APRTS Ksztette Varga Istvn VEGYSZETILELMISZERIPARI KZPISKOLA CSKA varga







 jellemezhető, ami")



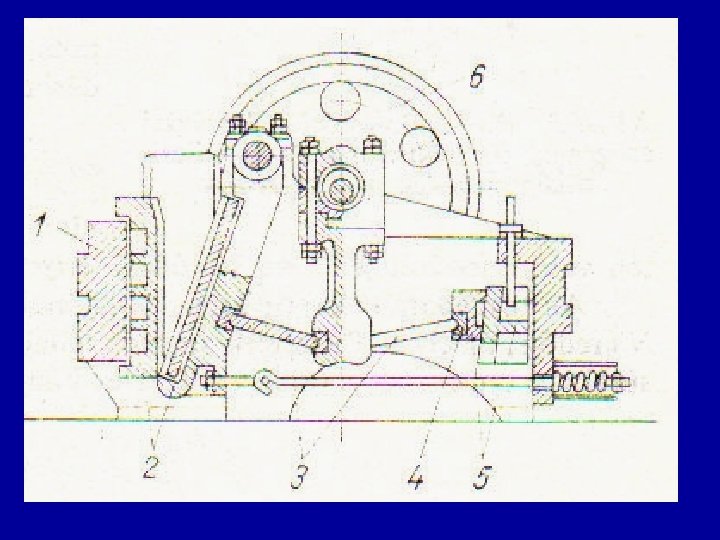
 féle kétingás pofástörő. 1 - Álló pofa; 2 - Lengő pofa; 3")




 1, 2 - Forgótárcsák; 3 - Pálcák; 4, 5 - Tengelyek;")

![A malom kritikus és optimális fordulatszáma D – a malom átmérője [m]](https://slidetodoc.com/presentation_image_h2/bdd66f91dd29aafb8c47809323a22529/image-20.jpg "A malom kritikus és optimális fordulatszáma D – a malom átmérője [m]")




- Slides: 24
APRÍTÁS Készítette: Varga István VEGYÉSZETI-ÉLELMISZERIPARI KÖZÉPISKOLA CSÓKA varga. i@neobee. net
§ Aprításnak nevezzük azt a mechanikai műveletet, amely során nagyobb darabos, szemcsés anyagot kisebb darab, -szemcsenagyságra alakítunk. Ø A szilárd anyagokon végbemenő kémiai változások sebessége egyenesen arányos az anyag felületével. Amennyiben az adott anyagot kisebb darabokra aprítjuk, annak összfelülete megnövekszik, így a kémiai változások is gyorsabbak lesznek.
Az aprítandó anyagok szilárdsági tulajdonságai alapján megkülönböztetünk: ü Lágy, ü Közepes keménységű és ü Kemény anyagokat. Az aprítandó anyagok szerkezeti tulajdonságaik alapján lehetnek: Ø Ridegek, Ø Szívósak, Ø Képlékenyek.
Ø A rideg anyag jellemzője, hogy erőhatásra nem képes maradó alakváltozást elszenvedni. Rugalmassága nagyon kicsi. Ha ezt a rugalmassági határt az erőhatás meghaladja, az anyag kisebb darabokra hullik szét. Rideg anyagnak tekinthető, pl. a kő, öntöttvas, üveg.
Ø A szívós anyagok rugalmasak. Erőhatásokra maradandó alakváltozást is kibírnak. Ilyen anyagok, pl. a bőr, gumi, nemesacélok. Ø A képlékeny anyagok egyáltalában nem képesek rugalmas alakváltozást szenvedni, hanem képlékenységi fokuknak megfelelően több-kevesebb, de mindig maradó alakváltozást mutatnak. Ilyen anyagok, pl. a nedves agyag szappan, vaj, különböző masszák.
Aprítási módok Törés Hasítás Dörzsölés Ütés
Az aprítófelületek kiképzése
Az aprítási fok fogalma q. Az aprítás eredménye az aprítási fokkal (i) jellemezhető, ami egyenlő az anyagdarab aprítás előtti D közepes jellemző mérete és a darab aprítás utáni d közepes jellemző mérete arányával: i=D/d
Aprítóberendezések Legáltalánosabban elfogadott az aprítási fokon alapuló csoportosítás, amely szerint megkülönböztetjük § a durva aprítás berendezéseit: a törőket és § a finom aprítás berendezéseit: a malmokat.
A törőknél további két csoport különböztethető meg: ØNyomással működő törők és ØÜtéssel működő törők.
A malmokat öt csoportra oszthatjuk: 1. Nyomással működő malmok, 2. Ütéssel működő malmok, 3. Nyomással és dörzsöléssel működő malmok. 4. Ütéssel és dörzsöléssel működő malmok valamint 5. Hasítással működő malmok.
Blake-(ejtsd blék) féle kétingás pofástörő. 1 - Álló pofa; 2 - Lengő pofa; 3 - Excenteres (körhagyó) tengely; 4 - Hajtórúd; 5 - Elülső tolólap; 6 - Hátsó tolólap; 7 - Húzórúd; 8 - Rugó; 9 - Szabályozóék.
A pofástörő teljesítménye d – a résnyílás legnagyobb mérete s - a résnyílás legkisebb mérete α - a pofanyílás szöge b – a törőtér szélessége n – a hajtótengely fordulatszáma φ - az ún. térkitöltési tényező. Értéke 0, 25 – 0, 75 között változhat.
Kúpos törő
Hengeres törő 1 - Henger az álló csapágyakkal; 2 - Henger a mozgó csapágyakkal; 3 - Géptest; 4 - Rugó.
A hengeres törő teljesítménye n – a hengerek fordulatszáma D – a hengerek átmérője L - a hengerek hossza S - a hengerek közötti rés szélessége ρ - az aprítandó anyag sűrűsége μ - aprítási tényező, értéke 0, 2 - 0, 3 között változhat.
Verőtárcsás malmok (dezintegrátor) 1, 2 - Forgótárcsák; 3 - Pálcák; 4, 5 - Tengelyek; 6, 7 – Hajtótárcsák; 8 - Adagolótölcsér.
Golyós malom
A malom kritikus és optimális fordulatszáma D – a malom átmérője [m]
1 – Anyagbelépés 3 – Dob 5 – Örlőközeg 2 – Anyagkilépés 4 – Fogaskerék 6 – Szita.
Görgőjárat
Kolloidmalom
Késesmalom 1 - Forgórész; 2 - Kés; 3 - Állórész; 4 - Kés; 5 - Adagoló; 6 - Szita.