ZKLADY STROJRSKEJ VROBY 1 Technologick postup vroby vkovku

ZÁKLADY STROJÁRSKEJ VÝROBY 1. Technologický postup výroby výkovku - príklad Cvičenie č. 7
 Nákres ozubeného kolesa č. 2)")
1. Technologický postup výroby výkovku ÚLOHY : č. 1) Nákres ozubeného kolesa č. 2) Voľba deliacej roviny č. 3) Voľba prídavkov na obrábanie č. 4) Predkovanie otvorov, voľba blany č. 5) Voľba bočných úkosov č. 6) Voľba zaoblenia hrán a prechodov č. 7) Odchýlky rozmerov a tvarov č. 8) Tepelné spracovanie výkovkov č. 9) Výkres výkovku

Nákres ozubeného kolesa

Voľba deliacej roviny Ø Deliaca rovina sa volí z dôvodu ľahkého vyberania výkovku z dutiny Ø Volíme ju v dvoch najväčších navzájom kolmých rozmeroch výkovku

Voľba prídavkov na obrábanie Ø Prídavky na obrábanie môžeme určovať podľa normy alebo podľa praktických skúseností

Predkovanie otvorov, voľba blany Ø Predkovanie otvorov slúži na úsporu materiálu a času potrebného na nasledujúce obrábanie

Voľba bočných úkosov Ø Bočné úkosy uľahčujú uvoľnenie výkovku z dutiny Ø Veľkosť bočných úkosov sa volí na základe normy

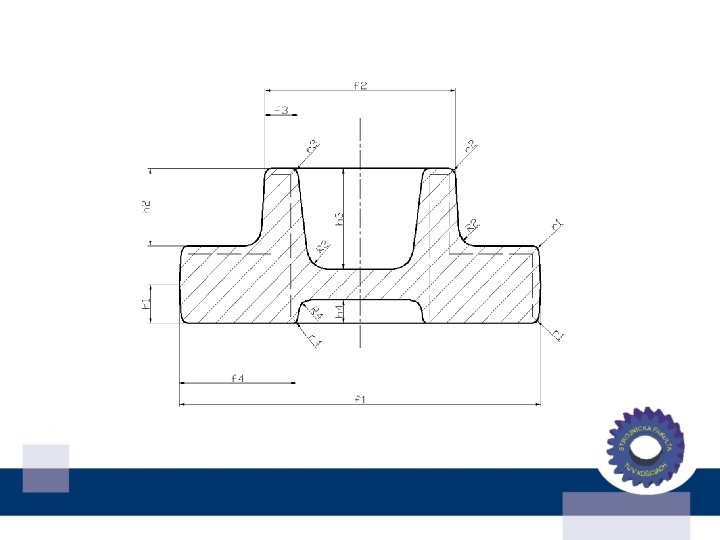
Voľba zaoblenia hrán a prechodov Ø Veľkosť zaoblení hrán r a prechodov R sa určuje na základe pomerov výšok h ku dĺžkam f a normy h 1/f 1 =x , 38/189, 6 = 0, 2 polomer r 1 =3 mm h 2/f 2 =x , 38/96 = 0, 40 polomer r 2 =3 mm a R 2 = 8 mm h 3/f 3 =x , 49, 5 /16 = 3, 09 polomer r 3 =4 mm a R 3 = 12 mm h 4/f 4 =x , 11, 5/62, 8 = 0, 183 polomer r 4 =2 mm a R 4 = 6 mm

Odchýlky rozmerov a tvarov

Tepelné spracovanie výkovkov Ø Podľa chemického zloženia a požiadaviek výroby sa výkovky normalizačne žihajú Ø Žihajú sa na mäkko alebo izotermicky žihajú Ø V niektorých prípadoch sa výkoky aj zošľachtujú

Požiadavky na výkres výkovku Ø Úplné zobrazenie súčiastky Ø Kóty určujúce všetky rozmery súčiastky Ø Všetky plochy určené k obrábaniu po kovaní sú označené značkou drsnosti Ø Predpis presnosti netolerovaných obrábaných plôch Ø Predpis tepelného spracovania Ø Organizačné údaje Ø Prídavky na skúšku, upínacie plochy a pod.

Chyby výkovkov a ich príčiny Vnútorné dutiny Ø Objavujú sa v strednej časti výkovku ako dôsledok neúmerne veľkej deformácie Zákovok Ø Je v podstate prerušenie vlákien, ktoré može viest ku vzniku trhlín pri obrábaní Trhliny Ø Príčinou ich vzniku je prehriatie alebo spálená štruktúra Ø Veľká rýchlosť kovania alebo prítomnosť plynu pod povrchom materiálu

Praskliny Ø Pozdĺžne a priečne praskliny vznikajú pri rýchlom ohreve alebo chladnutí Ø Pri nízkych kovacích teplotách
![Použitá literatúra: [1] Výkovky: Dostupný na WWW: <http: //dokumenty. uk. fme. vutbr. cz/pr edmety_omk/2](http://slidetodoc.com/presentation_image_h/2fa692522082b86f785f173a2aeca6df/image-15.jpg "Použitá literatúra: [1] Výkovky: Dostupný na WWW: <http: //dokumenty. uk. fme. vutbr. cz/pr edmety_omk/2")
Použitá literatúra: [1] Výkovky: Dostupný na WWW: <http: //dokumenty. uk. fme. vutbr. cz/pr edmety_omk/2 k/PC 3. pdf> [online] [26. 1. 2013] [2] TRIANGOLO: Dostupný na WWW: <http: //www. triangolo. cz/vyrobnimoznosti/ultrazvukove-zkouskyvykovku. html> [online] [26. 1. 2013]

DAKUJEM VÁM ZA POZORNOSŤ
- Slides: 16