best for carbon and low allows steels. Argon (75%) and CO 2 (25%) is an acceptable mixture to help minimize spatter. Helium (90%), Argon (7 -1/2%), and CO 2 (2 -1/2%) is best for stainless steel.
3 Methods of Metal Transfer (cont. ) u Globular Transfer – Process is similar to short circuit but the current set higher. As a result, droplets of molten metal are transferred across the arc gap. This process is not for all position welding.
3 Methods of Metal Transfer (cont. ) u Spray Transfer – This happens when the current and voltage are set higher than those used for globular transfer. Very fine droplets of metal are transferred across the arc gap at a high rate of speed. A high amount (min. of 90%) of argon gas is used. Small amounts of Oxygen (2 -5%) and or CO 2 (up to 10%) are used for various applications. Produces deep penetration and is best in the flat or horizontal position.
Advantages of the GMAW process: – – – – Shorter training time. Easier to learn compared to other welding processes. Narrower heat affected zone. Reduces distortion in base metals. High deposition rate (92 -98%) of the welding wire is consumed. Weld on both ferrous and non-ferrous metals. Good for production welding – less stopping and starting as in SMAW. Excellent for bridging gaps and misaligned fitups. Test question
Disadvantages of the GMAW process. – Prone to wind drafts. Wind or moving air may displace shielding gas. – Metal must be clean to insure proper fusion. – Requires accurate setting to insure successful welds. – Test question
Problems /Concerns with GMAW – – – u Porosity in the weld. Inadequate gas coverage or contamination from base metal is two of the more common reasons. Cold Lapping. Excess filler metal on toes of weld with a lack of fusion. Caused by wrong settings. Bird nesting. A build-up of wire next to the feed roll mechanism. Filler wire is unable to travel through the liner to the contact tip. Probable causes are clogged guide tube (s), dirty liner, or a damaged contact tip. To prevent bird nesting, adjust the tightening screw on the feed roll mechanism just tight enough to allow a continuous flow of wire but loose enough to allow the feed roll mechanism to slip if the wire were to become bound up. Bridging – Lack of fusion in the root of a weld. Spatter build-up between the contact tip and the nozzle which will result in the nozzle sticking to the base metal if it comes in contact with it and the weld process will stop. Test Question
Filler Metals: – – – Come in a variety of sizes, . 025” to 5/32” are the most common. The filler metal must be compatible to the base metal being welded. Deoxidizers are added to filler metals (ex. - silicon) to neutralize the oxidization caused by using O 2 or CO 2 in the shielding gasses.
Safety: u – – – – SAFETY Use full protective work clothing, i. e. leather jacket, helmet, gloves, etc. Weld in a shielded area to prevent “Flashes” to others. Always say cover before starting to weld. Provide for good ventilation. Do not stand over the flume. Use a respirator when possible. Use a lens appropriate to the amperage being used. High the amperage, the darker the lens. Do not handle hot metal with gloves or get them wet. The gloves will not insulate you from electricity if they are wet. Do not walk on the welding leads. Do not weld on any metal that has a coating on it, i. e. galvanized, paints, zinc, chrome, anodizing, etc.
Troubleshooting: Possible reasons the wire does not feed at the desired/constant rate; u – – – Tip is dirty or damaged. Liner is clogged or damaged. Guide tubes are dirty. Wrong size rollers or wrong type. Tension on feed roller system is too loose. Wire is restricted from feeding off of the spool (overlapped, tension too tight, spool is bound up, etc. )
Setting up the GMAW equipment. – – – – Visual check of all equipment. Look for damage to regulator and leads. Open cylinder slowly all the way as it is a high pressure cylinder. Set regulator to 18 -25 cubic feet per hour (CFH). Use the chart provided by the manufacture (If a chart is not provided, go to section XI. Below). Metal thickness/ position/ weld requirements are factors in determining which metal transfer process is selected. Make sure metal is clean and prepped to insure a quality weld. Insure proper grounding. Use trial and error method to determine proper settings and get desired results.
Steps to shutting down the GMAW process; – – – Release / disengage the wire feed roller system. Turn off gas source. Pull trigger and bleed gas. Undial/ relieve the regulator. Turn off machine and roll up leads. Clean-up area and cool all metal.
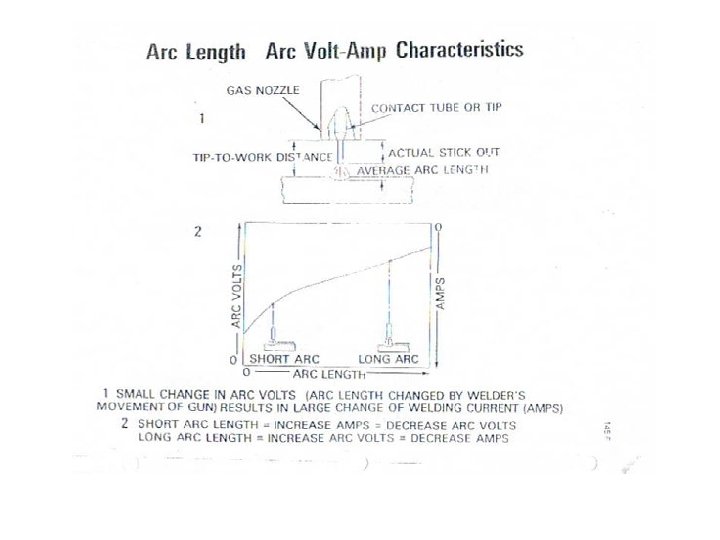
Setting up the GMAW machine without the aid of a chart. u u In the GMAW process, the Wire Feed Speed (WFS) controls the amperage and the voltage is adjusted by the voltage control. WFS may also be referred to as Inches Per Minute (IPM) as well. When making adjustment to the weld settings, it is recommended to only change one variable (WFS or Voltage) at a time. Pick a voltage setting (it may be easier to start with a low setting and work your way up). As you weld, turn the WFS up until you get the desired sound (smooth, consistent sound with no popping). Look at the weld, if it is too cold, turn the voltage up slightly. Run another bead and adjust the WFS until you get the desired sound. Look at the weld. Repeat the process until you get the desired weld. This process may vary with the metal transfer process you select. Experience and continual testing of welds will help you determine the characteristics of a quality weld.