Vrtn Jakub Trel Vrtn Jde o vytven kruhovch

Vrtání Jakub Trešl

Vrtání • Jde o vytváření kruhových otvorů vrtákem. Při vrtání je směr posuvu rovnoběžný s osou otáčení nástroje. U vrtáku mají hlavní funkci čelní břity. • Jedná se o třískové obrábění. • Při vytváření třísky, dochází ke zvýšenému zahřívání nástroje, z důvodu tření třísky o nástroj. • Použití : vytváření otvorů pro kolíkové a čepové spojení, otvory pro různá kování, vrtání, předvrtávání a zahlubování otvorů pro šrouby nebo vymanipulování vad ve dřevě.

• Konstrukce vrtáku závisí na pracovních podmínkách, směru vrtání vzhledem ke směru dřevních vláken, na průměru a hloubce vrtaného otvoru, na požadované přesnosti otvoru a na produktivitě práce. • Vrtáme za pomocí vrtáku uchyceného pomocí upínací hlavy do stroje.

Části vrtáku • • • Jmenovitý průměr vrtáku D je průměr válcové části měřené u hrotu. Délka vrtáku L se měří od hrotu ke konci stopky. Délka drážky l se měří od hrotu ke konci výběhu drážky. Tělo vrtáku je válcová, šroubovitě drážkovaná část vrtáku. Stopka je válcová, kuželová nebo jehlancová část vrtáku, již se vrták upíná. Bývá zakončen dvěma ploškami. Plošky přečnívají do díry vřetena nebo redukční vložky, ve které je vrták upnut. Do této díry se zasunuje klín, díky němu se vrták vyráží z upnutí. Drážkami se odvádějí třísky. Žebra jsou šroubovité části těla mezi drážkami. Jádro spojuje žebra. Jeho tloušťka se měří na konci hrotu. Fasetka je úzká válcová část hřbetu vrtáku na okraji hřbetu, který vede vrták v díře. Hřbet vrtáku je vnější povrch těla vrtáku mezi drážkami včetně fasetek. Jeho průměr d je kromě fasetek menší než jmenovitý průměr D.

Části vrtáku
")
Části vrtáku • Hrot je kuželovitá vlastní řezná část (u vrtáku s kuželovitým hrotem) nebo středící část (u vrtáku s předřezávači). • Hlavní břity u vrtáku s kuželovitým hrotem jsou přímé hrany žeber na hrotu vrtáku od příčného břitu k obvodu, které oddělují třísku, u vrtáku s předřezávači jsou to hrany mezi středícím hrotem a předřezávači. • Příčné břity spojují oba hlavní břity vrtáku s kuželovitým hrotem. • Čelo hrotu je plocha na začátku žebra, po niž odcházejí třísky. • Hřbet hrotu je plocha hrotu obrácená k řezné ploše.
Průchozí – procházejí celou tloušťkou vrtaného materiálu (pro šrouby,")
Základní rozdělení vrtaných otvorů • (a)Průchozí – procházejí celou tloušťkou vrtaného materiálu (pro šrouby, spojovací kování atd. ). Nutno vrtat z obou stran, aby se na protější ploše nevyštípla vlákna na obvodu otvoru. • (b)Neprůchozí – zasahují pouze do určité hloubky (pro kolíky, závěsy). • (a, b) Válcovitý –se stejným průměrem po celé délce otvoru (pro kolíky). • (c)Stupňovité –s válcovitě rozšířenou horní částí. Vrtají se postupně(nejdříve menším vrtákem potom větším vrtákem). Při ručním vrtání tohoto typu se postupuje obráceně. • (d)Se zahloubením – s trychtýřovitě rozšířenou horní části pro zapustnou hlavu vrutu.
 - vrtáky nemají")
Základní rozdělení směru vrtání • Podélné vrtání – (vrtání podél vláken) - vrtáky nemají předřezávače a hlavní břity svírají s osou otáčení ostrý úhel. Používají se vrtáky s kuželovým hrotem. Užívané vrtáky: Lžicové, lžicovitě závitové, středové s předřezávačem , šroubovité. • Příčné vrtání – (kolmo na vlákna) - vrtáky mají hlavní břity a ještě předřezávací břit (zabraňuje vytrhávání vláken, případně prasknutí obrobku při větším záběru vrtáku, většího průměru) a hlavní břity jsou téměř kolmé k ose otáčení. Užívané vrtáky: Hadovité, spirálové dvouchodé, svitkovité, sukovníky. • Speciální - Zátkovníky, sukovníky, kolíkovací vrták s válcovou nebo závitovou stopkou, kuželový záhlubník.
 lžícový B) lžicovitě závitový (nebozez se stopkou) C) středový (špulíře)")
Typy vrtáků • A) lžícový B) lžicovitě závitový (nebozez se stopkou) C) středový (špulíře) D) šroubovitý E) šnekové F) spirálový G) hadovité H) sukovník (Forstnerův vrták) J) zátkovník K) kolíkovací L) záhlubník

Šroubovité vrtáky Nejpoužívanější pro strojní vrtání. Používají se pro vytvoření kolíkového nebo čepového spoje. Pro zhotovování kolíkových otvorů se používají vrtáky ukončené vodícím hrotem obsahující předřezávací břity (také se používají při vrtání kolmo na vlákna). Vrtáky ukončené kuželovým hrotem s lopatkovitými břity (se používají spíše při vrtání podél vláken a konstrukčních desek).

Šnekovité vrtáky Nemají závit, pouze šroubovitě ukončený hrot, který vtahuje vrták do dřeva. Použití jako ruční nástroj, či do elektrických vrtaček jako (šnekovité) předvrtávání pro vruty nebo pro rozšíření malých děr. Zástupcem tohoto typuje je nebozez.

Hadovité vrtáky Použití pro vrtání hloubkových otvorů, při důrazu na přesnost a čistotu vrtaného otvoru (vrtají přesněji a čistěji, než šroubovité vrtáky). Jsou opatřeny středícím hrotem se závitem, který slouží k rovnému vedení vrtáku v otvoru. Mají jeden nebo dva předřezávací břity, které nařezávají vlákna kolem otvoru a tím zajišťují jeho hladký a čistý obvod a jeden nebo dva lopatkové břity. Hadovitý závit na těle vrtáku odvádí z otvoru třísky. Hadovité vrtáky se používají k vrtání hlubokých přesných otvorů do čelního i podélné směru vláken dřeva. Mohou mít jednoduchý nebo dvouchodý závit.
 Mají vodící hrot bez závitu nebo se závitem, předřezávací břit pro")
Středové vrtáky (špulíře) Mají vodící hrot bez závitu nebo se závitem, předřezávací břit pro nařezání vláken kolem otvoru a lopatkovitě zahnutý břit, který vlákna odřezává a vybírá třísky. Používá se k vrtání nepříliš hlubokých otvorů větších průměrů. Stavitelný špulíř je opatřen stavitelným měřítkem a umožňuje vrtání otvorů různých průměrů od 15 do 40 mm a větší vrták od 25 do 75 mm.

Sukovník – Forstnerův vrták Použití k vyvrtávání vadných suků a zapouštění kování do plochy (otvory jsou nepříliš hluboké o větších průměrech). Mají malý středící hrot pro vedení vrtáku a na obvodu mají předřezávací břity. Hlavní dva břity jsou kolmé k ose vrtáku a jejich nožovité zbroušení zajišťuje hladké odřezávání třísek od dna otvoru. (Obvykle mají středící hrot, předřezávací břit a dva hlavní břity).

Zátkovníky Tvoří soupravu se sukovníky. Slouží pro vyřezávání zátek pro nahrazení vyvrtaných vadných suků. Je to dutý vrták, válcového tvaru s řezacími zuby na spodním okraji válce. V současné době se místo klasických zátek zhotovených ze stejného dřeva jako vyspravované části používají zátky zhotovené z větviček, které vypadají jako přirozené suky.

Záhlubníky Používají se pro rozšíření tzv. “zahloubení“ otvorů předvrtaných pro vruty se zápustnou hlavou a vruty s čočkovitou hlavou. Je charakterizován jako kuželovitý hrot s několika břity. Záhlubníky mohou být jako celistvý stopkový nástroj, ale i ve formě zarážek, které se nasadí na vrták a vytváří zahloubení zároveň při vyvrtávání.

Hrotovník Má tvar dutého obraceného kužele se svislým břitem. Používá se ke strhávání ostrých hran kolíků nebo válcových čepů.

Truhlářské šídlo a špička Jsou nejjednodušší vrtáky bez závitu. Šídlo má průřez kruhový a je kratší, špičák má hranatý průřez. Oba vrtáky slouží k napíchnutí otvorů pro malé vruty a k vyznačení středu vrtaného otvoru
 se používají zarážky,")
Příslušenství Při vrtání většího počtu stejně hlubokých otvorů (př. Pro kolíky) se používají zarážky, které zabraňují hlubšímu zavrtání. Nebo použití celých šablon s konstantními rozestupy.

Vrtací stroje zhotovují kruhové otvory pomocí vrtáků různých druhů a průměrů. Vrtací stroje mohou být samotné nebo mohou být součástí výrobních linek a pracovat průběžně. Základní součástí strojů: Pohon je zabezpečený přes mechanické převody nebo přímo prostřednictvím elektromotoru. Upínání vrtáku Jedná se o přesné upnutí a pevné uchycení vrtáku. Díky tomu se dosahuje přeného obrábění, částečně eliminujeme chvění, vznikající při vysokých otáčkách. Tolerance pro obrábění dřeva se pohybuje v setinách. Z toho plyne, že klasické mechanické uchycení vyhovuje, při standardních rychlostech vrtání. Tento efekt se nejvíce projeví u rychloobrábění, zde je nutné používat upnutí, které dosáhne házivost maximálně 0, 003 -0, 005 mm Mechanismus posuvu je řešen pákovou konstrukcí pro ruční ovládání. Pro vícevřetenové mechanismy se pro ovládání používá přímočarého pneumotoru. Stůl nebo jednotlivé suporty by měly být výškově přestavitelné, k tomuto se používá mechanismus s přestavitelným šroubem, anebo přímočarým pneumotorem s kruhovými vodítky. Fixace materiálu –v případě ruční fixace se uchytí materiál pomocí svorek, anebo s využitím přítlačných pák ovládaných pneumotorem.

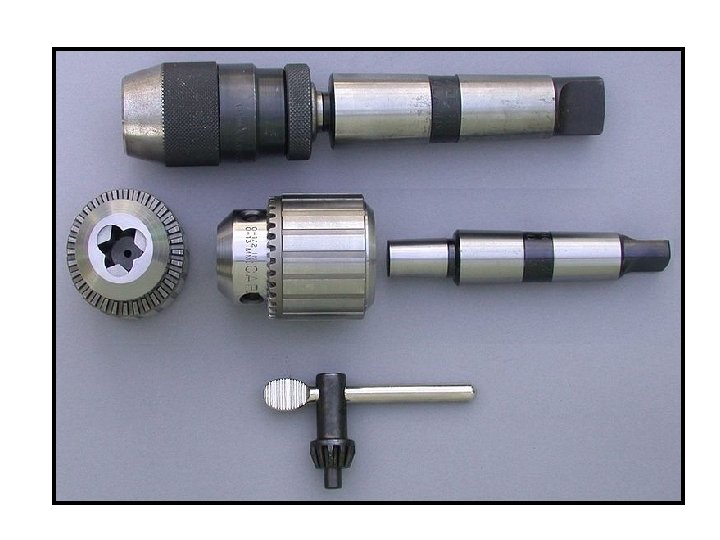
Upínání vrtáků Dělení upínáků z hlediska mechanismu • Mechanické upínače • Tříčelisťové sklíčidlo • Kleštinové upínače • Závitové upínače • Hydraulické upínače • Tepelné upínače

Mechanické upínače Tříčelisťové sklíčidlo Vyskytuje se spíše u ručních vrtaček, ale i u starších typů stolních pákových vrtaček. Vrták se vkládá do dutého hlavy vyložené tříčelisťovými sklíčidly, které mají ostré upínací plochy . Utahování a otevírání je realizováno, až do průměru 20 mm a to pomocí ozubeného upínacího klíče “sklíčidla“ nebo pomocí kuželově vroubkovaného pouzdra, které se otáčí rukou. Házivost tohoto uchy cení se pohybuje v rozmezí 0, 015 – 0, 02 mm. Pro větší průměry vrtáku od 10 -100 mm jsou vrtáky vyráběny s kuželovou stopkou Morse, která díky samosvornému a tužšímu upnutí. Upnutí do vrtačky může být realizováno pomocí redukčního pouzdra, ale vždy záleží na typu vrtačky. Obvodová házivost se pohybuje kolem 0, 01 -0, 02 mm.

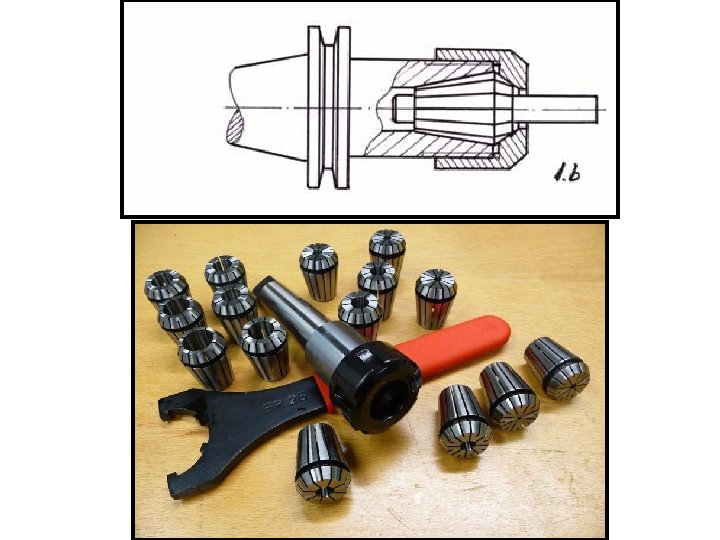
Mechanické upínače Kleštinové upínače Jedná se o nejrozšířenější upínače. Jejich tvar je kuželovitý, díky kterému získá nástroj dostatečné středící vlastnosti. Kleština vsunutá do pouzdra je mechanicky uzavírána pomocí vnějšího prstence, který je otáčen po závitu na těle upínače. Prstenec je mechanicky šroubován např. Klíčem, sklíčidlem, který zašroubováním stahuje kleštinu a svírá tím nástroj-vrták.

Mechanické upínače Závitové upnutí Tato technologie upínání je velmi rozšířená u kolíkovacích strojů. Můžeme jej rozdělit na dva typy. Prvním typem, je vrták ve formě monolitu spojen s upínák zakončeném vnější závitovou stopkou. Druhý typ, je rozdělen na upínák s vnějším závitovou stopkou, uvnitř je dutý. Toto místo je vytvořeno pro vrták, který se pomocí šestihranného klíče “imbusu“ dotáhne. Vnější závit upínáku se otáčením dotáhne do pracovní části stroje opatřené vnitřním závitem.

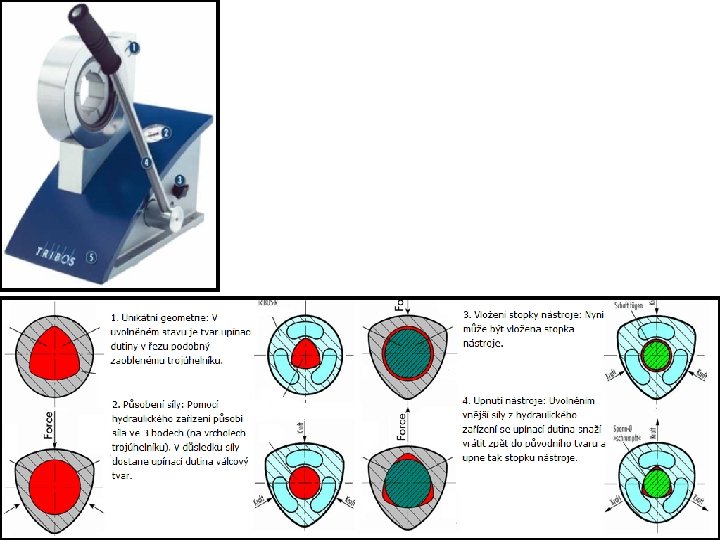
Mechanické upínače Polygonální upínače Princip je na základě vyvinutí hydraulické síly, která působí na těleso. Tlak je vyvíjen pomocí externího zařízení. V nedeformovaném stavu má dutina upínače polygonální tvar a v deformovaném stavu naopak kruhový, v tomto stavu je nástroj upnut. Díky elastickým deformacím nedojde k trvalým změnám struktury tělesa upínače a tím je opotřebení nástroje minimální. Obvodová házivost je kolem 0, 003 mm

Hydraulické upínače Princip je založen na roztažnosti materiálu, který je roztahován kapalinou, uloženou uvnitř upínacího nástroje. Kapalina je uzavřena ve vodotěsném pouzdře a pohybuje se díky tlaku vyvíjenému, při dotahování šroubu. Tlak se rovnoměrně rozdělí a roztažnost pouzdra upne nástroj. Vyvine 3 x větší sílu než sklíčidlo a házivost se pohybuje mezi 0, 003 – 0, 005 mm.

Tepelné upínače Jejich princip je založen na tepelné roztažnosti oceli, tato technologie se nazývá smršťovací. Upínací část se zahřeje na teplotu 250 -300°C (obr. 19) a tím se roztáhne o několik setin, během 10 sekund. Tento cyklus se opakuje vždy před vkládáním, či vyjmutím nástroje. Po vložení nástroje a následného ochlazení atmosférickým vzduchem (30 minut) nebo s chladícím systémem (10 min). Po ochlazení dostáváme homogenní nástroj s větší přesností než u ostatních technologií (mechanických a hydraulických). Využívají se spíše pro rychlořezné obrábění.

Vrtací stroje Základní rozdělení podle: • Jednovřetenové 1. Konstrukce: • Vícevřetenové • Mnohovřeteníkové (jednostranné, vícestranné) 2. Polohy nástroje: • • • 3. Průchodnosti (materiálu): • Polohové (neprůchozí) • Průchodné (průběžné) Určení: 4. • Horizontální Vertikální Přenosné (ruční) Kolíkovací, vyspravovací, pro konstrukční otvory, rybinovací, speciální

Vrtací stroje - jednovřetenové Svislé Slouží obvykle k vyvrtávání vadných suků nebo jiných vad, které lze vyspravit kruhovými zátkami. Uplatnění naleznou jak u jednotlivců, tak i v malosériové výrobě. Obrobek je uložen na stole stroje a opřený o zarážku. Pro rychlou možnost posunu se obrobku pod vřetenem obvykle neupíná. Do řezu se ve svislém směru posouvá vřeteno s upnutým nástrojem, ovládané ruční nebo nožní pákou Vodorovné Slouží k vrtání otvorů při zhotovování oválných dlabů do bočních ploch dílců – VRTACÍ DLABAČKY. Je zařazeno do kapitoly Dlabání.

Vrtací stroje - vícevřetenové Rozsah jejich použití je závislý od typu stroje. Zabezpečují vrtání otvorů např. pravidelně rozložených v ploše obrobku, v řadě nebo ve vícero řadách, či libovolně v prostoru a to jak vodorovně tak svisle konstruovány. Pohon vřetene je zabezpečen skupinově (řemenem, ozubenými koly posuvnými po celé hřídeli) od společného elektromotoru nebo jednotlivě (elektricky, či pneumaticky). Při skupinovém pohonu se do řezu obyčejně posouvá stůl s obrobkem, při individuálním pohonu vrtací jednotka s nástrojem. Při použití hřídele je možné použít jeden ze způsobů. a) jednořadové se skupinovým pohonem b) s centrálním ozubeným pohonem

Vrtací stroje - vícevřetenové Vrtačky s jednotlivými pohony mohou vrtat otvory libovolně rozmístěné po celé ploše pracovního prostoru a to jak kolmo, tak ze šikma. Pro větší využití stroje, lze místo hlavy pro jeden nástroj připojit hlavu s vícero nástroji, tzv. vřeteníková hlava, ale pro tento typ činnosti jsou vhodnější polohové CNC vrtací centra. Hlavně z hlediska rychlosti a možnosti zapojení do linek , či uzlů. V nábytkářské individuální výrobě často používá trojvřetenová stojanová univerzální vrtačka, která je určená pro vyvrtávání otvorů různých průměrů v různých místech na pracovní ploše. Jde o centrální pohon. Posuv je individuálně ovládán ručními, či nožními pákami.

Vrtací stroje - vícevřetenové Jako další příklad stroje, může být vysukovačka typu A 10 vybavena třemi základními pracovními jednotkami. Vrtací pro vyvrtání suku pomocí sukovníku, frézovací se zátkovníkem pro vyřezání zátek k vyspravování, pneumatický válec (razník) pro zalisování zátek a vstřikovací tryskou na lepidlo. Dalšími nástroji je trysky pro vyfoukání třísek z prostoru po suku. Pro vyšší výkon stroj bývá vybaven spádovým zásobníkem na hotové zátky.

Vrtací stroje - vícevřetenové Nejpoužívanějším strojem tohoto typu v nábytkářské výrobě jsou kolíkové vrtačky. Vrtací jednotka může být variabilně představitelná do všech směrů nebo mohou být pevně fixovány v určité poloze. Vřetena jsou poháněný přírubovým elektromotorem a ozubenými koly. Otáčivý pohyb je přenášen pružnou spojkou. Otáčení vřetene je protisměrné, proto se na stroji používají pravé a levé vrtáky. Vzdálenost os vrtacích vřeten je 32 mm, vrtáky se do nich upevňují podle potřeby. Otvory se vrtají buď do jednoho dílce, anebo současně do více dílců uložených na stole vedle sebe, tak aby se využily další vrtáky stroje a stroj byl produktivnější. Mohou být spojeny do jednoho obráběcího uzlu s automatickými narážečkami kolíků, které vstřikují PVAC lepidlo, před vsazením kolíku. Mohou být doplněny přídavným zařízením k vrtání otvorů pro různé druhy kování.
.")
Vrtací stroje - vícevřetenové Pro velkovýrobu se používají průběžné vřetenové vrtací stroje (CNC agregáty). Jejich uplatnění je hlavně v linkách a uzlech. Kromě otvorů pro kolíky, vrtají montážní otvory a to současně. Uspořádání vřeteníkových hlav je variabilní, od požadovaného místa vrtání.

Vrtací stroje Zásady upínání vrtáků do vřeten V průběhu obrábění působí na nástroj vnější řezné, setrvačné a další síly, které musí být kompenzovány jeho řádným upnutím. Nástroj se nesmí během obrábění samovolně uvolňovat a měnit svoji přesně vymezenou polohu. Správné uložení a upnutí nástroje je velmi důležité také z hlediska bezpečnosti práce. Většina dřevoobráběcích nástrojů pracuje s vysokými otáčkami, rovněž posuvy materiálu do řezu jsou velmi vysoké, a proto by každá nepřesnost a nedbalost, při jejich uložení a upínání, mohla způsobit těžký pracovní úraz. Upínání nástrojů musí být snadné, rychlé a bezpečné a patří k základním, důležitým a odpovědným pracím při obsluze strojů, a je proto nezbytné mu věnovat zvláštní pozornost. Vrták se upíná do sklíčidel nebo upínacích hlav za použití originálních nástrojů pro dotahování a povolování, či upevňování.

Vrtací stroje Obsluha a údržba vrtaček dle Obsluha zahrnuje nejméně pravidelnou výměnu opotřebovaných vrtáků, nastavení pracovního stolu a suportu, upínáku, zarážek, dorazů a nastavitelné hloubky vrtání. K údržbě vrtaček patří kontrola správnosti geometrie nástroje, ostrost, celistvost, upnutí v upínací hlavě, kontrola stavu ložisek vrtacích vřeten a elektromotoru (větší zahřívání než je obvyklé), dále pak čištění a mazání stroje. Bezpečnost práce na vrtačkách Bezpečnost při práci na vrtačkách si vyžaduje, aby nástroj byl v upínací hlavě správně centricky a pevně upnutý, aby se při vrtání neuvolnil a tým nezpůsobil zranění obsluhy. Povrch upínacího sklíčidla musí být hladký, bez vyčnívajících matic, šroubků a jiných předmětů. Obsluha při práci musí dodržovat zásady bezpečnosti při práci, tj. hlavně dokonale upnutý oděv a obráběný dílec musí být před vrtáním pevně upnutý, aby se nechvěl a neuvolnil ze stroje.
- Slides: 39