USULAN PERBAIKAN TATA LETAK FASILITAS PADA PROSES PRODUKSI

USULAN PERBAIKAN TATA LETAK FASILITAS PADA PROSES PRODUKSI TAS (STUDI KASUS PADA USAHA KONVEKSI KREKOV) Dwijanto Aditya Nugroho (30406235) Dosen Pembimbing : Dr. Ir. Rakhma Oktavina, MT

Next Bab III Bab IV Bab V

Back Pembatasan Masalah Penelitian dilakukan di usaha konveksi Krekov Rt 02 Rw 03 No. 58 Kelurahan Ciriung Kecamatan Cibinong. Perbaikan tata letak dilakukan dengan menggunakan luas wilayah dan disesuaikan dengan mesin dan peralatan yang sesuai dengan data lapangan. Tujuan Penelitian Mengidentifikasi masalah tata letak fasilitas pada proses produksi tas di konveksi Krekov. Memberikan usulan perbaikan tata letak fasilitas pada proses produksi tas di konveksi Krekov yang sesuai dengan prinsip dasar dalam perencanaan tata letak fasilitas. Menganalisis pengurangan jarak sebagai dampak perbaikan desain tata letak bagi usaha konveksi Krekov.

Back METODOLOGI PENELITIAN

Usaha konveksi ini didirikan pada Agustus tahun 2001 oleh bapak Rudy Trilaksono. Awalnya usaha ini berada di Rt 02 Rw 03 No. 26 Kelurahan Ciriung Kecamatan Cibinong. Kemudian pada Desember 2006 usaha ini berpindah tempat di Rt 02 Rw 03 No. 58 Kelurahan Ciriung Kecamatan Cibinong. Sebelum membuat usaha ini, bapak Rudy Trilaksono bekerja pada UKM yang bergerak dalam pembutan tas yaitu pada tahun 1998 sampai 2001. Luas area usaha ini 10 meter x 13 meter, lokasi pembuatan tas ini juga berfungsi sebagai tempat tinggal. Tas yang diproduksi oleh usaha konveksi ini dijual di pasar Citeureup, Blok M, pasar Senen, dan lain-lain. Harga yang ditawarkan dari produk ini berkisar antara empat puluh ribu sampai enam puluh ribu rupiah per unitnya. Back Next Flowchart Proses Produksi Tas Usaha Konveksi Krekov

No 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 Aktivitas Membuat pola Badan Depan (BD) Memotong pola Badan Depan (BD) Pemasangan magic tip pada BD Membuat pola Kantong Depan (KD) Memotong pola Kantong Depan (KD) Pemasangan magic tip pada KD Penjahitan BD dengan KD (Perakitan 1) Membuat pola Badan Samping (BS) (2) Memotong pola Badan Samping (BS) (2) Penjahitan Perakitan 1 dengan BS (Perakitan 2) Membuat pola Badan Bawah (BBH) Memotong pola Badan Bawah (BBH) Pemasangan bisband 30 cm pada BBH Penjahitan Perakitan 2 dengan BBH (Perakitan 3) Pemasangan ring sodok pada perakitan 3 Membuat pola Badan Belakang (BB) Memotong pola Badan Belakang (BB) Membuat pola Vifom Badan belakang (VBB) Memotong pola Vifom Badan belakang (VBB) Penjahitan BB dengan VBB (Perakitan 4) Pemasangan bisband 60 cm dengan Perakitan 4 Membuat pola Tali Punggung (TP) (2) Memotong pola Tali Punggung (TP) (2) Membuat pola Vifom Tali Punggung (VTP) (2) Memotong pola Vifom Tali Punggung (VTP) (2) Penjahitan TP dengan VTP (Perakitan 5) (2) Pemasangan bisband 12 cm pada Perakitan 5 Pemasangan ring tangga pada Perakitan 5 Penjahitan Perakitan 4 dengan Perakitan 5 (Perakitan 6) (2) Membuat pola Tutup Depan (TD) Memotong pola Tutup Depan (TD) Pemasangan bisband 12 cm pada TD Pemasangan handle dengan TD Penjahitan TD dengan Perakitan 6 (Perakitan 7) Penjahitan Perakitan 3 dengan Perakitan 7 (Perakitan 8) Pemasangan zipper pada perakitan 8 1 0. 5 1. 43 0. 67 0. 53 1. 4 0. 65 3. 82 0. 98 2. 67 4. 07 0. 47 1. 2 0. 67 3. 83 0. 27 0. 6 1. 4 0. 53 3. 72 4. 1 0. 68 1. 02 2. 53 0. 98 2. 5 5. 73 0. 65 0. 2 3. 77 0. 53 1. 22 0. 65 0. 67 3. 67 4. 05 3. 1 Waktu Operasi (menit) 2 3 4 0. 52 0. 55 0. 57 1. 42 1. 43 0. 65 0. 7 0. 53 0. 52 0. 5 1. 45 1. 38 1. 42 0. 67 0. 68 0. 63 3. 85 3. 83 3. 82 1 0. 97 0. 95 2. 67 2. 63 2. 68 4. 1 4. 05 0. 48 0. 47 1. 18 1. 17 1. 18 0. 67 0. 65 0. 68 3. 85 3. 9 0. 25 0. 28 0. 63 0. 57 0. 62 1. 45 1. 43 0. 57 0. 55 0. 53 3. 67 3. 68 3. 72 4. 05 4. 08 4. 07 0. 65 0. 67 0. 65 1. 03 1 2. 52 2. 53 2. 55 1. 02 0. 98 0. 97 2. 52 2. 55 2. 5 5. 78 5. 73 0. 65 0. 68 0. 63 0. 22 0. 17 3. 75 3. 78 3. 75 0. 53 0. 52 0. 55 1. 22 0. 62 0. 68 0. 65 0. 67 3. 68 3. 67 4. 03 4. 08 4. 03 3. 15 3. 08 5 0. 5 1. 4 0. 67 0. 58 1. 4 0. 63 3. 9 1. 03 2. 65 4. 08 0. 5 1. 22 0. 63 3. 85 0. 23 0. 62 1. 42 0. 52 3. 73 4. 1 0. 67 1. 07 2. 52 1 2. 5 5. 77 0. 67 0. 18 3. 77 0. 53 1. 18 0. 63 0. 65 3. 72 4. 07 3. 1 Rata-Rata 0. 53 1. 43 0. 68 0. 53 1. 41 0. 65 3. 84 0. 99 2. 66 4. 08 0. 48 1. 19 0. 66 3. 86 0. 26 0. 61 1. 42 0. 54 3. 7 4. 08 0. 66 1. 03 2. 53 0. 99 2. 51 5. 74 0. 66 0. 19 3. 76 0. 53 1. 2 0. 66 3. 69 4. 05 3. 11

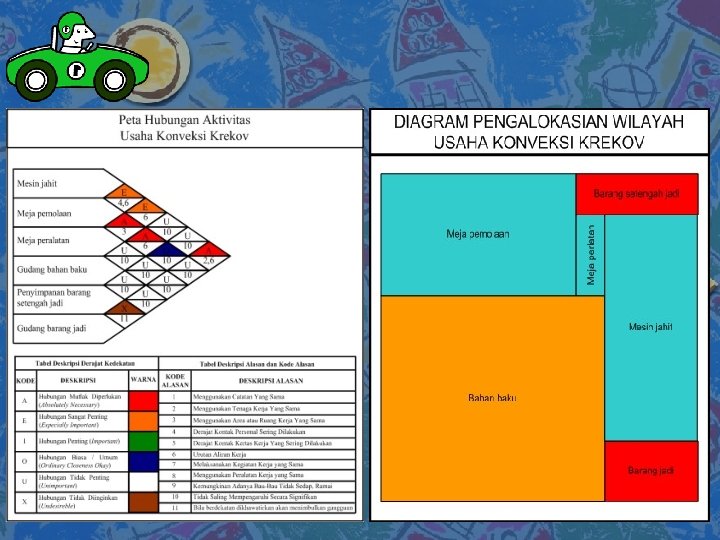
Tata Letak Usaha Konveksi Krekov Sebelum Perbaikan Dari gambar tersebut dapat dilihat penataan dan penempatan yang terdapat pada usaha konveksi ini kurang baik, salah satunya yaitu penempatan bahan baku yang jauh dari meja pemolaan. Hal ini menyebabkan jarak tempuh operator menjadi jauh dalam pengambilan bahan baku. Jarak Perpindahan Bahan Antar Fasilitas Sebelum Perbaikan No. 1 2 3 4 Dari Gudang bahan baku Meja pemolaan Mesin jahit Ke Meja pemolaan Mesin jahit Barang setengah jadi Gudang barang jadi Jarak (cm) 654 214 151 351
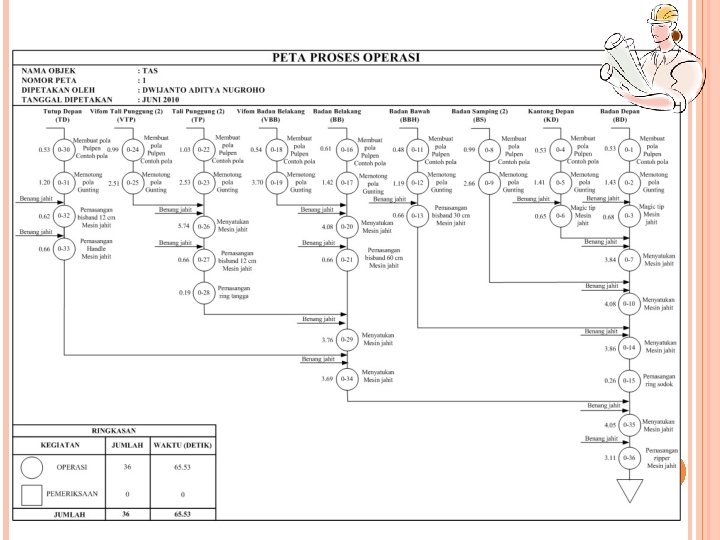
 O-1 Membuat pola O-2 Memotong pola")
No. Operasi Deskripsi 1 2 Badan Depan (BD) O-1 Membuat pola O-2 Memotong pola O-3 Memasang magic tip Kantong Depan (KD) O-4 Membuat pola O-5 Memotong pola O-6 Memasang magic tip Perakitan 1 O-7 Menyatukan BD + KD Badan Samping (BS) 2 O-8 Membuat pola 0 -9 Memotong pola Perakitan 2 O-10 Menyatukan perakitan 1 + BS Badan Bawah (BBH) O-11 Membuat pola O-12 Memotong pola O-13 Memasang bisband 30 cm Perakitan 3 O-14 Menyatukan perakitan 2 + BBH O-15 Pemasangan ring sodok Badan Belakang (BB) O-16 Membuat pola O-17 Memotong pola Vifom Badan Belakang (VBB) O-18 Membuat pola O-19 Memotong pola Perakitan 4 O-20 Menyatukan BB + VBB O-21 Pemasangan bisband 60 cm Tali Punggung (TP) 2 O-22 Membuat pola O-23 Memotong pola Vifom Tali Punggung (VTP) 2 O-24 Membuat pola O-25 Memotong pola Perakitan 5 O-26 Menyatukan TP + VTP O-27 Pemasangan bisband 12 cm O-28 Pemasangan ring tangga Perakitan 6 O-29 Menyatukan perakitan 4 + perakitan 5 Tutup Depan (TD) O-30 Membuat pola O-31 Memotong pola O-32 Pemasangan bisband 12 cm O-33 Pemasangan handle Perakitan 7 O-34 Menyatukan perakitan 6 + TD Perakitan 8 O-35 Menyatukan perakitan 7 + perakitan 3 O-36 Pemasangan zipper Nama Mesin Produksi Mesin/Jam % Scrap Bahan Diminta Bahan Disiapkan Efisiensi Mesin 3 4 5 6 7 Meja Pemolaan Gunting Mesin Jahit 113. 21 41. 96 88. 24 0 2 0 37. 48 36. 73 Meja Pemolaan Gunting Mesin Jahit 113. 21 42. 55 92. 31 0 2 0 Mesin Jahit 15. 63 Meja Pemolaan Gunting Kebutuhan Mesin 8 Teoritis 9 Aktual 10 37. 48 36. 73 46. 85 45. 91 0. 06 0. 17 0. 08 1 1 1 36. 73 36. 00 45. 91 45. 00 0. 06 0. 17 0. 08 1 1 1 0 36. 00 45. 00 0. 45 1 60. 61 22. 56 0 2 36. 00 35. 28 36. 00 45. 00 0. 12 0. 31 1 1 = 113, 21 Mesin Jahit 14. 71 0 35. 28 44. 10 0. 47 1 Bahan disiapkan Meja Pemolaan Gunting Mesin Jahit 125. 00 50. 42 90. 91 0 2 0 35. 28 34. 57 44. 10 43. 21 0. 06 0. 14 0. 07 1 1 1 Mesin Jahit Lantai Perakitan 15. 54 230. 77 0 0 34. 57 43. 21 0. 43 0. 03 1 1 Meja Pemolaan Gunting 98. 36 42. 25 0 2 34. 57 33. 88 34. 57 43. 21 0. 07 0. 16 1 1 Meja Pemolaan Cutter 111. 11 16. 22 0 2 33. 88 33. 20 33. 88 42. 35 0. 06 0. 41 1 1 Mesin Jahit 14. 71 39. 60 0 0 33. 20 41. 50 0. 44 0. 16 1 1 Meja Pemolaan Gunting 58. 25 23. 72 0 2 33. 20 32. 54 33. 20 41. 50 0. 11 0. 27 1 1 Meja Pemolaan Cutter 60. 61 23. 90 0 2 26. 03 25. 51 32. 54 26. 03 40. 67 32. 54 0. 10 0. 21 1 1 Mesin Jahit Lantai Perakitan 10. 45 90. 91 315. 79 0 0 0 25. 51 31. 89 0. 48 0. 05 0. 02 1 1 1 Mesin Jahit 15. 96 0 25. 51 31. 89 0. 31 1 Meja Pemolaan Gunting Mesin Jahit 113. 21 50. 00 96. 77 90. 91 0 2 0 0 25. 51 25. 00 31. 89 31. 25 0. 04 0. 10 0. 05 1 1 Mesin Jahit 16. 26 0 25. 00 31. 25 0. 30 1 Mesin Jahit 14. 81 19. 29 0 0 25. 00 31. 25 0. 33 0. 25 1 1 Produksi mesin/jam = 25 Efesiensi mesin = 46, 85 Kebutuhan mesin = 0, 06

Dari peta proses produk darab dapat diketahui jumlah kebutuhan mesin yang dibutuhkan dalam memproduksi sebanyak 25 tas. Jumlah mesin yang dibutuhkan untuk menghasilkan 25 tas adalah meja pemolaan sebanyak 1 unit, mesin jahit sebanyak 4 unit, dan lantai perakitan sebanyak 1 unit.

LUAS LANTAI Luas Lantai Bahan Baku Model Tumpukkan Luas Lantai Mesin Luas Lantai Barang Jadi KETERANGAN: Kolom (1) (2) (3) (4) : Dari tabel komponen utama kolom (5) : Berdasarkan perkalian kolom 4 kolom (6) : DS (bahan disiapkan) paling atas dari masing-masing komponen utama Kolom (7) : Kolom (5) x (6) Kolom (8) : Sesuai data model tumpukan Kolom (9) : Kolom (7) dibagi dengan kolom (8) Kolom (10) : Kolom 9 x Allowance (200%) Kolom (11) : kolom (9) + Kolom (10) KETERANGAN Kolom (1) (2) (4) : Dari tabel data mesin. kolom (3): MPPC. Kolom (5): Hasil perkalian Kolom (4) Kolom (6): Kolom (5) x kolom (3) Kolom (7): Kolom (6) x toleransi bahan (100%) Kolom (8): Kolom (6) x Allowance (200%) Kolom (9): kolom (6) + Kolom (7) + kolom (8) KETERANGAN Kolom (1) (2) (3): Dari tabel data mesin. kolom (4): Hasil perkalian kolom (3). Kolom (5): Dari kapasitas produksi (25 unit/hari). Kolom (6): Kolom (4) x kolom (5). Kolom (7): Diketahui = 1 meter. Kolom (8): Kolom (6) / kolom (7). Kolom (9): Kolom (8) x Allowance (200%) Kolom (10): Kolom (8) + kolom (9).

Tata Letak Usaha Konveksi Krekov Setelah Perbaikan Tata letak usaha konveksi Krekov ini 2 area yaitu area produksi dan tempat tinggal. Dimana area produksi pembuatan tas sebesar 40. 93 m 2, sedangkan area tempat tinggal sebesar 89. 07 m 2. Area yang produksi dibuat mengikuti bentuk ruangan yang ada. Tata letak dari usaha konveksi Krekov berdasarkan pola aliran berbentuk U, pola aliran U dipakai agar penggunaan ruangan dapat digunakan semaksimal mungkin. Jarak Perpindahan Bahan Antar Fasilitas Setelah Perbaikan No. Dari Ke Jarak (cm) 1 2 3 4 Gudang bahan baku Meja pemolaan Mesin jahit Total Meja pemolaan Mesin jahit Barang setengah jadi Gudang barang jadi 468 305 151 250 1174

Back

KESIMPULAN � Permasalahan yang ada mengenai desain tata letak proses produksi tas di konveksi Krekov, adalah kurang baiknya pemanfaatan ruang yang ada. � Usulan perbaikan yang diberikan untuk meminimalkan jarak perpindahan bahan dari departemen ke departemen lainnya. Selain itu, usulan perbaikan yang diberikan untuk memaksimalkan penggunaan area produksi, sehingga tidak mengganggu aktivitas yang ada di dalam usaha konveksi Krekov. � Total jarak perpindahan bahan antar fasilitas setelah perbaikan sebesar 1174 cm. SARAN � Mempertimbangkan pengalokasian tata letak fasilitas juga perlu dipertimbangkan aspek lain, salah satunya aspek finansial. Back Next

Terima Kasih
- Slides: 16