Wybrane zagadnienia Obrbki mechanicznej Technologie maszynowe Formujce formowanie

Wybrane zagadnienia Obróbki mechanicznej
 • Kształtujące (skrawanie, ścieranie, erodowanie) •")
Technologie maszynowe: • Formujące (formowanie plastyczne, spiekanie, odlewanie) • Kształtujące (skrawanie, ścieranie, erodowanie) • Ulepszające (powłoki, pokrycia) • Cieplne (ulepszanie cieplne, hartowanie) • Łączeniowe (rozłączne i nierozłączne) • Kontrolno – pomiarowe • przyrostowe
 wynika z: – Rozwoju narzędzi i trwałości")
Rozwój technologii obróbki (intensyfikacja i wzrost efektywności) wynika z: – Rozwoju narzędzi i trwałości materiałów skrawających – Dużej sztywności i stabilności dynamicznej i cieplnej maszyn - np. hybrydowe łożyska z kulami ceramicznymi umożliwiły wzrost prędkości obrotowej maszyn – Rozwoju techniki pomiarowej – Rozwoju systemów nadzoru strefy obróbki – Nowoczesnych technik kształtowania półwyrobów (dokładna obróbka plastyczna, precyzyjne odlewanie, spiekanie, laserowe wycinanie, duża powtarzalność naddatków obróbkowych)

• Proces technologiczny – działanie mające na celu uzyskanie żądanych kształtów, wymiarów i właściwości przedmiotu pracy lub ustalenie wzajemnych położeń części lub zespołów w wyrobie. • Operacja – część procesu technologicznego wykonywana na jednym stanowisku roboczym, na jednym przedmiocie przez jednego wykonawcę lub grupę wykonawców w sposób ciągły. • Zabiegi obróbkowe – czynności wykonywane zwykle tymi samymi narzędziami przy nie zmienionych parametrach obróbki, ustawieniu i zamocowaniu. Realizowany jest w jednym lub kilku przejściach • Układ obróbkowy OUPN – zespół elementów: obrabiarka, oprzyrządowanie (uchwyt), przedmiot obrabiany, narzędzie

Na dokładność wymiarowo – kształtową mają przede wszystkim dokładności obrabiarki: • Geometryczna: bicie wrzeciona, błędy położenia prowadnic, nieprostopadłość przesuwu sań poprzecznych do osi wrzeciona itp. • Kinematyczna: błędy położeń, wykonania i montażu elementów przekładniowych (kół zębatych, śrub pociągowych, listew prowadzących) wiążących ze sobą składowe ruchy kształtowania powierzchni złożonych Np. gwintów i uzębień • Ustawcza: (dokładność pozycjonowania) – określa błą wynikowy mechanizmów służących do ustawień obrabiarki w zadanym położeniu – Np. przesuwanie stołu lub noża na zadaną odległość

Techniki wytwarzania stosowane w procesach maszynowych: • • • Odlewnictwo Obróbka plastyczna Spawalnictwo Obróbka skrawaniem Obróbki wykańczające Obróbki skoncentrowanymi strumieniami energii Obróbka cieplna i cieplno - chemiczna Przetwórstwo tworzyw sztucznych Kształtowanie przyrostowe Technologie powłok

Odlewnictwo • Odlewanie w masach formierskich w formach jednorazowych • Odlewanie metodą topionych modeli • Odlewanie skorupowe • Odlewanie w formach metalowych – kokilach • Odlewanie pod ciśnieniem • Odlewanie odśrodkowe

Obróbka plastyczna • Walcowanie • Kucie – Swobodne – matrycowe • • • Wyciskanie Ciągnienie – przeciąganie Tłoczenie Wyoblanie Obciąganie

Klasyfikacja obróbki skrawaniem • Sposoby obróbki wiórowej: – Toczenie – Wiercenie, rozwiercanie, pogłębianie otworów – Frezowanie – Struganie – Dłutowanie – Przeciąganie i przepychanie – Nacinanie gwintów i uzębień

Klasyfikacja obróbki skrawaniem • Rodzaje obróbki ze względu na dokładność: – Obróbka zgrubna – Obróbka średnio dokładna – Obróbka bardzo dokładna
 Dogładzanie oscylacyjne docieranie")
Obróbki wykańczające • • Szlifowanie Gładzenie (honowanie) Dogładzanie oscylacyjne docieranie

Obróbka skrawaniem - polega na mechanicznym oddzieleniu, przez ostre narzędzia, warstwy naddatku materiału i przetworzeniu go w wiór. Celem tej obróbki jest nadanie obrabianemu przedmiotowi żądanego kształtu, wymiarów i określonych właściwości warstwy wierzchniej.

Obróbka skrawaniem dzieli się na: • obróbkę wiórową • obróbkę ścierną

Nowoczesną technikę obróbki skrawaniem cechują: • Pewność produkcji (utrzymanie wymaganej jakości wyrobu, minimalizacja przestojów, wczesne rozpoznawanie zakłóceń, niezawodność maszyn i urządzeń) • Efektywność (wydajność i koszty wytworzenia) • Elastyczność
 prędkość posuwu głębokość skrawania średnica przedmiotu")
Wydajność obróbki • Objętościowa (mm 3/min) prędkość posuwu głębokość skrawania średnica przedmiotu
 prędkość posuwu średnica przedmiotu")
Wydajność obróbki cd. • powierzchniowa (mm 2/min) prędkość posuwu średnica przedmiotu
 gdzie: tj - czas jednostkowy")
Wydajność obróbki cd. • jednostkowa (szt. / j. czasu) gdzie: tj - czas jednostkowy wykonania tm - czas maszynowy wykonania tp - czas pomocniczy tz. N/i - czas jednostkowy wykonania i – liczba sztuk na okres trwałości noża

Wydajność obróbki cd. gdzie: T - czas pracy narzędzia do osiągnięcia kryterium stępienia tdob - czas dobiegu twyb - czas wybiegu tskr - czas skrawania

Istota obróbki skrawaniem

Powierzchnie przedmiotu obrabianego

Elementy noża tokarskiego

Elementy freza walcowo - czołowego

Elementy wiertła krętego

Oddziaływanie ostrza na materiał obrabiany

Oddziaływanie ostrza na materiał obrabiany

Rozkład temperatury w materiale i nożu

Klasyfikacja obróbki skrawaniem • Sposoby obróbki wiórowej: – Toczenie – Wiercenie, rozwiercanie, pogłębianie otworów – Frezowanie – Struganie – Dłutowanie – Przeciąganie i przepychanie – Nacinanie gwintów i uzębień

Toczenie Jest to obróbka, w której w wyniku ruchu obrotowego uzyskuje się osiowo symetryczny wyrób. Przy odpowiednio prowadzonym nożu można jednak uzyskać również osiowo niesymetryczne kształty eliptyczne lub krzywkowe

przykłady toczenia wzdłużne poprzeczne kształtowe

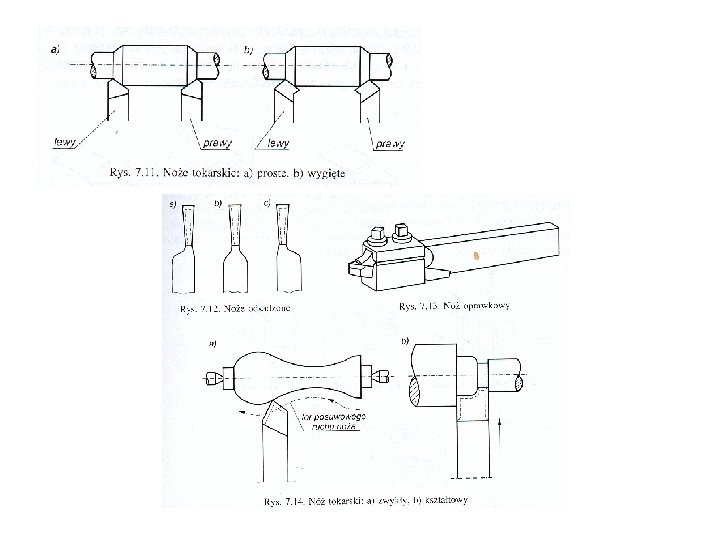
podział noży tokarskich • • Zdzieraki i wykańczaki Prawe i lewe Proste i wygięte Odsadzane Suportowe i oprawkowe Zwykłe i kształtowe Jednolite i niejednolite (rys na kolejnych slajdach)
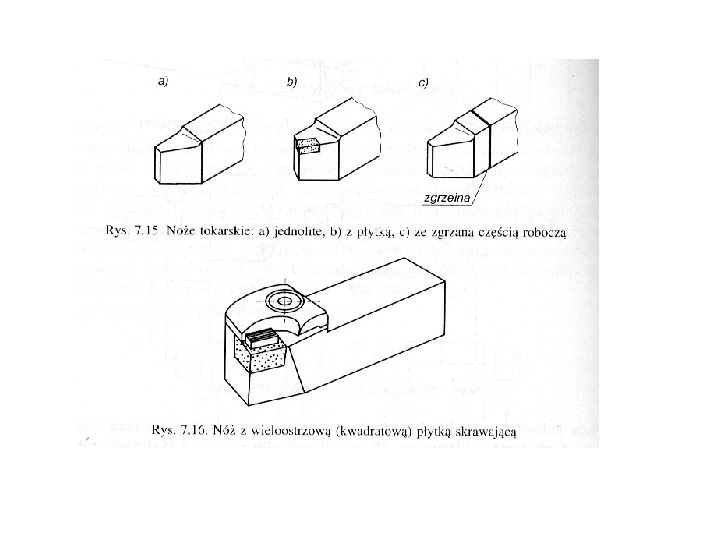

Materiały używane na noże Cechy: • Twardość • Odporność na uderzenia • Odporność na wysoką temperaturę Materiały: • Stal szybkotnąca • Węgliki spiekane (węgliki wolframu, tytanu, tantalu lub wanadu) • Spieki ceramiczne • diament

Rodzaje tokarek • • Kłowe Karuzelowe Rewolwerowe Półautomaty wielonożowe Półautomaty i automaty tokarskie Tokarki kopiarki Tokarki sterowane programowo

Tokarka kłowa

Tokarka karuzelowa

Tokarka rewolwerowa

Tokarka kopiarka

Wiercenie, rozwiercanie gwintowanie Służą one do wykonywania, amiany wymiarów lub kształtu małych i średnich otworów. Metody te są wydajne, charakteryzują je niskie koszty wykonania. Różna jest dokładność wykonania – najmniej dokładne i gładkie są otwory wykonane poprzez wiercenie, najdokładniejsze uzyskuje się przez rozwiercanie wykańczające.

Obróbka otworów

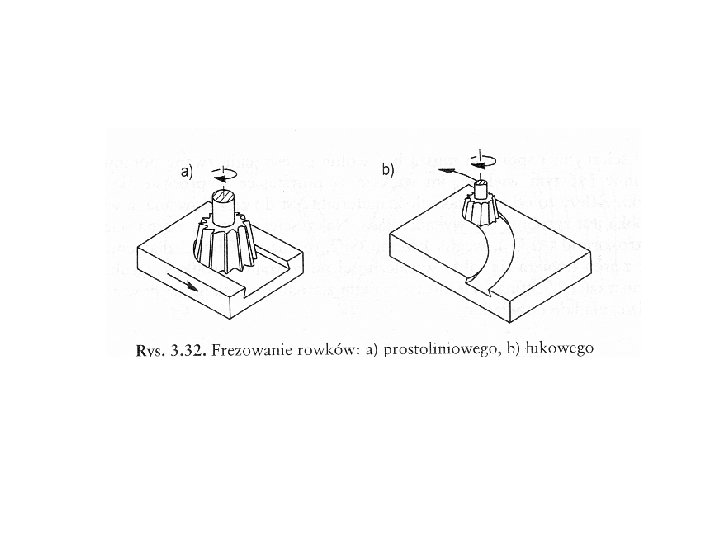
Frezowanie

Elementy freza trzpieniowego
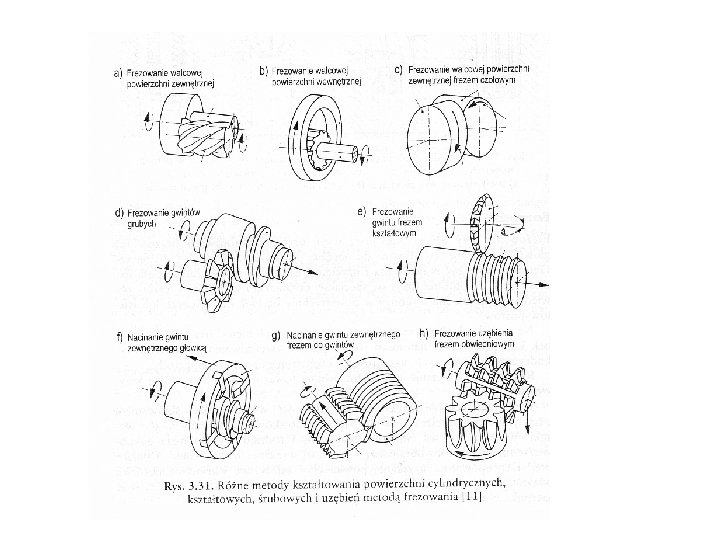
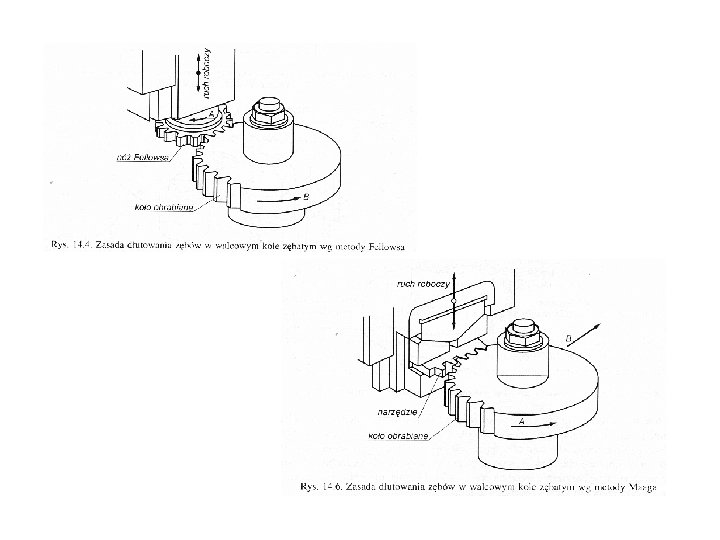
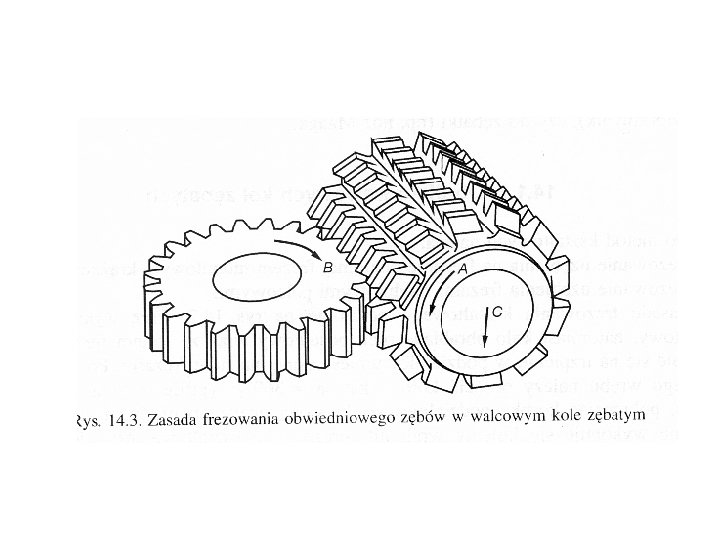

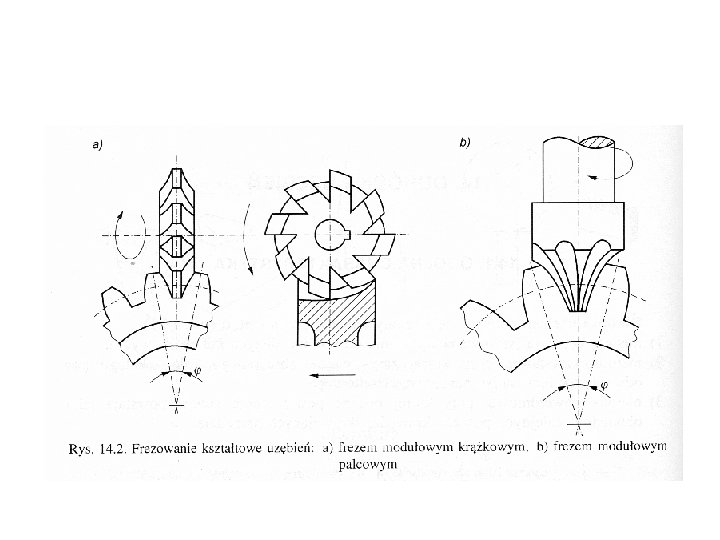
Nacinanie gwintów i uzębień Podstawowe metody: -Kopiowa -Kształtowa -obwiedniowa
 wykonuje się")
Struganie Jest to obróbka, w której w wyniku ruchu roboczego prostoliniowego (posuwistego) wykonuje się powierzchnie płaskie lub złożone (np uzębienia walcowe – kopiowanie) Ruch powrotny jest ruchem jałowym. Jest to obróbka dokładna, ale nie uzyskuje się powierzchni o małej chropowatości. Jest to obróbka stosowana zwykle w produkcji jednostkowej lub małoseryjnej.

Schemat strugania

Przeciąganie i przepychanie Są to obróbki, w których warstwa materiału usuwana jest podczas jednego przejścia specjalnego narzędzia wieloostrzowego (bardzo kosztownego). Uzyskane przedmioty cechują się dużą dokładnością obróbki, małą chropowatością.

Schematy – przeciąganie i przepychanie
, których kształt uzyskuje się przez")
Odlewnictwo Jest gałęzią techniki obejmującą wykonanie przedmiotów metalowych (odlewów), których kształt uzyskuje się przez skrzepnięcie ciekłego metalu (czystego lub stopu) w odpowiednio wykonanych formach.

Schemat procesu technologicznego wykonania odlewu – metod form jednorazowych

Odlewnictwo • Odlewanie w masach formierskich w formach jednorazowych • Odlewanie metodą topionych modeli • Odlewanie skorupowe • Odlewanie w formach metalowych – kokilach • Odlewanie pod ciśnieniem • Odlewanie odśrodkowe

Cechy metody jednorazowych form • Produkcja jednostkowa lub seryjna • Cechy wyrobów: – Mała dokładność wymiarów i położenia (naddatki na obróbkę muszą być większe) – Dobre odwzorowanie kształtu – Duże naprężenia w objętości wyrobu – Duża chropowatość powierzchni – Zróżnicowanie struktury na powierzchni i wnętrzu wyrobu – Wysoki koszt wykonania odlewu

Metoda topionych modeli • Stosowana do wyrobów o złożonych kształtach, bez konieczności wykonywania formy (głównie przedmioty artystyczne) • Etapy wykonania – Wykonanie modelu w twardym wosku (Np. techniką rzeźbienia) – Model z wosku wraz z wlewem i przelewem umieszcza się w formie piaskowej a następnie całość w piecu – Pod wpływem ciepła wosk wytapia się – Wykonanie odlewu z metalu – Po ostygnięciu rozbija się formę – Przedmiot poddawany jest czyszczeniu strumieniem piasku i szczotkami • Cechy – duża dokładność kształtu, – Mała chropowatość – Wyższy koszt niż przy metodzie form jednorazowych

Odlewanie skorupowe Zamiast formy piaskowej stosuje się cienkościenną formę z mieszaniny piasku kwarcowego i sztucznej żywicy. Dużą wytrzymałość mechaniczną i kształt uzyskuje się przez polimeryzację żywicy. • Cechy – Bardzo dobra jakość powierzchni, nie wymagająca na ogół dodatkowej obróbki skrawaniem – Znacznie wyższy koszt niż w poprzednich metodach – Wyższy koszt niż przy metodzie form jednorazowych

Odlewanie w formach metalowych - kokilach Polega na wlaniu ciekłego metalu do składanej formy metalowej (kokili) • Cechy – Stosowane w produkcji seryjnej i masowej precyzyjnych wyrobów – Duża trwałość formy metalowej

Odlewanie pod ciśnieniem Cechy – Wysokie ciśnienie robocze wtłaczania materiału do formy (2 – 10 MPa) – Wymaga stosowania odpowiednich maszyn – Stosowane w produkcji masowej

Odlewanie odśrodkowe Ciekły metal pod własnym ciężarem wlewany jest do wirującej formy metalowej. • Cechy – Otrzymywane odlewy mają ścisłą budowę wewnętrzną i dobre właściwości mechaniczne – Bardzo dobre odwzorowanie kształtu – Małe błędy wymiarów i położenia powierzchni – Małą chropowatość – Znacznie mniejsze naprężenia wewnątrzmateriałowe oraz porowatość – Stosunkowo niski koszt wykonania wyrobu

Obróbka plastyczna • W czasie obróbki można: – – Nadać przedmiotowi określony kształt Dokonać podziału materiału Dokonać zmiany właściwości fizykochemicznych lub struktury Wywołać wewnątrz materiału określony rodzaj i wielkośc naprężeń • Obróbkę plastyczną można wykonać w temperaturze: – Na gorąco – zachodzą procesy rekrystalizacji – Na półgorąco – powstaje rekrystalizacja i zgniot oraz umocnienie i zdrowienie materiału – Na zimno – rekrystalizacja lub zdrowienie – Ze stanu płynnego metalu – doprowadzany jest on do zamkniętej matrycy i poddawany naciskowi stempla

Obróbka plastyczna • Walcowanie • Kucie – Swobodne – matrycowe • • • Wyciskanie Ciągnienie – przeciąganie Tłoczenie Wyoblanie Obciąganie

Obróbka plastyczna- przykłady

Obróbka plastyczna- przykłady

Obróbka plastyczna- przykłady

Obróbka plastyczna- przykłady

Obróbka plastyczna- przykłady
 materiałów w celu uzyskania odpowiedniej")
Spawalnictwo jest działem technologii obejmującym procesy trwałego łączenia (spajania) materiałów w celu uzyskania odpowiedniej geometrii przedmiotu. Połączenie zapewnia ciągłość fizyczną przedmiotu

Spawalnictwo • Spawanie – Gazowe – Elektryczne • Zgrzewanie – Zgrzewanie elektryczne oporowe – Zgrzewanie w stanie stałym • Lutowanie • Klejenie

Obróbki skoncentrowanymi strumieniami energii • Obróbka elektroerozyjna – Drążenie elektroerozyjne – Wycinanie elektroerozyjne – Frezowanie elektroerozyjne • Obróbka elektrochemiczna – – Drążenie elektrochemiczne Drążenie uniwersalnymi elektrodami Wygładzanie elektrochemiczne Obróbka elektrochemiczno - erozyjna • Metoda hybrydowego kształtowania materiałów – – – Obróbka elektrochemiczno – ścierna Obróbka erozyjno – ścierna Obróbka elektrochemiczno – erozyjno – ścierna Obróbka wspomagana falami ultradźwiękowymi Obróbka wspomagana laserowo Obróbka strumieniem cieczy

Obróbka cieplna i cieplno - chemiczna • Obróbka cieplna – – – wyżarzanie hartowanie odpuszczanie Obróbka podzerowa Ulepszanie cieplne • Obróbka cieplno - chemiczna – – nawęglanie azotowanie azotonasiarczanie Cyjanowanie i azotonawęglanie

Przetwórstwo tworzyw sztucznych • • Porowanie Wytłaczanie Wtryskiwanie Prasowanie Laminowanie Odlewanie Kalandrowanie
 Metoda obiektów")
Kształtowanie przyrostowe • • • Stelolitografia SLA System MCP (Metal Part Casting) Metoda obiektów laminowanych LOM Metoda laserowego spiekania proszków Wytłoczne osadzanie stopionego materiału Wytwarzanie strumieniem balistycznych kropli metalu • Scalanie proszku strumieniem kropli spoiwa • Napawanie • Metalizacja natryskowa
 • Metody fizyczne – Laserowe wytwarzanie")
Technologie powłok • Metody elektrochemiczne i chemiczne (galwanizacja) • Metody fizyczne – Laserowe wytwarzanie cienkich powłok – Technologie elektronowe – Technologie implacyjne – Technologie PVD (Plasma Voapour Deposition) – Technologie PACVD (Plasma Assisted Chemical Voapur Deposition) – Technologie malarskie
- Slides: 75