UNITII SHEET METAL FORMING CONTENTS v MATERIALS USED




















 Gas welding * Oxy-Acetylene Welding * Oxy-Hydrogen Welding 2) Arc")
 is a fusion-welding process performed by a high-temperature")




 is a fusion-welding process in which coalescence of the metals")
 DCRP(Direct current reverse polarity) In DCSP, electrode")






- Slides: 38
UNIT-II SHEET METAL FORMING
CONTENTS v MATERIALS USED v SHEET METAL OPERATIONS SHEARING 1 BLANKING 2 PIERCING 3 PUNCHING 4 NOTCHING v BENDING v DRAWING v COINING v EMBOSSING
MATERIALS USED v The two main groups of sheet metal are steel and non-ferrous , each group including several types of metals for different uses. v Steel is the most commonly used material in the sheet metal shop. Sheet steel may be either coated or uncoated. v The most commonly used coated sheets are galvanized and tin plate. v The most commonly used non-ferrous steels are Copper, Aluminium lead and zinc.
TOOLS USED IN SHEET METAL WORK The following tools are commonly used for sheet-metal work: (i) Hand shears or snips (ii) Hammers (iii) Stakes and stake holder (iv) Cutting tools (v) Measuring tools (vi) Miscellaneous hand tools such as chisels, groovers, seamers, rivet sets and hand punches.
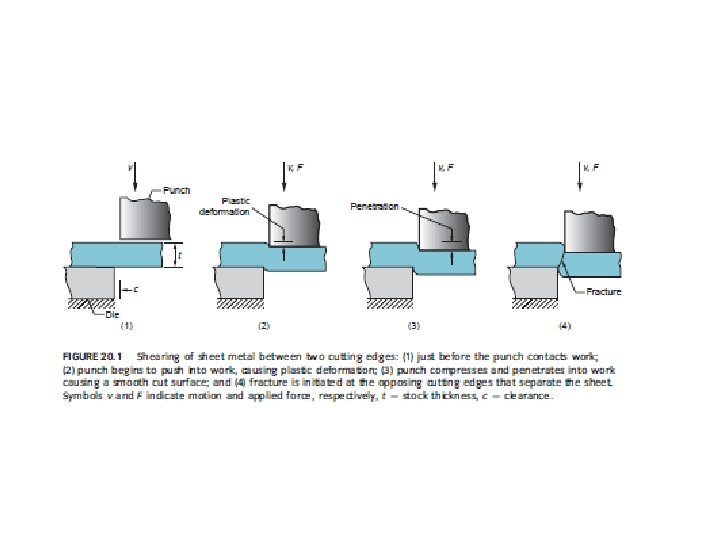
SHEARING v Shearing is a process which involves cutting sheet metal by subjecting it to shear stresses, usually between a punch and a die.
BLANKING AND PUNCHING
PIERCING • Piercing is similar to punching operation with expection that punching produces cylindrical holes whereas piercing produces hole of any shape.
NOTCHING AND SEMI-NOTCHING • It is a shearing process during which a metal scrap piece is removed from the outside edge of a metal workpiece. • Notching is typically a manually operated, low-production process. During a notching operation, the metal work piece has an outside edge removed by the use of multiple shear blades that are set at right angles to each other.
SLOTTING AND PERFORATING v Slotting is the term sometimes used for a punching operation that cuts out an elongated or rectangular hole. v Perforating involves the simultaneous punching of a pattern of holes in sheet metal. The hole pattern is usually for decorative purposes, or to allow passage of light, gas, or fluid.
BENDING OPERATIONS v Bending in sheet-metalwork is defined as the straining of the metal around a straight axis. During the bending operation, the metal on the inside of the neutral plane is compressed, while the metal on the outside of the neutral plane is stretched.
TYPES OF BENDING V-BENDING EDGE BENDING
SPRING-BACK EFFECT v When the bending pressure is removed at the end of the deformation operation, elastic energy remains in the bent part, causing it to recover partially toward its original shape. v This elastic recovery is called spring back, defined as the increase in included angle of the bent part relative to the included angle of the forming tool after the tool is removed.
DRAWING v Drawing is a sheet-metal-forming operation used to make cup-shaped, box-shaped, or other complex-curved and concave parts. v It is performed by placing a piece of sheet metal over a die cavity and then pushing the metal into the opening with a punch. v Common parts made by drawing include beverage cans, ammunition shells, sinks, cooking pots, and automobile body panels.
COINING AND EMBOSSING v Coining is the process of making impressions and raising of images or characters from punch and die into the sheet. v Embossing is the operation used to make raised features on sheets with its relief on the other side.
PRESSES v Manually operated presses 1. Fly presses v Power Presses Mechanical presses Hydraulic presses Pneumatic presses
FLY PRESS v This type of press is made of cast-iron frame and is hand operated. v The construction consist of a screw which carries a wheel fitted with a handle at one end, and a ram which slides in the guide fitted at the other end of the screw. v Further, the ram carries the punch at its bottom. Thus, as the ram moves, the punch also moves providing the required thrust on the sheet metal.
MECHANICAL PRESSES •
HYDRAULIC PRESSES v Hydraulic presses use a large piston and cylinder to drive the ram. This power system typically provides longer ram strokes than mechanical drives and can develop the full tonnage force throughout the entire stroke. v However, it is slower. Its application for sheet metal is normally limited to deep drawing and other forming operations where these loadstroke characteristics are advantageous. v These presses are available with one or more independently operated slides, called single action (single slide), double action (two slides), and so on. Double-action presses are useful in deep drawing operations where it is required to separately control the punch force and the blankholder force.
WELDING
WELDING v Welding is the process of joining similar metals by application of heat with or without application of pressure and addition of filler material. v Classification of welding: 1) Pressure welding – Application of pressure 2) Fusion welding - without application of pressure but after heating allowed to solidify.
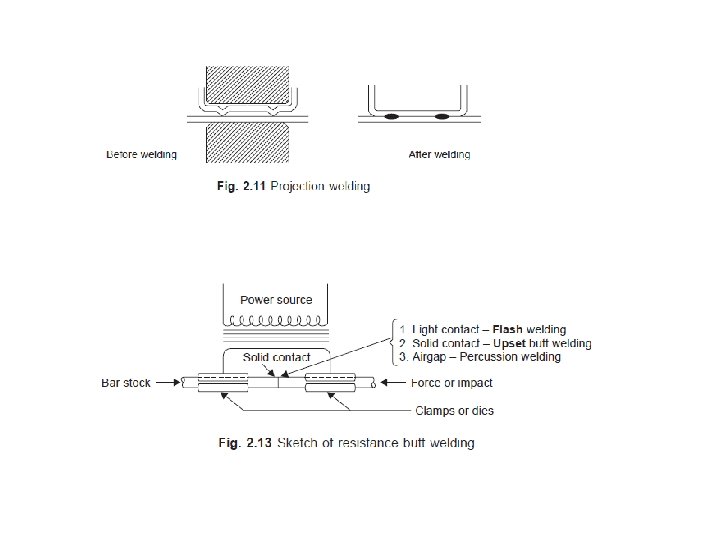
CLASSIFICATION OF WELDING 1) Gas welding * Oxy-Acetylene Welding * Oxy-Hydrogen Welding 2) Arc Welding * Metal electrode welding * Carbon Electrode welding 3) Resistance Welding * Spot welding * Seam welding * Projection welding * Butt welding
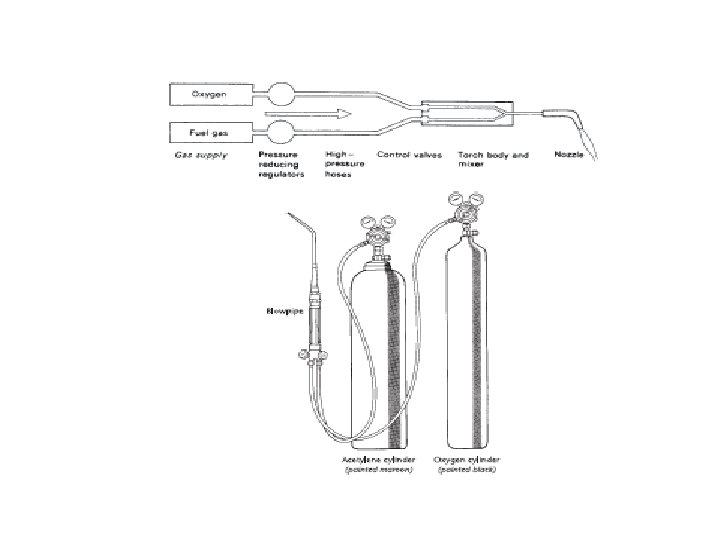
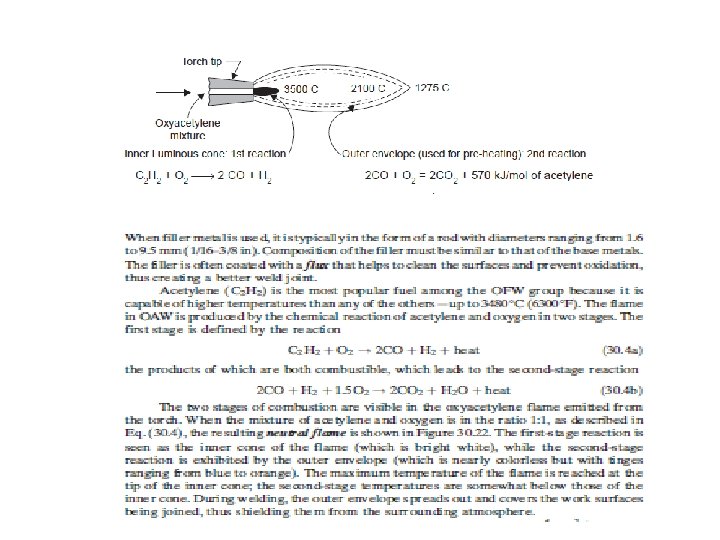
OXY-ACETYLENE WELDING • Oxyacetylene welding (OAW) is a fusion-welding process performed by a high-temperature flame from combustion of acetylene and oxygen. • The flame is directed by a welding torch. • A filler metal is sometimes added, and pressure is occasionally applied in OAW between the contacting part surfaces • Flux is also sometimes added to remove impurities and oxides.
CARBURIZING FLAME • The carburizing or reducing flame has excess of acetylene and can be recognized by acetylene feather, which exists between the inner cone and the outer envelope. • The outer flame envelope is longer than that of the neutral flame and is usually much brighter in color. • A reducing flame may be distinguished from carburizing flame by the fact that a carburizing flame contains more acetylene than a reducing flame. • A reducing flame has an approximate temperature of 3038°C. A carburizing-flame is used in the welding of lead and for carburizing (surface hardening) purpose.
NEUTRAL FLAME • A neutral flame results when approximately equal volumes of oxygen and acetylene are mixed in the welding torch and burnt at the torch tip. The temperature of the neutral flame is of the order of about 5900°F (3260°C). • It has a clear, well defined inner cone, indicating that the combustion is complete. The inner cone is WHITE in color. • It is surrounded by an outer flame envelope, produced by the combination of oxygen in the air and superheated carbon monoxide and hydrogen gases from the inner cone. This envelope is Usually a much darker blue than the inner cone.
OXIDIZING FLAME v The oxidizing flame has an excess of oxygen over the acetylene. An oxidizing flame can be recognized by the small cone, which is shorter, much bluer in color and more pointed than that of the neutral flame. v The outer flame envelope is much shorter and tends to fan out atthe end. Such a flame makes a loud roaring sound. It is the hottest flame (temperature as high as 3400 C) produced by any oxy-fuel gas source. v But the excess oxygen especially at high temperatures tends to combine with many metals to form hard, brittle, low strength oxides.
ARC WELDING
v Arc welding (AW) is a fusion-welding process in which coalescence of the metals is achieved by the heat of an electric arc between an electrode and the work. v An electric arc is a discharge of electric current across a gap in a circuit. It is sustained by the presence of a thermally ionized column of gas (called a plasma) through which current flows. v To initiate the arc in an AW process, the electrode is brought into contact with the work and then quickly separated from it by a short distance. v The electric energy from the arc thus formed produces temperatures of 5500 C (10, 000 F) or higher, sufficiently hot to melt any metal. A pool of molten metal, consisting of base metal(s) and filler metal (if one is used) is formed near the tip of the electrode. v In most arc welding processes, filler metal is added during the operation to increase the volume and strength of the weld joint
POLARITY • • DCSP(Direct current straight polarity) DCRP(Direct current reverse polarity) In DCSP, electrode is negative and work is positive. In DSRP, the electrode is positive and work piece is negative.
ELECTRODES • • Consumable Electrodes Non-consumable electrodes Consumable electrodes are further classified into two types: Bare electrodes Coated electrodes
TYPES OF WELDING JOINTS
RESISTENCE WELDING
SOLDERING v Soldering is a method of joining similar or dissimilar metals by heating them to a suitable temperature and by means of a filler metal, called solder, having liquidus temperature exceeding 450°C and below the solidus of the base material. v Though soldering obtains a good joint between the two plates, the strength of the joint is limited by the strength of the filler metal used. v Solders are essentially alloys of lead and tin. To improve the mechanical properties and temperature resistance, solders are added to other alloying elements such as zinc, cadmium and silver in various proportions. v Soldering is normally used for obtaining a neat leak proof joint or a low resistance electrical joint. The soldered joints are not suitable for high temperature service because of the low melting temperatures of the filler metals used. not
STEPS INVOLVED IN SOLDERING • • Shaping and fitting of metal parts together Cleaning of surfaces Flux application Application of heat and solder
BRAZING v Brazing is the process of joining two similar or dissimilar metals in which metals are heated to a suitable temperature below their melting point and low melting point filler material is applied to the surface which melts and fills the gap by capillary action