ZLIEVARENSTVO spsob vroby odliatkov pri ktorom sa roztaven

ZLIEVARENSTVO - spôsob výroby odliatkov, pri ktorom sa roztavený kov vlieva do dutiny formy, v ktorej nastáva tuhnutie taveniny a získava sa tzv. surový odliatok. Po odstránení vtokovej a náliatkovej sústavy sa získava tzv. hrubý odliatok a po jeho opracovaní podľa konštrukčného výkresu súčiastky čistý odliatok. Pre hospodárnu výrobu odliatkov s požadovanou kvalitou sa vyžaduje, aby odlievané kovy spĺňali optimálne vlastnosti - zlievarenské vlastnosti. roztavený kov dutina formy tuhnutie taveniny Zlievarenské vlastnosti: - taviteľnosť, - tekutosť, - zabiehavosť, - rozpustnosť plynov, - odmiešavanie, - zmrašťovanie. surový odliatok

Základy technológie zlievania Hmotnosť odliatkov g 100 t Spolupráca medzi konštruktérom a zlievarenským technológom

Postup zaformovania modelu
 -počet")
Technologický postup výroby odliatku Základné údaje: -strojnícky výkres súčiastky (tvar, rozmery, materiál, presnosť) -počet odliatkov. A) Určí sa spôsob výroby, ktorý zohľadňuje požadovaný počet kusov, hmotnosť a presnosť. B) Návrh modelového zariadenia - (modelu) a) voľba materiálu modelu b) voľba deliacej plochy c) stanovenie celkových prídavkov-zmraštenie, obrábanie, technologické prídavky-úkosy, polomery zaoblenia. d) rozhodnutie o predlievaní otvorov, stanovenie tvaru a počtu jadier e) určenie rozmerov známok
 Voľba spôsobu výroby foriem z hľadiska -voľby formovacích materiálov (plnivo a pojivo) -spôsobov")
C) Voľba spôsobu výroby foriem z hľadiska -voľby formovacích materiálov (plnivo a pojivo) -spôsobov používaných v zlievarni -voľby formovacích rámov (veľkosť, tvar, materiál) -sériovosť výroby (ručné, strojné) D) Voľba spôsobu výroby jadier E) Výpočet vtokovej sústavy Určenie tepelných uzlov, stanovenie miest náliatkov a chladidiel, výpočet veľkosti náliatkov F) G) Určenie (druh a počet modelov, modelové dosky, formovacie rámy, spotreba formovacej zmesi) H) Určenie (teplota liatia, doba liatia, zaťažovanie foriem) I) Výpočet doby chladnutia K) Určenie tepelného spracovania L) Určenie kontroly a preberacích predpisov podľa zákazníka (STN)
 Usmernené tuhnutie – odvod tepla b)")
Voľba polohy odliatku vo forme pri odlievaní a) Usmernené tuhnutie – odvod tepla b) Funkčne dôležité plochy väčších hrúbok do dolnej časti formy u sivej liatiny, u oceľových odliatkov do hornej časti – náliatky c) Spoľahlivé uloženie jadier d) Uloženie tenkých stien do dolnej časti formy pod určitým uhlom, alebo zvisle. Voľba deliacej plochy - zásady a) b) c) d) e) Čo najmenší počet jadier Dosiahnutie minimálnej výšky formy Umiestniť základné prvky odliatku do jednej polovice formy Uložiť hlavné jadrá v dolnej polovici formy Získať rovnú deliacu plochu

Modelové zariadenie Modely, šablóny, jadrovníky, pôdnice a modelové dosky Modely sú prípravky na vytvorenie dutiny vo forme, ktoré zohľadňujú: zmraštenie, prídavky na obrábanie, technologické prídavky, úkosy. A – pre neopracované plochy a je najčastejším úkosom B - ak je možné zmenšiť rozmery bez porušenia funkčnosti C – pri obrábaných plochách

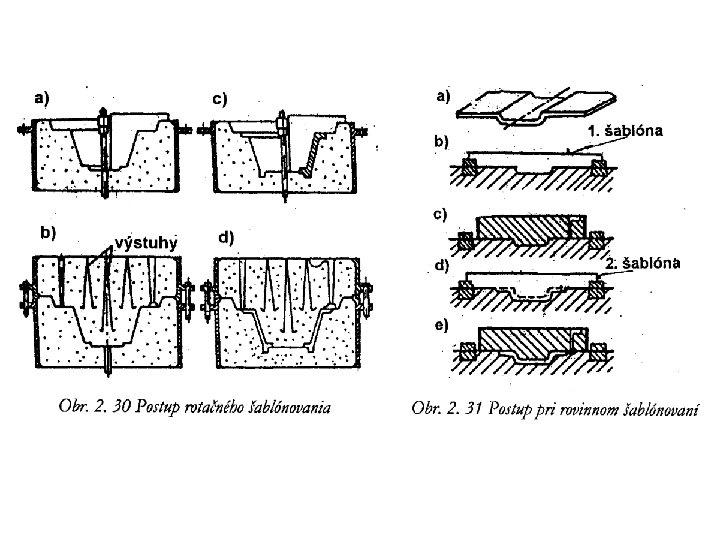
Stupňe presnosti odliatkov a modelových zariadení – STN 01 4470 Šablónovacie zariadenia Slúžia na výrobu foriem a jadier, pozostávajú z vodiaceho zariadenia a vlastnej šablóny. Šablónovanie: rotačné, pozdĺžne a priečne.

Jadrovníky Vnútorné dutiny a otvory v odliatku sa vytvárajú pomocou zvláštnych častí foriem – jadrá. Známky jadier sú predĺžené časti jadier, ktorými sú jadrá uložené vo forme do známkových lôžok, vytvorených známkami na modeli. Známky zvislých jadier majú kúželový tvar.

Pôdnice a modelové dosky Pôdnica je podložka, na ktorú sa dávajú modely alebo časti modelov pri ručnom formovaní. Pri strojnom formovaní sa v sériovej výrobe a hromadnej výrobe používajú modelové dosky s upevnenou polovicou modelu, včítane častí modelu vtokovej sústavy a s vodiacimi kolíkmi
 Vtoková")
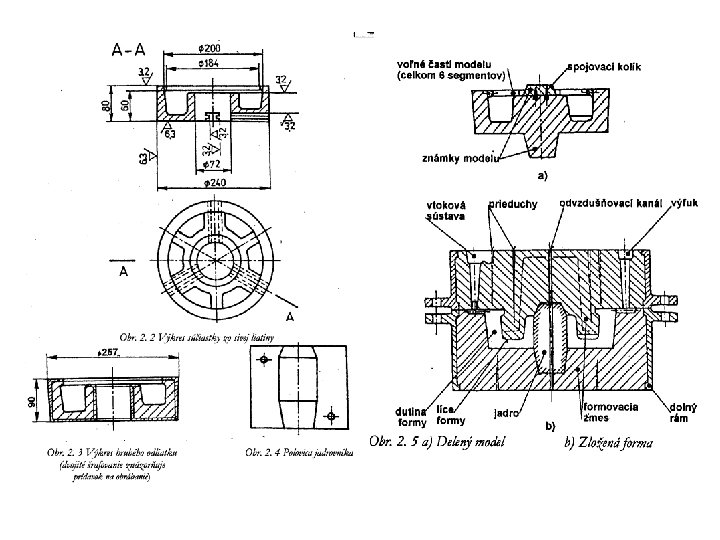
Príslušenstvo modelového zariadenia Modely vtokovej sústavy, modely náliatkov a chladidiel. Vtoková sústava a) Vtoková jamka b) Vtokový kanál c) Troskový, alebo rozvádzací kanál d) Zárezy • Výfuk

Vtoková jamka Vtokový kanál Lapač trosky Zárezy

Formovacie rámy

Zlievarenské formovacie materiály

Formovanie na model

Vloženie jadra na miesta známkových lôžok
- Slides: 24