Cutting Speed Feed and Depth of Cut Lathe


 may be defined as the rate at")










- Slides: 14
Cutting Speed, Feed, and Depth of Cut & Lathe Safety Prepared By: Gp Capt Dr. Hamid Ullah Khan Niazi
Learning Objectives Cutting Speed, feed and depth of cut are three important factors in order to calculate the efficiency of lathe machine and therefore its necessary to have a hands on expertise on adjusting the best cutting speed and practice feed and depth of cut to get maximum results on a lathe machine.
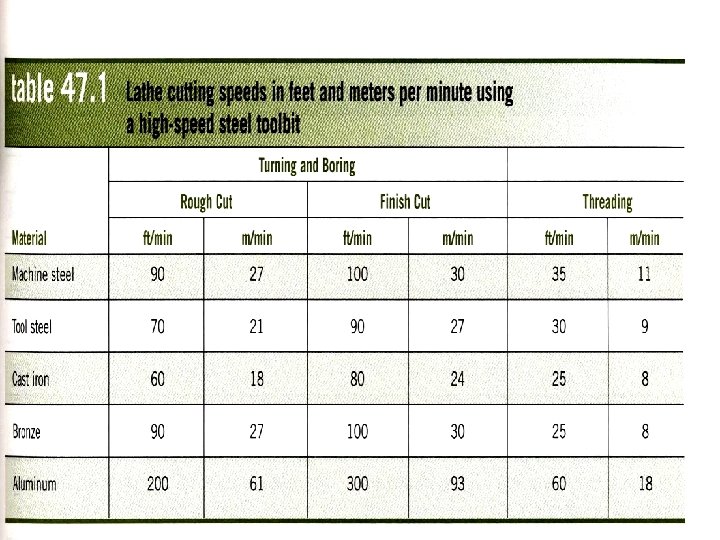
Cutting Speed Lathe work cutting speed (CS) may be defined as the rate at which a point on the work circumference travels past the cutting tool. For instance, if a metal has a CS of 90 ft/min, the spindle speed must be set so that 90 ft of the work circumference will pass the cutting tool in 1 min. Cutting speed is expressed in feet per minute (ft/min) or in meters per minute (m/min). If the CS is too high, the cutting tool edge breaks down rapidly, With too slow a CS, time will be lost for the machining operation, resulting in low production rates. the CS for high speed steel tools listed in Table 47. 1 To calculate the lathe spindle speed in revolutions per minute (r/min), n n the CS of the metal the diameter of the work must be known. Where D is the diameter in ft CS is the cutting speed in ft/min Where D is the diameter in inches or mm CS is the cutting speed ft/min or m/min
Lathe Feed The feed of a lathe : the distance the cutting tool advances along the length of the work for every revolution of the spindle feed is dependent on the speed of the lead screw or feed rod; which is controlled by the change gears in the quick-change gearbox
Type of cuts Two cuts should be taken to bring a diameter to size: n n A Roughing Cut : the purpose of a roughing cut is to remove excess material quickly and surface finish is not too important, a coarse feed should be used 0. 010 to 0. 015 in. (0. 25 to 0. 4 mm) feed for roughing A Finishing Cut: The finishing cut is used to bring the diameter to size and produce a good surface fin ish, and therefore a fine feed should be used. 0. 003 to 0. 005 in. (0. 07 to 0. 012 mm) feed for finishing is recommended. Table 47. 2 lists the recommended feeds for cutting various materials when a high speed steel cutting tool is used.
Table 47. 2
DEPTH OF CUT Depth Of Cut : the depth of the chip taken by the cutting tool and is one half the total amount removed from the workpiece in one cut. When machining a work piece, take only one roughing and one finishing cut if possible. If much material must be removed, the roughing cut should be as deep as possible to reduce the diameter to within. 030 to. 040 in. (0. 76 to 1 mm) of the size required. The depth of a rough turning cut will depend on the following factors: n n The condition of the machine The type and shape of the cutting tool used The rigidity of the workpiece, the machine, and the cutting tool The rate of feed The depth of a finish turning cut will depend on n the type of work the finish required. In any case, it should not be less than. 005 in. (0. 13 mm).
Graduated Micrometer Collars When the diameter of a workpiece must be turned to an accurate size, graduated micrometer collars should be used. The collars on lathes using the inch system of measurement are usually graduated in thousandths of an inch (. 001). The micrometer collars on lathes using the metric system of measurement are usually graduated in steps of two hundredths of a millimeter (0. 02 mm). Remember that, since material is removed from the entire circumference, the cutting tool should be moved in only half the amount of material to be removed. Note: Some industrial machines may have collars have a much finer in feed possible.
HINTS ON GRADUATED COLLAR USE Read it yourself
Calculating Machining Time The following formula may be applied to calculate the time required to machine a workpiece: Example Pg 315 of book
Lathe Safety Covered in the lab Read it yourself. Safety Precautions are displayed everywhere in the workshop
Summary In order to operate a lathe efficiently, the engineer/ machinist must consider the importance of cutting speeds and feeds. Much time may be lost if the lathe is not set at the proper spindle speed and if the proper feed rate is not selected.
Questions and Queries? Thank you