YZEY PRZLL Ortalama yzey przll lerleme mm Kesici
 : Kesici uç radyusu (mm)")
 Koordinat Ölçülendirme Şekilde mutlak ölçülendirme: 1 numaralı yerin koordinatı :")
 Koordinat Ölçülendirme Şekilde eklemeli ölçülendirme: 1 numaralı yerin koordinatı :")
")
")
 (G 98) mm/dak: Dakikada aldığı milimetre cinsinden ilerleme değeridir. Doğrusal")
 Tezgâhın iş milinin (aynanın) dakikada devir")
 G 21 - Kodu (Ölçü Birimi Metrik)")
 G 00 komutu kesici takımın bir")
 G 01 komutu F ile belirtilen")
 G 02 X. .")
 G 03")
 G 94 X. . .")
 G 90 X. . .")
- Slides: 16
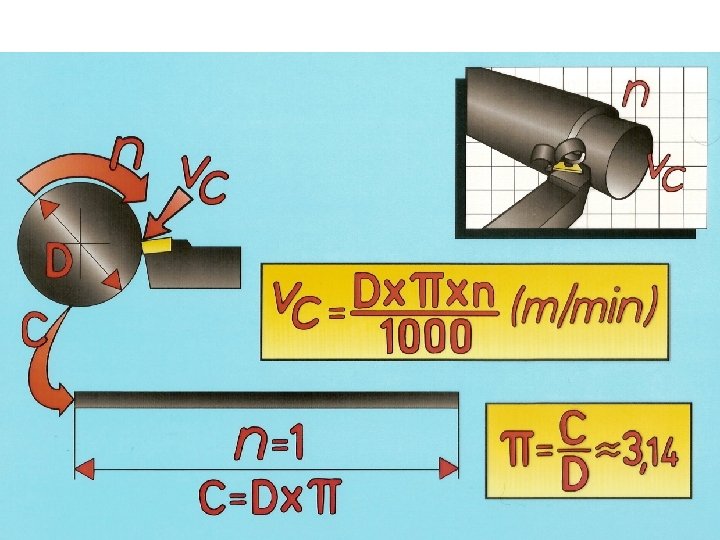
YÜZEY PÜRÜZLÜLÜĞÜ : Ortalama yüzey pürüzlülüğü : İlerleme (mm) : Kesici uç radyusu (mm) KESME HIZI : Kesme hızı (m/dak) : Tornalanacak iş parçası çapı (mm) : Torna aynası devri (dev/dak)
CNC Tornalarda Mutlak (Absolute) Koordinat Ölçülendirme Şekilde mutlak ölçülendirme: 1 numaralı yerin koordinatı : (X 10, Z 0) 2 numaralı yerin koordinatı : (X 20, Z-10) 3 numaralı yerin koordinatı : (X 30, Z-15) görüldüğü gibi ölçüler iş sıfır noktasına göre verilmiştir.
CNC Tornalarda Eklemeli-Artışlı (Incremental) Koordinat Ölçülendirme Şekilde eklemeli ölçülendirme: 1 numaralı yerin koordinatı : (U 10, W 0) 2 numaralı yerin koordinatı : (U 10, W-10) 3 numaralı yerin koordinatı : (U 10, W-5) görüldüğü gibi ölçüler bir önceki noktaya göre verilmiştir.
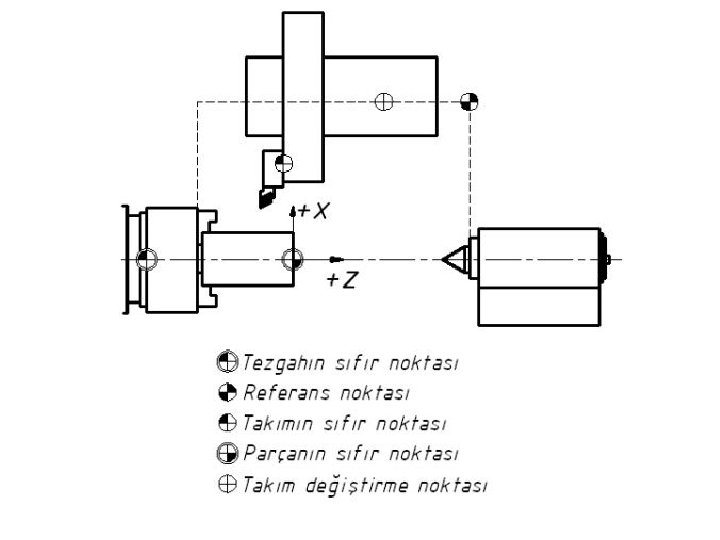
G 28 -Kodu (Tareti Tezgah Sıfır Noktasına gönderme)
G 54 - Kodu (İş Parçası Sıfır Noktasını Tanıtma)
F- Kodu (Feed-İlerleme Hızı) (G 98) mm/dak: Dakikada aldığı milimetre cinsinden ilerleme değeridir. Doğrusal ve dairesel hareket komutlarından (G 01, G 02 ve G 03) sonra ilerleme miktarı kodu mutlaka belirtilmelidir. (G 00) Hızlı ilerleme kodunda F ilerleme değeri verilmez. (G 99) mm/devir : Bir devirde aldığı milimetre cinsinden ilerleme değeridir. Tezgah varsayılanıdır ÖRNEK G 98 F 100 (dakikada 100 mm ilerler) G 99 F 0. 3 (bir devirde 0. 3 mm ilerler)
S- Kodu (Speed-İş Mili Devri veya Kesme Hızı) Tezgâhın iş milinin (aynanın) dakikada devir olarak dönme sayısı veya sabit kesme hızı miktarıdır. Bu miktar komut satırının başındaki G koduna bağlıdır. A) (G 96) Sabit kesme hızı m/dak (metre/dakika): Tezgâhın bilgisayar ünitesi bu kesme hızına bağlı olarak iş parçasının çapı değiştikçe tezgâhın iş mili devir sayısını değiştirir. Tezgah varsayılanıdır. B) (G 97) Sabit devir sayısı dev/dak (devir/dakika) Tezgah belirtilen devirde sürekli çalışır. ÖRNEK G 96 S 100 (Sabit kesme hızı 100 m/dak) G 97 S 1500 (Sabit devir sayısı 1500 dev/dak) G 04 -Kodu (Bekleme ve hız kontrolü) G 04 X 2. 5 (kesicinin olduğu yerde saniye cinsinden beklemesi) G 04 P 2500(2. 5 x 1000) (kesicinin olduğu yerde milisaniye cinsinden beklemesi) (bu komut kullanıldığında iş mili, soğutma sıvısı ve yardımcı fonksiyonlar hariç tüm eksenel hareketler durur.
G 20 - Kodu (Ölçü Birimi Inch) G 21 - Kodu (Ölçü Birimi Metrik) G 50 - Kodu (İş Mili Devrini Sınırlama) Sabit kesme hızı değişken devir kullanıldığı durumlarda iş mili devrinin olması gerekenden yukarı çıkmasını engellemek ve emniyet sağlamak için kullanılır. G 50 kodundan sonra girilen S değeri tezgahın çıkabileceği en yüksek devri belirtir. ÖRNEK G 50 S 2000 (iş mili en fazla 2000 devire çıkar) GEREKLİ M KODLARI M 01 Kodu (Programı İsteğe Bağlı Durdurma) M 02 Kodu (Program Sonu) M 03 kodu (Fener Milini Saat İbresi Yönünde Döndürme) M 04 Kodu (Fener Milini Saat İbresine Ters Yönde Döndürme) M 05 Kodu (İş Milini Durdurma) M 06 kodu (Kesici Takımı Değiştirme) M 08 Ve M 09 Kodu (Soğutma Sıvısını Açma ve Kapatma) M 10 ve M 11 Kodu (Ayna Ayaklarını Sıkma ve Açma) M 17 ve M 18 Kodu (Taret İndekslemesi) M 19 Ayna Kilitleme M 25 ve M 26 Kodu (Punta Mili Dışarı ve İçeri) M 30 Kodu (Program Sonu)
G 00 - Kodu (Maksimum Hızda Doğrusal Hareket) G 00 komutu kesici takımın bir noktadan diğer bir noktaya doğrusal olarak hızlı hareketini sağlar. G 00 komutu genellikle G 01, G 02 ve G 03 komutlarından önce veya sonra kesici takımın konumlanması için kullanılır. G 00 komutu esnasındaki kesici takımın hızı tezgah üretici firması tarafından belirlenmiştir. G 00 X… Z… X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) ÖRNEK G 00 X 20 Z 5;
G 01 - Kodu (Belirtilen Hızda Doğrusal Hareket) G 01 komutu F ile belirtilen ilerleme değeri ile kesici takımın düz bir hat üzerinde talaş alarak hareketini sağlar. Bu komut silindirik, alın ve konik tornalamada kullanılır. G 01 X… Z… F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) F: Kesici ilerlemesi ÖRNEK G 01 X 20 Z-20 F 0. 15;
G 02 -Kodu (Belirtilen Hızda Saat İbresi Yönünde Eğrisel Hareket) G 02 X. . . Z. . . R. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) R: Yayın ölçüsü F: Kesici ilerlemesi G 02 X. . . Z. . . I. . . K. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) I: Yay başlangıcından yay merkezine X ekseninde artışlı (eklemeli) uzaklık K: Yay başlangıcından yay merkezine Z ekseninde artışlı (eklemeli) uzaklık F: Kesici ilerlemesi ÖRNEK 1 G 02 X 40 Z-30 R 10 F 0. 2; ÖRNEK 2 G 02 X 40 Z-30 I 10 K 0 F 0. 2;
G 03 - Kodu (Belirtilen Hızda Saat İbresi Tersi Yönünde Eğrisel Hareket) G 03 X. . . Z. . . R. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) R: Yayın ölçüsü F: Kesici ilerlemesi G 03 X. . . Z. . . I. . . K. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) I: Yay başlangıcından yay merkezine X ekseninde artışlı (eklemeli) uzaklık K: Yay başlangıcından yay merkezine Z ekseninde artışlı (eklemeli) uzaklık F: Kesici ilerlemesi ÖRNEK 1 G 03 X 40 Z-30 R 10 F 0. 1; ÖRNEK 2 G 03 X 40 Z-30 I 0 K-10 F 0. 1;
G 94 - Kodu (Alın Tornalama - Tek Paso) G 94 X. . . Z. . . F. . . X: Çevrim en küçük X ölçüsü (Örneğe göre) Z: Z yönünde birinci paso son noktası F: Kesici ilerlemesi (kalıcı bir G kodudur pasolar bittikten sonra başka bir hareket G kodu ile iptal edilebilir) ÖRNEK G 00 X 42 Z 3; G 94 X 0 Z 2 F 0. 1; Z 0; G 94 Simulasyon
G 90 - Kodu (Silindirik Tornalama - Tek Paso) G 90 X. . . Z. . . F. . . X: X yönünde birinci paso son noktası Z: Döngü boy Z ölçüsü F: Kesici ilerlemesi (kalıcı bir G kodudur pasolar bittikten sonra başka bir hareket g kodu ile iptal edilebilir) ÖRNEK G 00 X 42 Z 3; G 90 X 36. 5 Z-20 F 0. 1; X 32. 5; X 28. 5; X 25; G 90 Simulasyon