Universidad Simn Bolvar Departamento de Procesos y Sistemas

Universidad Simón Bolívar Departamento de Procesos y Sistemas Refinación de Petróleo Hidrotratamiento y tratamiento de gases ácidos Flor Martínez Héctor Chamate

Composición del Petróleo: Carbono Hidrógeno Azufre Petróleo Nitrógeno Metales Transformación Productos finales: Oxígeno Detergentes, fertilizantes, productos químicos, plásticos, gasolinas, combustibles, otros.

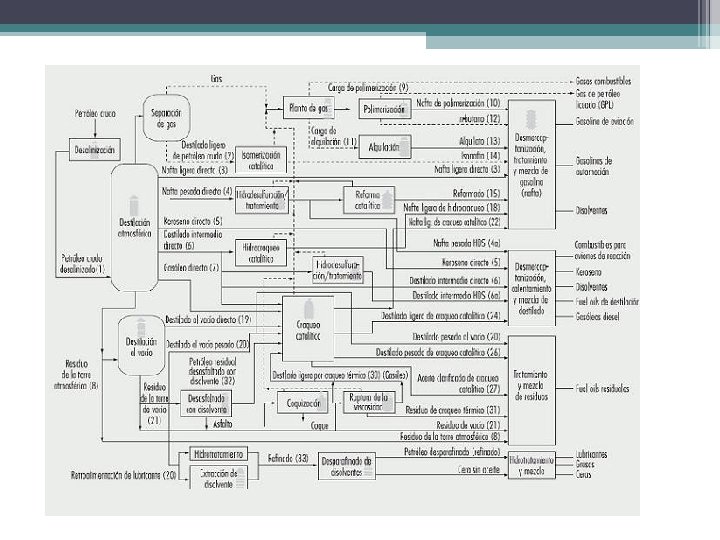
Esquema de refinación primaria y media • Gas de petróleo Ligera • Nafta Pesada Reformador Catalítico Hidrocraqueo • Keroseno • Gas Oil Ligero • Gas Oil Pesado • Gas Oil Liviano de vacío. Isomerización Craqueo Catalítico

HIDROTRATAMIENTOS

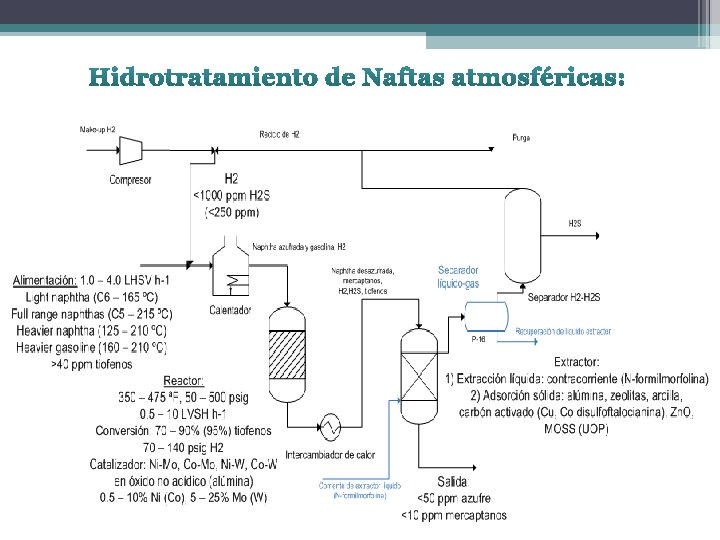
Se utiliza para acondicionar la carga a la unidades de procesamiento. La remoción de metales, junto con la eliminación de azufre, oxigeno y nitrógeno es necesaria debido a que estos son venenos para los catalizadores. Reformador Catalítico Hidrocraqueo Isomerización Craqueo Catalítico

El hidrógeno reacciona con compuestos de azufre, nitrógeno y oxigenados transformándolos en ácido sulfhídrico (H 2 S), amoniaco (NH 3) y agua (H 2 O), entre otros. q Hidrodesulfuración (HDS) q Hidrodesnitrificación (HDN)

Compuestos típicos que se pueden encontrar en la alimentación de procesos de hidrotratamiento
 300 - 400 Presión (atm) 35")
Condiciones de operación típicas: Parámetro Valor Temperatura (ºC) 300 - 400 Presión (atm) 35 - 70 LHSV 4. 0 – 10. 0 Reciclo de H 2 (SCF/bbl) 400 - 1000 Vida del catalizador (años) 3 - 10 Remoción de azufre (%) 99. 9 Remoción de nitrógeno (%) 99. 5

Condiciones de operación típicas: consideraciones Presión parcial de Hidrógeno: La correcta regulación de dicha presión parcial tiene la finalidad de minimizar la formación de coque. Velocidad espacial: si se aumenta la velocidad espacial, disminuye la desulfurización. Esto puede contrarrestarse aumentando la presión y temperatura del reactor Temperatura: Aumentar la temperatura del reactor motivará la desulfurización. Debe tenerse en cuenta que a temperaturas mayores de 415 ºC se produce excesivo coque y envejece el catalizador. Vida del catalizador: Depende de los requerimientos. Los metales envenenan poco al mismo, depositándose en los lugares activos.
 Mo.")
Condiciones de operación típicas: Catalizador Composición y Propiedades Rango Fases activas (% m/m) Mo. O 3 Co. O Ni. O 13 – 20 2. 5 – 3. 5 Promotores (% m/m) Si. O (Al 2 O 3) 1. 0 – 10. 0 Área activa (m 2/g) 150 - 500 Volumen de poro (m 3/g) 0. 2 – 0. 8 Diámetro de poro Mesoporo (nm) Macroporo (nm) Densidad (kg/m 3) 3. 0 – 50 1000 - 5000 500 - 1000

Hidrotratamiento de Kerosene:

Hidrotratamiento de Nafta FCC: Este tipo de Nafta es la que se obtiene de procesos de craqueo catalítico, específicamente, del “Fluid Catalitic Cracking”, por lo tanto, existen propiedades que deben tomarse en cuenta: Presencia de olefinas • La nafta FCC contiene olefinas y diolefinas, las cuales deben tenerse en cuenta para controlar la alimentación de H 2, para evitar hidrogenación. • Se producen reacciones de hidrogenación e isomerización de olefinas. • Además de reacción de hidrodesulfurización, se produce una reacción entre diolefinas y mercaptanos: Número de Octano • La ocurrencia de reacciones de hidrogenación de olefinas disminuye ligeramente el No. de octano. Esto se compensa con la reacción de isomerización que también ocurre. El catalizador propicia la misma. Depentanizadora y/o dehexanizadora • Se puede enfocar el proceso para separar Pentano y ligeros, o separar Hexano y ligeros. El primer tipo se utiliza para alimentar procesos de producción de TAME y alquilación.

Hidrotratamiento de Nafta FCC:

Diferencias en el hidrotratamiento de Nafta, Kerosene y Gasóleos 1 • En el hidrotratamiento de Kerosene se observa un cambio más drástico de gravedad específica, y una mayor cantidad de producto de baja ebullición, comparado con el hidrotratamiento de naftas. 2 • Al haber condiciones más severas en el hidrotratamiento de Kerosenes, se observa un mayor consumo de H 2 (debido en parte por un cierto grado de hidrocraqueo), comparado con el de naftas. 3 • Los gasóleos no son en sí mismos un producto de refinería. Los mismos pueden ser tratados para eliminar el 80 % del azufre presente, y servir posteriormente a, por ejemplo, procesos de craqueo catalitico. 4 5 • La velocidad de reacción de los procesos de hidrotratamiento disminuye rápidamente con respecto al aumento del rango de ebullición de la entrada. • Para naftas, la alimentación es gaseosa, mezcla líquido-gas para kerosene y líquida en gasóleos. Los catalizadores cambian en concordancia.

LIMPIEZA DE GASES ACIDOS

Recuperación de los contaminantes üEl H 2 S es un gas altamente tóxico y de difícil manejo üIncorpora valor económico a la producción obtenida en las refinerías üContribuye a mejorar la calidad del aire üElimina la incineración del producto que actualmente se realiza a través de las antorchas de combustión de las refinerías üPermite obtener como producto azufre de alta calidad para comercializar.

LIMPIEZA DE GASES ACIDOS Endulzamiento Regeneración Recuperación de contaminantes Limpieza de gas de cola Incineración

Tecnología El proceso Claus, permite recuperar el 96% del azufre contenido en los gases agrios que actualmente se incineran en las antorchas de combustión. Proceso Claus Fue inventado en 1883 por Carl Friedrich Claus Consiste en la incineración de dichos gases en presencia de aire para formar azufre sólido y agua, mediante las siguientes reacciones:

Se realiza en dos etapas § Proceso térmico que se produce en un horno de diseño especial I ETAPA § El H 2 S es parcialmente oxidado con oxígeno del aire: H 2 S + 3/2 O 2 = SO 2 + H 2 O § Temperaturas que oscilan entre 900 y 1300ºC. § Logra una conversión de hasta el 70% en peso del azufre ingresado como carga a la unidad. CLAUS § Etapa de recuperación con reactores catalíticos que completan la reacción II ETAPA § H 2 S remanente reacciona con el SO 2 sobre un catalizador de alúmina, para formar azufre elemental. 2 H 2 S + SO 2 = 3/X SX + 2 H 2 O § Conversión a niveles superiores del 96%
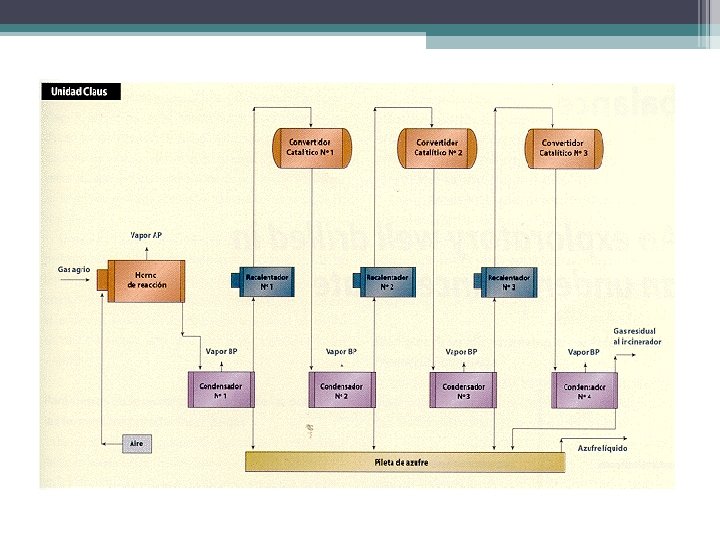

Historia Hace más de 100 años • El proceso Claus original constaba de una sola reacción que se realizaba en una sola etapa catalítica 1930 • La compañía alemana IG Farben industrie desarrolló un proceso Claus mejorado consiste en la oxidación del H 2 S vía combustión, y una etapa catalítica posterior. • El proceso Claus moderno se quema el gas ácido y posteriormente se cuenta con 2 o 3 Actualidad etapas catalíticas

Método Claus Mejorado: Limpieza de H 2 S, incluyendo NH 3 Se ha observado deposiciones de compuestos de azufre con nitrógeno en las tuberías del proceso. Esto se debe a la presencia de compuestos nitrogenados en los gases ácidos que no son eliminados en el proceso Claus. Sulfuro de amonio Sulfito de amonio Estos compuestos obstruyen las mencionadas tuberías de manera paulatina, de manera similar a la deposición de asfaltenos en tuberías de transporte de crudo o cortes residuales. Es necesario modificar el presente método par evitar las mencionadas deposiciones.

Método Claus Mejorado: Limpieza de H 2 S, incluyendo NH 3 Objetivos: 1 2 3 4 • Mejorar el método Claus original para evitar deposición de sales de azufre y nitrógeno • Producción de azufre elemental a partir de gases de desecho de refinerías que eran considerados inútiles • Proceso útil y confiable de tratar H 2 S, aún así se tenga la presencia de amoníaco. • Proceso para obtención de azufre en forma de producto limpio y de color claro, a pesar de tener como fuente gases de desecho de refinería

Método Claus Mejorado: Limpieza de H 2 S, incluyendo NH 3 Primera etapa: Separación H 2 S/NH 3 y quemado

Método Claus Mejorado: Limpieza de H 2 S, incluyendo NH 3 Segunda etapa: Catálisis de H 2 S/SO 2

¿Preguntas ? Gracias por su atención…

Referencias • Recurso web: Mild hydrotreating/extraction process for low sulfur gasoline, http: //www. freepatentsonline. com/6228254. html • Recurso web: Deep desulfurization of distillate fuels, http: //www. freepatentsonline. com/5454933. html • Recurso web: Metodo Claus, Production of sulfur by the Claus process, http: //www. freepatentsonline. com/4075310. html • Recurso web: Claus Method, http: //en. wikipedia. org/wiki/Claus_process • Speight, J. C. “The chemistry and technology of petroleum”, cuarta edición, Editorial Taylor and Francis Group, Boca Ratón, Florida, EEUU, 2007. • Speight, J. C. , Ozum, B. , “Petroleum Refining Process”, cuarta edición, Editorial Marcel Dekker, New York, EEUU, 2001. • Gary, J. , “Petroleum refining: technology and economics”, tercera edición, Editorial Marcel Dekker, New York, EEUU, 1994.
- Slides: 32