Winding Objectives q To convert yarn from one

Winding Objectives: q To convert yarn from one package form to other. (e. g. Small package (bobbin) to bigger package (cone), bigger package (cone) to bigger package (cheese or may be cone) q To remove objectionable faults from yarn. (Objectionable faults are faults which customer doesn’t want in the yarn. It’s subjective varies from Customer to customer) Need: q To have a fault free yarn since its not economically and technically viable to remove yarn faults in spinning. Yarn faults affects the fabric quality and also efficiency of downstream process. q To have a continuous length of yarn for subsequent processes like warping, knitting etc. Yarn length on ring bobbin is upto 2000 - 4000 m; whereas yarn length on cone is upto 50 – 100 km. q To apply a wax on the yarn surface to reduce its hairiness and coefficient of friction so that it helps to improve performance of yarn in subsequent process eg. Knitting without much affecting original yarn properties. q To make a package suitable for subsequent processes like warping, Yarn dyeing and knitting to improve its performance and efficiency. The requirement for yarn dyeing is soft package i. e. low density cone/cheese on perforated tube for uniform dyeing and easy circulation of dyeing liquor. The package density and conicity is also important in warping and knitting since it has direct influence on yarn breakage rate, machine speed and efficiency of machine. Therefore as per end use the package shape, size and build has to controlled.

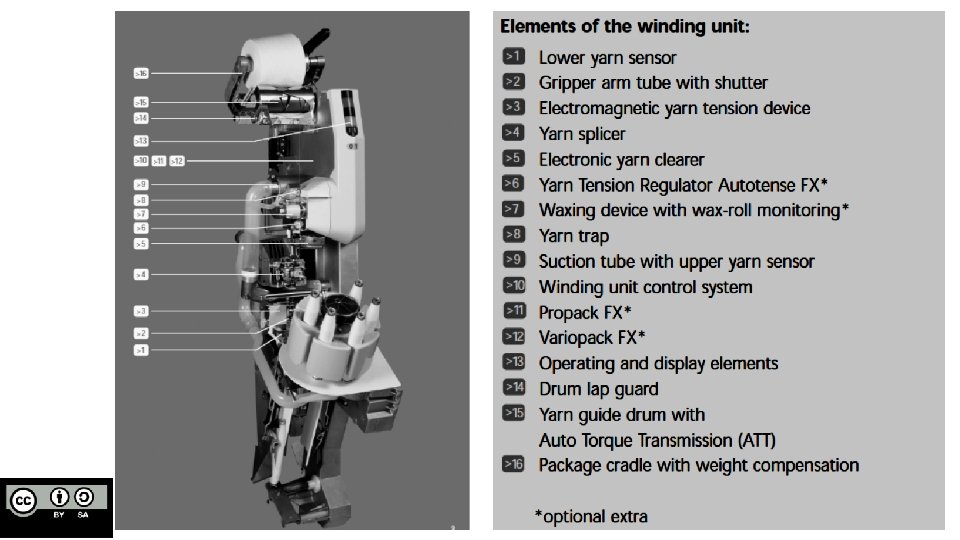
Bobbins Winding machine Cones / Cheese

Warping Objectives: q To convert yarn from one package form to other. Warp yarn sheet of desired length and desired numbers is prepared in warping from yarn cone/cheese. q To wind the prepared warp sheet on beam by maintaining tension in each yarn and density of beam within given tolerance limit through out the winding of warp sheet. Need: q Suppose we need a fabric 2 m wide and 500 m length with 20 yarns/cm of a particular count. The total number of yarn in fabric width will be 20 X 200 = 4000 has to arranged in sheet form with each yarn having 500 m and some extra length. q To produce this type of sheet we need 4000 cones and a machine to accommodate the 4000 cones. q In industry max. 1000 creel capacity machine is available. Therefore we need to take 4 beams of 1000 yarn in each sheet and then these sheets has to merge to have 4000 yarns in a sheet. (Limitation for creel capacity – space, tension variation, capital expenditure) Types of Warping: q Beam / Direct warping – Mostly used for yarns require sizing and has no multicolour pattern in warp direction q Sectional warping – Mostly used for complicated warp colour pattern. The small length 1000 – 2500 m warping economically done by sectional warping. Also used for plied yarns or yarns which doesn’t need sizing.

Sizing Objectives: q To apply uniform size paste on yarn surface. q To bind the protruding fibres to yarn body by size paste. Need: q During weaving, warp yarns are subjected to repeated stresses like strain, flexing and abrasion. These stresses will cause repeated yarn breakages affecting looms production, efficiency and fabric quality. To make yarn stronger which resist these stresses and bind the protruding fibres with yarn body by applying chemical size paste on yarn. It will protect and lubricate the yarn surface so that warp can withstand various stresses occurs in weaving.

Drawing-in Objectives: q To draw individual warp yarn from weavers beam through drop pins, heald eyes/ harness cord in case of jacquard and reed dent in a predefined order required by cloth design. Need: q The warp ends are drawn through reed dents depending upon the end density and fabric width.

Pirn Winding Objectives: q To prepare pirn of suitable size and shape so that it fits well in shuttle. Need: q The quality and nature of weft package decides the weaving efficiency of a loom.
- Slides: 7