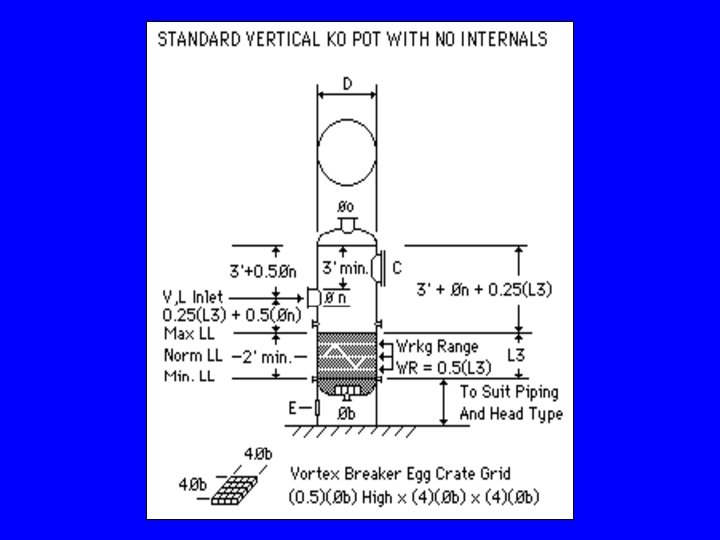
Design Of Vertical KnockOut Vessel With No Internals





, liquid")


: Calc CFS Of Vapor • CFS = Vapor cubic feet per second.")
: Calc ( C )( Re^2 ) • • • CRe^2 from Perry")
: Calc Drag Coefficient, C • Table 5 -22, Perry VI, Page 5")
: Calc Particle Reynolds Number, Re • Re = (CRe^2 / C)^0. 5")
: Calc Drop Out Velocity • Drop Out velocity, ut, from Perry VI")
: Calc Vessel Diameter • • • Area = (CFS / ut) =")
: Calc Ht. Above C. L. Of Inlet Nozzle, L 1 • L")
: Calc Liquid Vol, L 3, For Specified Retention Time • Cubic Ft.")
: Calc Liq Vol for minimum of 2 ft. Liquid. • Liq Vol")
: Select Maximum of L 3 Vol or L 2 ft. Vol. •")
: calculate L 3, ft. • L 3 = (Vol L 3)(4) /")
: Document Liquid Retention Time • Stated Liquid Retention Time Required from Max")
: Calculate L 2 • L 2 is the height from the C.")
: Calculate t-t Length • • • L total t-t = L 1")






- Slides: 29
Design Of Vertical Knock-Out Vessel With No Internals • Favorable Inlet 2 phase flow regime • Particle Dynamics – Separation of Liquid Droplets in Vapor Stream • Chem Eng Handbook, Perry VI Eq 5 -263, page 5 -66 • Liquid Retention Time • Pressure Vessel Economics
Types of Vertical KO Vessels • • Vertical – No Internals Vertical – With Demister Mesh Peerless - In-line or Vari-line Vanes Peerless Vane Type Line Separator FWG – Vertical Flow Chevron Vanes Cyclone With Tangential Inlet Entry Porta-Test Centripetal Flow Type
Types Of Horizontal KO Pots • • API-521 Horizontal With No Internals API-521 Horizontal With Mesh Pad Wu – Horizontal With Extended Inlet FWG – Horizontal Flow Chevron Type Porta-Test Recycling Separator Peerless Horizontal Gas Separator Kettle Refrigeration Exchanger
This Presentation Considers • Vertical KO Vessel With No Internals • Vertical KO With Mesh Pad
Problem Statement • Design a KO Pot to separate 49, 423 lb/hr of vapor from 382, 290 lb/hr of liquid. • Working Range liquid level holdup shall be +/- 2 minutes on normal liquid level. • Provide 2 minutes liquid holdup from high opg LL to Max LL. • Provide 2 minutes liquid holdup from low opg LL to Min. LL. • Total Liquid Retention time = 8 minutes.
First Design Consideration • As the liquid rate is high (382, 290 lb/hr), liquid volume will probably be the controlling design factor. • Consider using a Standard Vertical KO Pot with No Internals.
Problem Statement Cont’d • Vapor Destination – centrifugal compressor. • Liquid Destination – C 2 Splitter reflux. • Compressor Spec – To prevent damage to the compressor, the liquid droplet size in the inlet vapor stream shall not exceed a particle diameter, Dp, of 150 to 300 microns. • Design Spec – To achieve a goal of 150 microns, design the KO Pot for a particle diameter, Dp = 100 microns (or smaller).
Summary Of All Req’d Input
Step (1): Calc CFS Of Vapor • CFS = Vapor cubic feet per second. • CFS Vapor = Wv / 3600 / Dv. • CFS Vapor = 16. 29 cubic ft. per sec.
Step (2): Calc ( C )( Re^2 ) • • • CRe^2 from Perry VI - Eq 5 -263 CRe^2 = (A)( Constant) A = (Dp/304800)^3 (DL - Dv)(Dv) / c. P^2 Constant = (4*32. 2/3/0. 00067197^2) CRe^2 = 1, 411. 49 Where C = Drag Coefficient Re = Particle Reynolds Number
Step (3): Calc Drag Coefficient, C • Table 5 -22, Perry VI, Page 5 -67, gives C values versus CRe^2. These values have been curve fitted to a polynomial for the Re range 0. 1 to 2, 000 as follows: • C = EXP(6. 496 -1. 1478*LN(CRe^2) +0. 058065*LN(CRe^2)^2 0. 00097081*LN(CRe^2)^3) • C = 2. 35 for the example presented
Step (4): Calc Particle Reynolds Number, Re • Re = (CRe^2 / C)^0. 5 • Re = 24. 5 • Re falls within range 0. 1 < Re < 2, 000 OK to proceed to Step (5)
Step (5): Calc Drop Out Velocity • Drop Out velocity, ut, from Perry VI Eq 5 -264. • Ut = [Re / C*4*32. 2 *c. P* 0. 00067197 *(DL-Dv) / 3 / Dv^2]^0. 333333. • Ut = 0. 4659 ft. /sec.
Step (6): Calc Vessel Diameter • • • Area = (CFS / ut) = (3. 14 / 4 )(D)^2. KO Dia = (CFS / ut /0. 785)^0. 5. KO Dia = 6. 67 ft. Round Diameter to Nearest 3. ” Rounded Diameter = 7’ 0. ”
Step (7): Calc Ht. Above C. L. Of Inlet Nozzle, L 1 • L 1 Vapor ht. Referenced to C. L. Of inlet nozzle. • L 1 Vapor ht. = 3 ft. + 0. 5(Noz Diam. ). • L 1 Vapor ht. = 3. 83 ft. (C. L. to top t-L). • See Design Uncertainty at end of this report for future addition of a demister pad, if required.
Step (8): Calc Liquid Vol, L 3, For Specified Retention Time • Cubic Ft. Of Liquid = Vol L 3. • Vol L 3 = (WL)(Ø min. ) / DL / 60 cu. ft. • Vol L 3 = 1, 629. 02 cu. Ft.
Step (9): Calc Liq Vol for minimum of 2 ft. Liquid. • Liq Vol For 2 Ft. Minimum Liq Vol = Vol L 2 ft. = (p)(2)(Dia)^2 / 4. • Vol L 2 ft. = 76. 97 cu. Ft.
Step (10): Select Maximum of L 3 Vol or L 2 ft. Vol. • Vol L 3 = 1, 629. 02 cu. Ft. • Vol L 2 = 76. 97 ft. cu. Ft. = cu. Ft. • Max Liquid Vol = 1, 629. 02 cu. Ft.
Step (11): calculate L 3, ft. • L 3 = (Vol L 3)(4) / (p)(Vessel Dia)^2. • L 3 = 42. 33 ft. • This makes the vessel roughly 7 ft. in diam with an unusually high liquid level (L 3).
Step (12): Document Liquid Retention Time • Stated Liquid Retention Time Required from Max to Min Liquid Level = 8 minutes.
Step (13): Calculate L 2 • L 2 is the height from the C. L. of the inlet nozzle to the max Liquid level. • L 2 = 0. 25(L 3) + 0. 5(Inlet Nozzle dia. ). • L 2 = (0. 25)(42. 33) + (0. 5)(20/12) =11. 42 ft.
Step (14): Calculate t-t Length • • • L total t-t = L 1 + L 2 + L 3. L total t-t = 3. 83 + 11. 42 + 42. 33. L total t-t = 57. 58. L/D = 57. 58 / 6. 67 = 8. 63. Economic L/D range between 3 to 4. Repeat Process with lower Dp to increase dia and lower t-t length. • Second Pass. Try Dp = 50 microns.
Summary
Vertical KO Pot with Demister Pad
Design Basis • Design is vapor liquid systems with lower liquid rates. • The particl size is usually set at a default value of 500 microns, which is rain drop sized particles. • The wire mesh demister pad is usually 6 to 12 inches thick. • The vapor stream will exit with liquid drops no greater than 3 microns.
Design Procedure • The design procedure is exactly the same as for KO Pots without internals. • Set the particle size at 500 microns and proceed as before till an economic vessel with and L/D range of 3 to 4 is found.
Design Uncertainty • If the design is based on a vertical vessel with no internals and there is some uncertainty that the KO Pot will achieve the desired liquid particle size, provision can be made to add a wire mesh demister pad at a later date.
Future Demister Pad • Make L 1 a minimum of 3 ft. + 0. 5(inlet nozzle dia. ) for vessel diameters 4 ft. and smaller. • For vessels larger than 4 ft. in dia. , make L 1 = 0. 75(Vessel dia. ). • This will allow room to add a demister at a later date, if needed.