PDT 417 MODERN GRINDING TECHNOLOGY GRINDING PROCESS CONTROL










 sensors for")

 Modules • Sensors are")


- Slides: 18
PDT 417: MODERN GRINDING TECHNOLOGY GRINDING PROCESS CONTROL Prepared by: Ahmad Fairuz Bin Mansor Universiti Malaysia Perlis (Uni. MAP) 2016
Introduction • Process variability: Grinding processes are subject to variations in size, shape, surface roughness, forces, deflections, and temperatures. • Variations occur owing to varying wheel condition including wheel wear, wheel shape, vibrations, and wheel roughness. • Fundamentally, this variability depends on the type of grinding wheel employed, on the process feeds and speeds, and on other factors such as the quality of the grinding machine and the nature of the dressing process.
Introduction • Control capability: Control capability is the ability of the machine to control feed position, feed rate, and dwell period and to compensate for wheel wear, dresser wear, and temperature rise. • Some machines are better at control capability than others and some are better at compensating for basic process variability. • Within the basic capability of the machine there is scope for the engineer to adopt strategies for improving control capability.
Process Variability • After grinding a batch of parts, measurement shows that some parts are slightly smaller or bigger in size than others. • Variations also occur in shape, surface roughness, surface hardness, and surface stresses. • The variations are related to grinding forces, mechanical and thermal deflections, wheel wear, and contact temperatures.
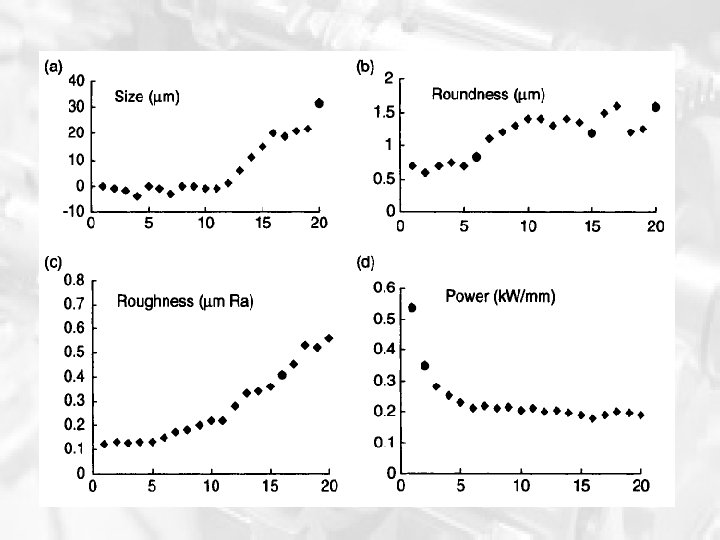
Process Variability • Variations in size, roundness, and roughness all increase as the number of parts increase as shown in the figure. • A process control strategy must decide how best to set up the process to meet the designers’ part tolerances. • Before discussing control, it would be interesting to see why the sizes follow a pattern.
Process Variability • There are two causes of size change: ü First, as the wheel wears, it gets smaller. ü Second, the sharpness changes so that forces either increase or reduce. • The process trends can be explained from the effect on grinding power. Initially after dressing, power is high but rapidly drops as grinding proceeds. • This reduces forces and deflections so that sizes reduce. At the same time, however, wheel wear means a smaller wheel which increases size. • Initially, the two opposing trends balance. Later, as power stabilises, the wheel wear trend dominates.
Size Variations due to Dresser Wear • Each time the wheel is dressed the wheel size is reduced. • This means an adjustment is required to the grinding depth of cut to allow for the reduced wheel size after dressing. • The adjustment can be made by applying a “position offset” equal to the dressing depth after each dressing pass. • Another method commonly adopted is to use the dressing tool as a datum for re-setting a size. By mounting the dressing tool on the work table, the grinding wheel is automatically advanced towards the work table with each dressing cut. • This provides an automatic size adjustment for change in wheel diameter due to dressing.
Size Variations due to Dresser Wear • The procedure works very well except that the dresser wear allows errors to build up in the process. • In effect, the system acts as though the grinding wheel is smaller than it is because the dresser removes less from the wheel than it should due to wear. • Replacing a single-point dressing tool with a multi -point tool reduces the errors, but a better method of holding a precise tolerance is to introduce in-process size gauging and compensation.
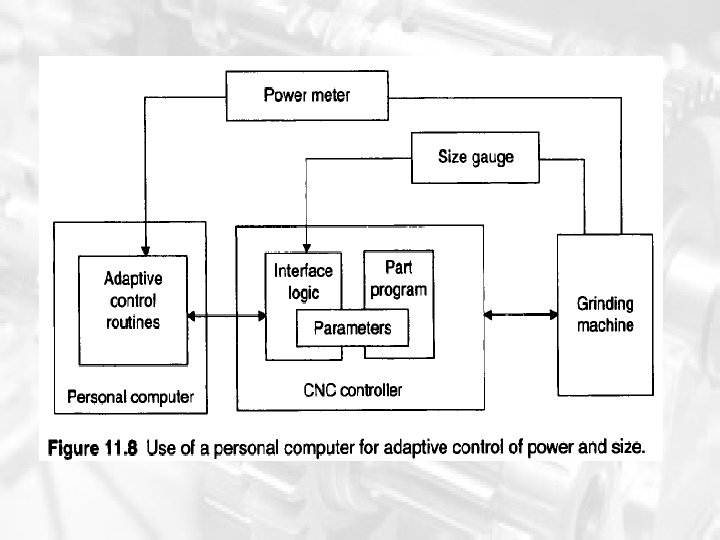
Intelligent Control of Grinding • Grinding is widely used for finishing parts to achieve close tolerances and low values of surface roughness. • However, variations occur as grinding forces change and consequently machining conditions may need to change. • Intelligent control monitors sensors installed on the grinding machine. • Sensor information is analysed and grinding conditions continually modified to maintain quality. • A schematic arrangement of an intelligent control system is shown in Fig. 11. 8.
Intelligent Control of Grinding • In Fig. 11. 8, two additional sensors are introduced for adaptive control. • The first is a diameter gauge and the second is a power sensor. • Force sensors can be used instead of a power sensor and may actually give better results. • However, power sensing is usually more convenient. • A power sensor may already be available from the motor control system.
Intelligent Control of Grinding • Other sensors available include acoustic emission (AE) sensors for gap elimination which are available in the same way as diameter gauging from specialist manufacturers for use with grinding machines. • It is also possible to incorporate vibration sensors or temperature sensors in the machine.
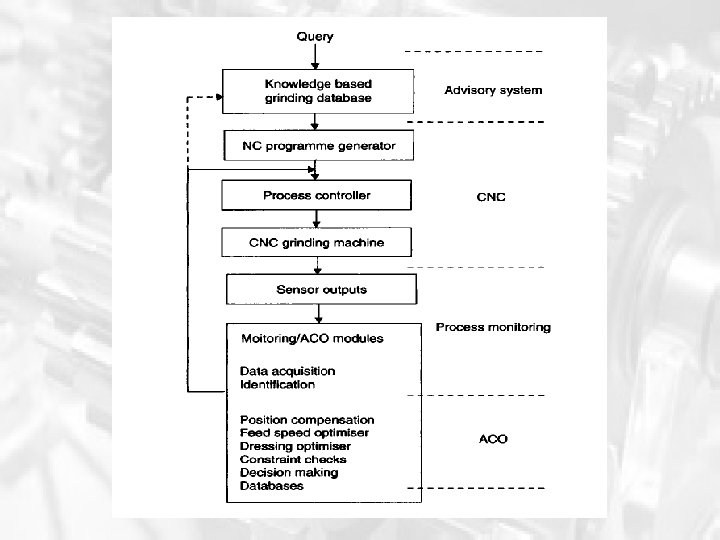
Knowledge-Based Intelligent Control Systems • Many techniques have been proposed for intelligent control systems for grinding. • Techniques range from advisory systems for selecting grinding conditions before a grinding operation starts to adaptive control techniques for process optimisation as a process proceeds.
Knowledge-Based Intelligent Control Systems Monitoring and Adaptive Control Optimisation (ACO) Modules • Sensors are only useful if action is taken as a consequence of the sensor information. • In a manual system, action may be taken by operator intervention to re-dress the grinding wheel, for example. • The monitoring and ACO modules analyse data from sensors or from operator inputs and by reference to rules and process modules takes appropriate decisions to optimise performance.
Knowledge-Based Intelligent Control Systems • Feedback from the ACO modules is essential to keep the database up to date. • The use of ACO modules to optimise feed rate and dwell have already been discussed in the previous sections.
The End Q&A