Whats CERMET CERAMIC METAL CERMET Both advantages of

What’s CERMET CERAMIC + METAL CERMET Both advantages of Ceramic & Metal
 High Speed Availability (+ ~ 25%)")
What’s CERMET advantages ? CERMET Triple Advantages (1) High Speed Availability (+ ~ 25%) (150 – 600 m/min) (2) Longer Tool Life = High Economy (3) Excellent Finishing Surface

What’s CERMET area ? Wear Resistance CERAMIC CERMET CARBIDE Toughness

Super Micro-Grain Cermet TN 6020

Super Micro-Grain Cermet Smaller size 2 um TN 6020 Normal

PVD coated Super micro-grain cermet PV 7020

PV 7020 Ti. N coating Chip removal, distinction for used edge FS coating (Ti. Al. N) Suitable for high speed machining, Good wear resistance Super micro grain cermet (TN 6020) 2μm Good wear resistance Good crack resistance High strength Super micro-grain composition PVD coating with surface smoothness Wear Resistance and High Temp. Stability


Soft and Hard Turning 40 -60 HRc • Mixed Ceramic • A 65 Roughing (vc = 250 - 500 m/min)

Hard Turning 58 -67 HRc • Coated Ceramic • A 66 N Roughing and finishing (vc = 150 - 400 m/min)

Coated Ceramic A 66 N = Features = 1. A 66 N’s Minute and Unified grain contribute to its excellent Wear resistance and toughness. A 66 N Conventional 2. Improved physical properties Bending strength A 66 N Conventional 1, 000 Hardness 20 800 Anti-oxidation 2. 1 19 2. 8

Coated Ceramic A 66 N = Advantages = 1. Against conventional CERAMIC = Stable machining with its excellent quality 2. Against CBN tools = Can cover some CBN machining area, which means great cost down.
 = What is the suitable")
Coated Ceramic A 66 N = Applications (Against CBN) = What is the suitable application or workpiece, which A 66 N can show its advantage ? 1. Hardness ; Available up to HRC 60 - 65 2. Material ; Hardened steel, Die steel, Sintered material. . 3. Parts ; Gear blanks, Crank shaft, Valve sheet, Compressor turbin…… ( Mostly for Automobile parts. ) Let’s try A 66 N against CBN at Automobile industry !! and OPEN NEW MARKET !!!
 = Nose wear")
Coated Ceramic A 66 N = Test Data 1 (Toughness comparison) = Nose wear (mm) Company A SKD 11(HRC 60) V=100 m/min d=0. 5 mm, f=0. 2 mm/rev CNGA 120408, WET Time (min. )

Hard Turning 58 -67 HRc • Megacoated Ceramic • PT 600 M Roughing and finishing (vc = 150 - 400 m/min)
 Fine structure prevents sudden failure Conventional High fracture toughness")
Microstructure PT 600 M(KT 66) Fine structure prevents sudden failure Conventional High fracture toughness brings stability in low speed interrupted cutting High oxidation resistance prevents flaking Good chemical stability brings good wear resistance

Hardened steel HRC ~ 60 High speed 60~ 150 m/min Low speed ~ 60 m/min Cast Iron High speed 300 m/min~ Low speed ~ 300 m/min Continu Interruption ous PT 600 M c. BN Coated PT 600 M carbide Continu Interruption ous PT 600 M A 65
 Special Coating Ti. CN Special Coating Ti. Al. N Ti. N 300")
Hardness (Hv) Special Coating Ti. CN Special Coating Ti. Al. N Ti. N 300 1300 500 700 Oxidation temperature (℃) 900 1100 Oxidation resistance(≧ 1000℃) ⇒ Reduce oxidation wear and diffusive wear
 0. 15 A 65 0. 12 KT 66 A 65+ MEGACOAT")
Nose wear (mm) 0. 15 A 65 0. 12 KT 66 A 65+ MEGACOAT 0. 09 c. BN B c. BN A PT 600 M (KT 66+MEGAC OAT) 0. 06 0. 03 0. 00 0 5 10 15 20 25 30 Cuttig Time (min) Cutting conditions:vc=100 m/min, ap=0. 2 mm, f=0. 1 mm/rev, wet Work piece:SCM 415 H (Case Hardening) (HRC=58~ 62) 35
 0. 15 A 65 KT 66 0. 12 0. 09 c.")
Nose wear (mm) 0. 15 A 65 KT 66 0. 12 0. 09 c. BN B c. BNA 0. 06 0. 03 0. 00 0 PT 600 M (KT 66+MEGACO AT) 5 10 15 20 25 A 65 + MEGACOAT 30 Cuttig Time (min) Cutting conditions:vc=100 m/min, ap=0. 2 mm, f=0. 1 mm/rev, Dry Work piece:SCM 415 H (Case Hardening) HRC=58~ 62 35
 KT 66 A 65 +MEGACOAT A 65 Number of")
PT 600 M (KT 66+MEGACOAT) KT 66 A 65 +MEGACOAT A 65 Number of hits Cutting Condition :vc=150 m/min, ap=0. 2 mm, f=0. 15 mm/rev, dry Workpiece:SCM 415 H (Case Hardening) HRC=58~ 62


Cast iron Machining Roughing With Silicon Nitride !

KS 6000 / KS 500 / KX 207 * Silicon Nitride Ceramic for roughing and semi finish * Both, Wet and Dry is possible * Cutting Speed Range ( 700 - 1600 m/min ) * Stable and Long tool life

CBN

")
New CBN generation is comming! KBN 510 & KBN 525 (Micro Grain structure)
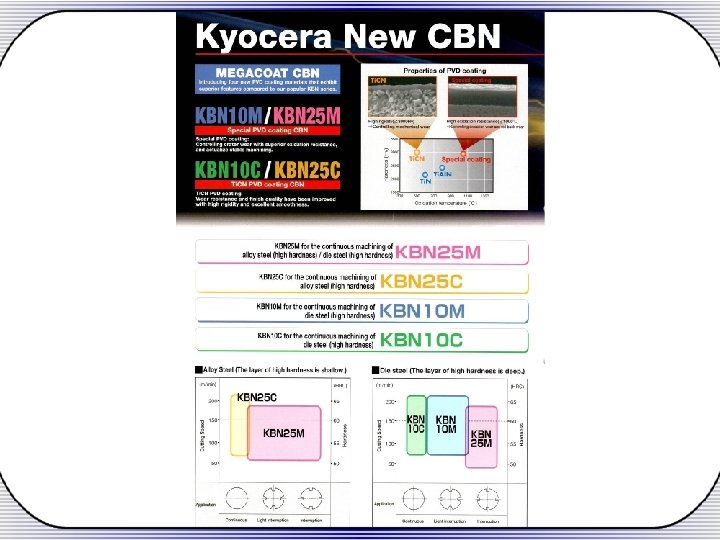

w e N • • • • • KBN 10 NBB-KBN 25 NBB new CBN KYOCERA CBN – BB chip breaker KYOCERA CBN : KBN 10 N and KBN 25 N >> BB – Geometrie Inovative combination of CBN-application and Carbide-geometrie. Good chip control by surface hardened steel (40 HRC). Chip breaker geometrie for chip transportation and chip forming. 3 CBN-sizesfor certain application. 2 coated CBN – grades Without coolingl KBN 10 N > finishing – continuous and light interrupted cut • 100 bis 180 m/min KBN 25 N > Semi-finishing – continuous to heavy interrupted cut • 80 bis 170 m/min Application example Cr. Mo – Steel , 15 Cr. Mo 5 Steel with 60 HRC ap (mm) f (mm/U) Important! BB 1 0, 1 - 0, 5 0, 05 - 0, 15 Description example CNGM 120404/08/12 BB 1 BB 2 0, 2 - 0, 6 0, 1 - 0, 17 TNGM 160404. . . BB 3 0, 3 - 0, 7 0, 12 - 0, 2 DNGM 150404. . . BB 3 KBN 10 Steel with 40 HRC BB 1 0, 1 - 0, 5 0, 1 - 0, 2 BB 2 0, 3 - 0, 8 0, 15 - 0, 25 BB 3 0, 5 - 1, 1 0, 2 - 0, 3

“Cell Fiber Structure Ceramics Composite Materials”
 Core (Gray area) Core / Shell Cell Fiber")
Cell Fiber Technology Shell (White area) Core (Gray area) Core / Shell Cell Fiber Structure Diamond / WC-Co ® Si 3 N 4 / BN (Sinboron ) ® ) Zr. B 2 / BN (Zirboron ® Hf. B 2 / BN (Hafboron ) Hf. C / WRe WC-Co / Ni WC-Co / W-Ni-Fe etc. for Drilling Application for Turbine Engine for Rocket & Solar Thermal Propulsion for X-Ray Target & Rocket Propulsion for Concrete & Steel Cutting for Drilling Application

In-house test of CF 1 Random packed Multi fiber Length : 3 mm Diameter : 1 mm Cell (Minimum unit) 50 um

Cell fiber technology Core High Hardness …. . Wear resistance Shell High Toughness …. . Chipping Resistance Crack propagation resistance 200μm Surface Cutting performance can be controlled by changing the combination. Indentation Test (Vickers Hardness)
 in Ni based alloy machining is good")
Conclusions Performance of CF 1 (KX 213) in Ni based alloy machining is good at higher cutting speed (500 m/min) for finishing application such as less than ap 1. 5 mm. Lower cutting speed is also available such as 200 -300 m/min. However, to show the difference against WG 300 (Wisker), we recommend higher cutting speed. We recommend workpiece material hardness need to be under HRC 45. To choose suitable edge preparation is very important

Thank you for your attention
")
VIA DELLA GERBOLA 10/A 011 9279348 10071 CERETTA di s. Maurizio C. se (TO) fax www. simeonetools. com global. kyocera. com mail@simeonetools. com 011 9244206 simeone@simeonetools. com blardone@simeonetools. com vantaggiato@simeonetools. com ferina@simeonetools. com ambrosini@simeonetools. com
- Slides: 40