Unit 47 Lathe Tools Lathe cutting tools Types








")







- Slides: 18
Unit 47 Lathe Tools
Lathe cutting tools
Type’s of lathe tool’s
Video
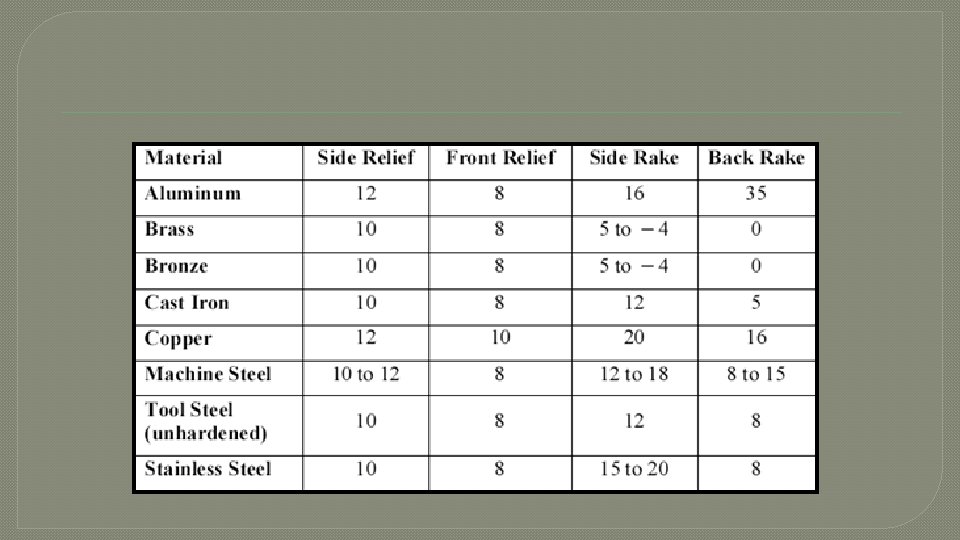
Cutting-Tool Terms Rake angle: • Ground on a tool to provide a smooth flow of the chip over the tool so as to move it away from the work piece Back Rake angle • Ground on the face of the tool • Influences the angle at which chip leaves the nose of the tool • Generally 8 - 100 Side Rake angle • Ground on the tool face away from the cutting edge • Influences the angle at which the chip leaves the work piece 5
Rake angles:
Rake angle � is provided for ease of chip flow and overall machining. Positive rake – helps reduce cutting force and thus cutting power requirement. � Negative rake – to increase edge-strength and life of the tool � Zero rake – to simplify design and manufacture of the form tools. �
Cutting-Tool Terms Relief or Clearance angle: • Ground on the end and side faces of a tool to prevent it from rubbing on the work piece. • To enable only the cutting edge to touch the work piece. Side Relief angle: • Angle ground directly below the cutting edge on the flank of the tool End Relief angle: • Angle ground from the nose of the tool 8
Clearance angle �Clearance angle is essentially provided to avoid rubbing of the tool (flank) with the machined surface which causes loss of energy and damages of both the tool and the job surface. �Hence, clearance angle is a must and must be positive (3 o ~ 15 o depending upon tool-work materials and type of the machining operations like turning, drilling, boring etc. )
Chip breakers � Continuous machining like turning of ductile metals, unlike brittle metals like grey cast iron, produce continuous chips, which leads to handling and disposal problems. � Becomes dangerous to the operator and the other people working in the vicinity � May impair the finished surface by entangling with the rotating job � Creates difficulties in chip disposal.
Swarf
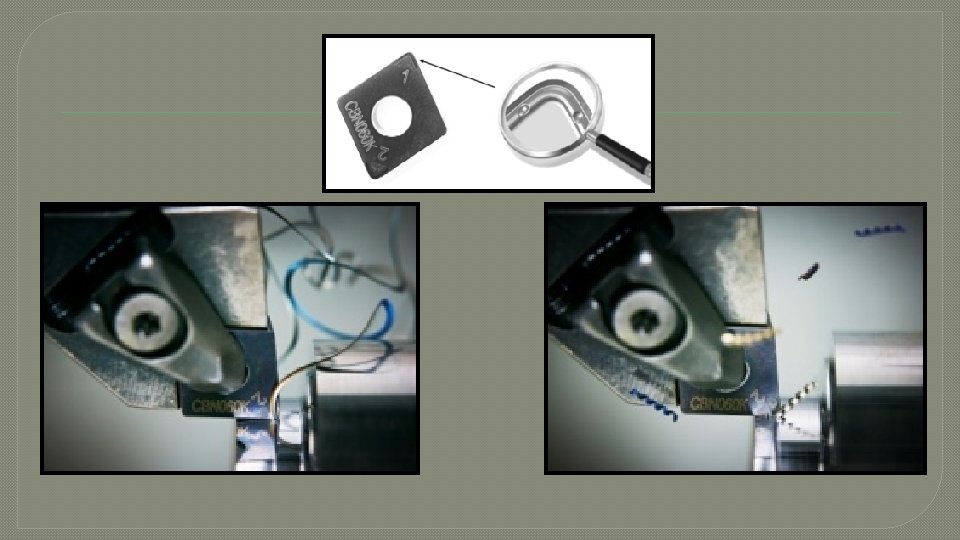
Chip breakers � Chip breakers are basically of two types : � In-built type � Clamped or attachment type � In-built breakers are in the form of step or groove at the rake surface near the cutting edges of the tools. chip breaker chip breake r 2
Non-chip-forming cutting �A term used to describe cutting methods that do not result in chips of material being formed. � These methods are very clean and include, for example, laser or water -jet cutting, where the material is blasted or vaporized leaving no " chips". � Laser � water � roll form tap � roll tap
Clamped or attachment type
Carbide tips will have the chip breaker incorporated into their design
Turning questions. Hand out.