Welding Chapter 14 Welding Two surfaces are literally














 – • Similar to")
 cont. • Produces cleanest weld • Can be used")








- Slides: 30
Welding Chapter 14
Welding • Two surfaces are literally melted together allowing material of each part to diffuse into each other. – Welding makes one part out of two. • Welds are only as good as the skill of the welder. • Structurally critical welds should always be tested using nondestructive testing techniques (i. e. Magnetic Particle, Ultrasonic, x-ray)
Welding • A Cohesive Bond • Good welds don’t break in the weld • A “Permanent” bond
Weld Joints • There a number of weld joints used in welding. – Butt Joints • Quarter inch or less – Vee Joints • Quarter inch or greater – Double Vee Joints • Quarter inch or greater – Fillet Welds • Tee Joints • Lap Joints – See Fig. 14. 2
Weld Joints F 14. 2 • Structural Importance is how we determine types of joints to use.
Preparation of Weld Joints • Surface preparation is very important in the welding process – – – Removal of any slag, corrosion and other foreign material on the surface and nearby surfaces needs be done prior to welding. Surface roughness is not usually a factor in the quality of the weld. Parts need to be securely anchored because heat generated from the weld can loosen clamps and cause bad welds or even injure the welder.
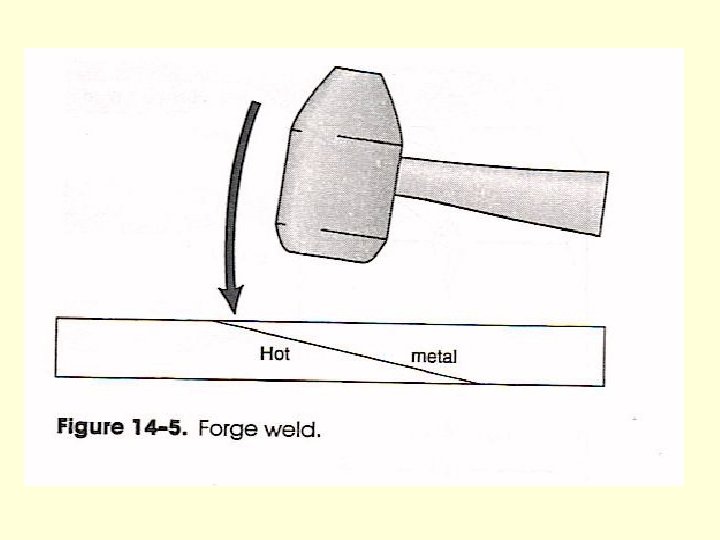
Types of Welding • Forge Welding – Oldest type of welding used by Blacksmiths • Materials are closely joined together and then heated to between 1600 and 2000 degrees. • The parts are then pounded together. – The strength of the bond is as strong as the parent material. – Aircraft landing gears are an example. – i. e. Hot metal then hammered together.
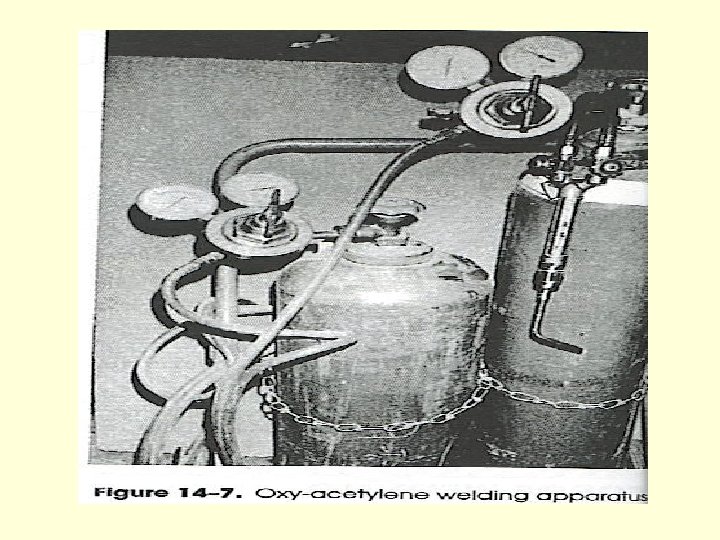
Gas Welding • Oxygen Acetylene Welding – Flame approaches 3500 degrees • Higher than melting point of steel 2800 degrees – Place the two surfaces and melt together • Also known as Fusion Welding – Proper adjustment of torch is needed so the heat doesn’t disturb grain structure of the surrounding metal. – Very inexpensive and little specialized equipment needed with this method.
Gas Welding cont. • Oxygen Hydrogen Welding – Higher temperatures than Oxy Acetylene but also have a higher cost and produces a cleaner weld. • Plasma Welding – Hydrogen is run through a tube that has a positive electric charge which creates Hydrogen Ions or plasma. • Burns even hotter than the Oxygen Hydrogen Welding
Electrical Welding • Electrical Current is run through a wire and generates heat do to resistance of the metal to the flow of electrons. – Spot welding and Ribbon welding use this process • Automotive Industries use these methods with Robotics
Fig. 14 -12 Spot Welding Apparatus
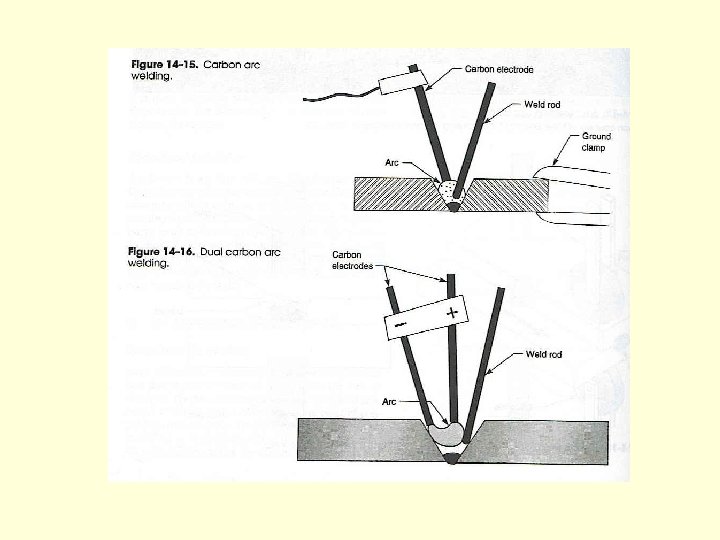
Arc Welding • Create an arc between the electrode and the metal which is hot enough to melt the two materials together with the use of a filler rod. – Ex: Carbon arc welds , Stick Welds • Selection of filler rods depends on materials to be welded. – Considerations: • Compatibility • Strength
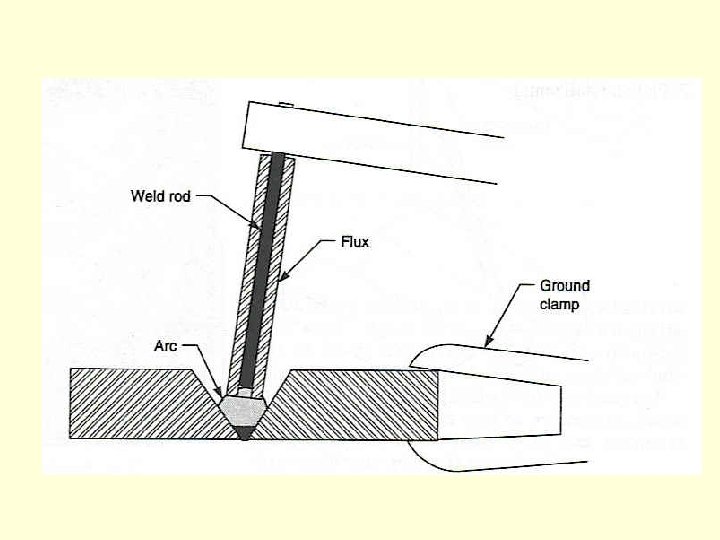
Arc Welding cont. • Sub-merged Arc welding – Flux in powder form is laid along the path of the weld, with the electrode running through the powder to prevent oxygen from forming corrosion in the weld.
Inert Gas Welding • Because Oxygen will cause corrosion on the surface and within the weld in hot steel, Inert gases must be used which are chemically incapable of corroding hot metal. Different Types of Inert gas Welding are: • Gas metal Arc Welding (GMAW)(MIG) – Wire fed from a spool • Welder only needs to control speed in which the weld is laid down
Inert Gas Welding cont. • Flux Core Arc Welding (FCAW) – • Similar to (GMAW) except no inert gases used and the flux is inside the electrode. Gas Tungsten Arc Welding (GTAW) – – Formerly know as (TIG) Create Puddle with electrode and add filler rod. Not as deep a weld penetration as stick welding or other types of welding. Slow method which usually results in higher costs.
Gas Tungsten Arc Welding (GTAW) cont. • Produces cleanest weld • Can be used on metals such as: Aluminum, Magnesium, and Stainless Steel because they burn easily at relatively low temperatures. • Many aircraft and spacecraft use (GTAW) because of reliability, cleanliness, and strength of weld.
Fig. 14 -29 Gas Tungsten Arc Welding
Other Welding Techniques • Electron Beam Welding – Must be done in a vacuum • Laser Welding – Intense powerful light with a single wavelength which can be focused very precisely. – Ideal method but very costly
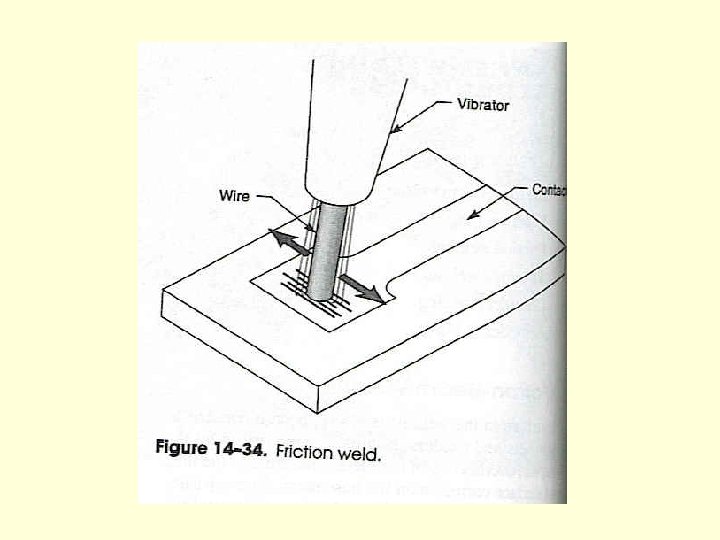
Other Welding Techniques cont. • Friction Welding – Vibrate two metals together at until they melt together. • Chemical Welding – Plastics and other non metals – Chemicals dissolve surfaces and after the chemical evaporates there is a true weld.
Other Welding Techniques cont. • Robotics – Just about any type of welding method can be accomplished by robots.
Imperfections in Welds • Any flaw in the weld will weaken the part – Air bubbles, inclusions, and cracks are examples. – Weld integrity is very important • Testing for imperfections – Nondestructive Testing (NDT) • Visual Tests for surface defects • Radiography, Ultrasonic, Magnetic Testing are a few techniques that test for subsurface defects • Guided bend, Tensile, and impact for Mechanical
Testing for imperfections cont. • Mechanical tests – Bend Tests – Tensile Tests – Impact tests
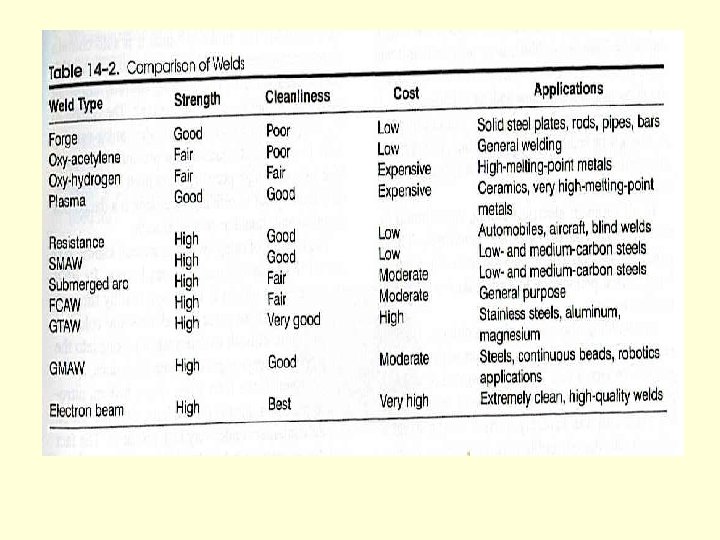
Choosing Application to Use • Depends on strength, cleanliness, and cost.
Welding Safety • Protect yourself from the heat and intense light • Personnel Protective Equipment (PPE) – Jackets – Aprons – Face Shields/Welding Hoods- if arc is looked at even for a short period of time can cause blindness – Gloves – Proper Ventilation • Ensure all equipment is maintained properly