What Is Fire Protection Engineering Fire protection engineering



 defines fire protection engineering")
 by")



















- Slides: 29
What Is Fire Protection Engineering? • Fire protection engineering interfaces with all the major disciplines on a building project. From an architectural standpoint, fire protection engineers concern themselves with how building layout affects firefighting access, egress characteristics, and other life safety features.
• From a structural standpoint, fire protection engineers concern themselves with the strength, thickness and fire resistance rating of building construction materials; the location of and protection of openings in fire walls or fire barriers; and the ability of a structure to support the weight of water-filled sprinkler piping. They also concern themselves with earthquake resistance.
• From a mechanical standpoint, fire protection engineers calculate the flow of water through sprinkler piping, the discharge of special extinguishing agents through nozzles, and flow of air and gases through smoke control systems. • From an electrical standpoint, they address the wiring of fire alarm systems, detection systems, special extinguishing systems and fire pumps. They also address backup power supplies, emergency lighting, and electrical equipment for use in hazardous locations.
The Professional Society • Society of Fire Protection Engineers (SFPE) defines fire protection engineering as follows: Fire Protection Engineering is the application of science and engineering principles to protect people and their environment from destructive fire and includes: 1. Analysis of fire hazards; 2. Mitigation of fire damage by proper design, construction, arrangement, and use of buildings, materials, structures, industrial processes, and transportation systems; 3. Design, installation, and maintenance of fire detection, suppression and communication systems; and 4. Post-fire investigation and analysis.
SFPE also defines a Fire Protection Engineer: • A Fire Protection Engineer (FPE) by education, training, and experience: • is familiar with the nature and characteristics of fire and the associated products of combustion; • Understands how fires originate, spread within and outside of buildings/structures, and can be detected, controlled, and extinguished; and • Can anticipate the behavior of materials, apparatus, and processes as related to the protection of life and property from fire.
What FPEs Do FPEs responsibilities vary with their employer. Employers of FPEs include • Consulting firms; • Educational institutions; • Fire protection associations and societies; • Fire protection equipment manufacturers; • Fire testing laboratories; • Government agencies; • Industry; • Insurance companies; and • Municipalities.
Functions of Fire Protection Systems • Preventing and Protecting Against Fire – The fire prevention measures based on engineered systems must be implemented in the project design stage. In this respect, fire prevention and fire protection measures closely overlap. Sometimes no distinction is drawn between them. Engineered fire prevention measures can include Separation distances between hazards and exposures; Combustion safeguards on fuel-fired equipment; Systems for liquid containment, drainage or run-off; Provisions for bonding and grounding to control static; Explosion-proof electrical and heating equipment hazardous areas; and • Process safety control systems. • • • in
Performance-Based Fire Protection Design • Engineers in the major disciplines commonly use performance based designs. Structural engineers design bridges to withstand a particular load. Mechanical engineers design air conditioning systems to cool an area by a given number of degrees in a specified time. • Two elements are required to make performance-based design possible:
• The underlying science must be well understood and developed. In the case of bridge design, the physics of structural loading is contained in the Newtonian equations for balancing forces. In the case of cooling system design, thermodynamic properties of fluids are embodied in heat transfer equations. • The design loads must be known. Maximum traffic loads can be set for a bridge, and snow, wind, and earthquake loads are obtained from codes that are based on historical information. The maximum amount of cooling required for a building can be determined from local climate information, the location and number of windows, and the amount of heat expected to be generated by equipment and occupants.
The Guide presents a process for performance-based design centered on the following major steps: • • Defining the Project Scope Identifying the Fire Safety Goals Defining Stakeholder and Design Objectives Developing Performance Criteria Developing Design Fire Scenarios Developing Trial Designs Evaluating Trial Designs Selecting the Final Design
Each step in this process requires an understanding of: Fire hazards and risk; Characteristics of fire; How fires start, develop, and spread; How fires affect people, buildings, and processes; The underlying science of any fire models used; and • Principles of fire prevention, detection, and control. • • •
Prescriptive Fire Protection Design • Despite the advent of performance-based design, much fire protection design is still prescriptive. An important advantage of prescriptive design is that it requires little analysis, and therefore (presumably) little time or knowledge to apply. Implementing prescriptive design is very much like following a recipe.
• Prescriptive design is a "known. " It is what has worked in the past. It matches other designs at existing facilities. • Most prescriptive fire protection design is dictated through prescriptive codes. In the U. S. , the prescriptive codes most often used in fire protection are the National Fire Protection Association (NFPA) codes and regional building codes.
Fire extinction methods • Fire extinction, in principle, consists in the limitation or elimination of one or more of these factors, and the methods of extinguishing fire may be classified conveniently under the following headings: (a) Starvation (or the limitation of fuel); (b) Smothering / Blanketing (or the limitation of oxygen); and (c) Cooling (or the limitation of temperature).
Extinguishing agents / media Water • Despite the many new techniques which have come to the assistance of firemen, water is still the most efficient, cheapest and most readily available medium for extinguishing fires of a general nature. The method of applying water to a fire varies according to the size of the fire.
• For major fires, greater quantities of water are necessary, and the built-in pumps driven by the vehicles engines are often capable of pumping 4500 liters (1000 gallons) per minute (or more) giving the necessary energy to the water to provide adequate striking power and absorb all the heat from a 19 MW fire. • A variation in the application of water can be made by means of nozzles that produce jets or sprays ranging from large sized droplets down to atomized fog effects. Judicious use of this type of application can not only cut down the amount of water used, minimizing water damage, but will ensure that it is used to greater effect.
Some of the special properties which make water as the most efficient and generally accepted extinguishing agent are: • Water has a high sepecific heat capacity are 4. 2 k. J / kg / per o. C • Water has a high latent heat of evaporation per unit mass, at least 4 times higher than that of any other non flammable liquid • It is outstandingly non-toxic • Its B. P. (100 o. C) is well below the 250 o. C to 450 o. C range of pyrolysis temperatures for most solid combustibles.
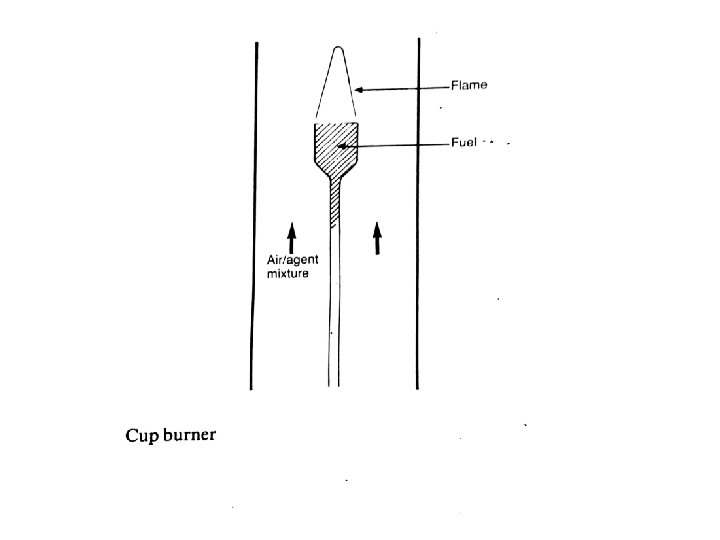
EXTINGUISHANT PERFORMANCE • FLAME EXTINGUISHING CONCENTRATION – The cup burner apparatus used in obtaining measurement of flame extinguishing concentrations. – Increasing amounts of extinguishing vapour or gas are then metered into the known air flow until the flame is extinguished. The critical concentration can then be calculated.
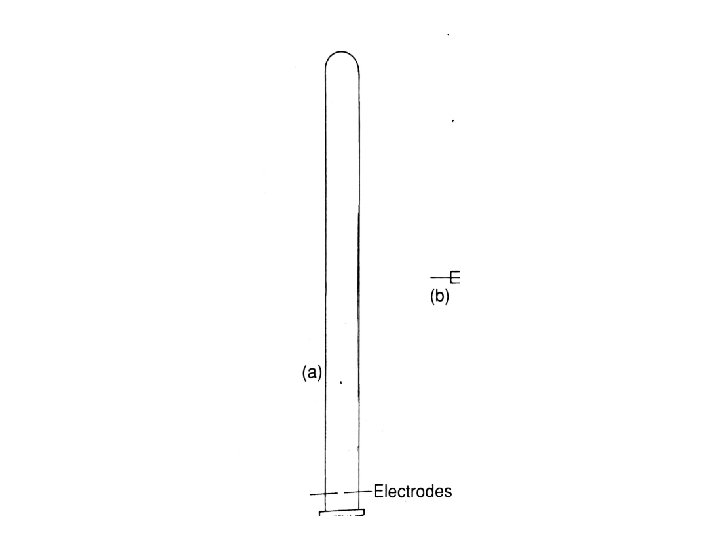
Inerting concentrations • US Bureau of mines flame tube is used to measure the inerting concentrations. • It comprises a vertical glass tube about 5 cm in dia and 1. 5 m long, with two spark electrodes inserted near to the bottom. • In use the end of the tube is closed and then the whole apparatus is evacuated. Fuel vapour, agent and air are then admitted to form a mixture at atmospheric pressure, and the gases are circulated for sometime by a pump to ensure thorough mixing.
Inerting concentrations • The closure is then removed from the bottom of tube and a spark is passed between the electrodes. • If a flame is observed to travel the length of the tube, the mixture is reported as being flammable. • If the flame stops half-way up the tube, the mixture is outside the limits of flammability evelope.
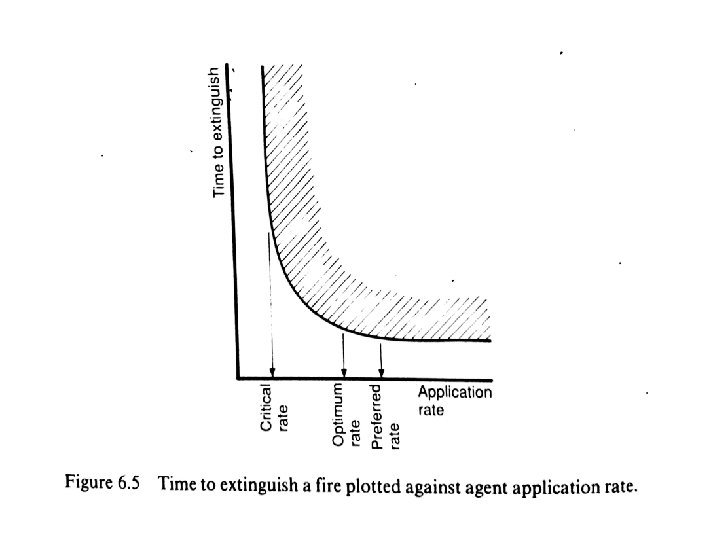
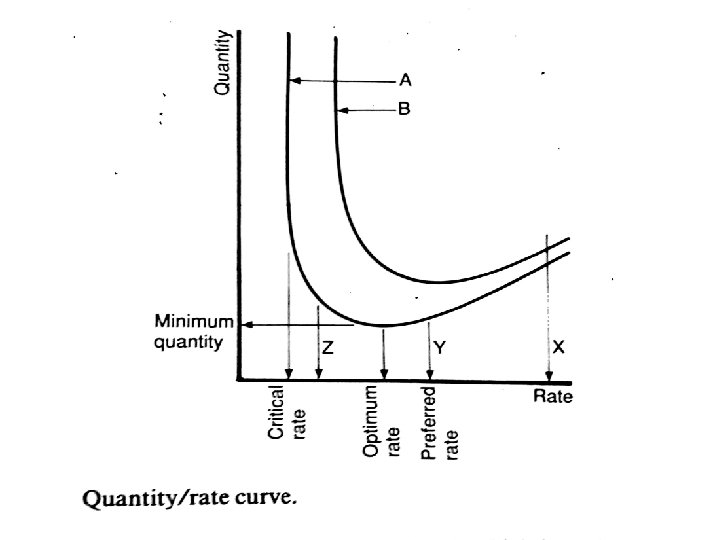
FIRE TRIALS • A practical fire test is often the only convincing way of comparing the effectiveness of extinguishing agents. • Suppose we arrange a standard fire, perhaps a large tray of flammable liquid, attempt to extinguish a series of fires by powder applied at different rates. • If time taken to extinguish the fire is plotted against the powder application rate, a curve like one in the figure will be obtained.
Quantity/rate curve • There is a critical application rate below which the fire cannot be extinguished. • From knowledge of the times needed to extinguish the fire at different rates we can calculate the quantity of powder that was used. • We can plot a quantity/rate curve , like the ones in fig.
• It is now possible to determine not only the critical rate but also an optimum rate at which the minimum quantity of powder is used. • The curve A &B represent the results obtained for different powders, then they show that powder A is about twice as effective as powder B. • A good fireman will probably therefore be applying the powders at the rate marked X on the fig.
• The curve for the chosen agent can then sometimes be used to select a preferred application rate. This could for example by Y for powder A, which is perhaps 3 or 4 times the critical rate. • The optimum rate would of course be more economical in the use of powder. The preferred rate will give a shorter extinguishing time. • The manufacturer must select a rate corresponding to Z, which is close to his optimum rate but below his competitors critical rate.