Traditional Manufacturing Processes Casting Forming Sheet metal processing

 Shape by compacting in")
 Powder Production Atomization: Spray liquid metal using high-pressure water, inert gas water")
 Powder Blending, (3) Powder Compaction Blending • Mix different sizes of powder")
 Sintering, (5) Finishing Sintering: Green compact heated in oven to 70% ~")
 Glass Sheet making: Rolling operation using molten glass Glass")


















 and HDPE (high density) Properties: good chemical and")


 Properties: good mechanical, electrical,")




 Acrylic Cellulosics Fluoroplastics Nylon Phenylene")


- Heat-softened thermoplastic sheet is")



- Heat-softened thermoplastic sheet is")


 Molded using a shaped die")


")







![Designing injection molds: mold in action [source: Lec notes, Prof T. Gutosky, MIT]](https://slidetodoc.com/presentation_image_h/27fe75d27143bc0d0193946e8891259c/image-56.jpg "Designing injection molds: mold in action [source: Lec notes, Prof T. Gutosky, MIT]")
![Designing injection molds: typical features [source: www. idsa-mp. org]](https://slidetodoc.com/presentation_image_h/27fe75d27143bc0d0193946e8891259c/image-57.jpg "Designing injection molds: typical features [source: www. idsa-mp. org]")

 proper")
 avoid thick cross-sections [source: GE")
 gate location determines weld lines")
- Slides: 61
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment
Powder Metallurgy, Manufacturing with Ceramics Fine powder (plastic, ceramic, metal) Shape by compacting in a die Join powder particles (heat to just below melting point) balls used in ball-point pens gears, cams cutting tools (inserts) porous metal filters oil-impregnated bearings piston rings in engines
P-M: (1) Powder Production Atomization: Spray liquid metal using high-pressure water, inert gas water atomizer air atomizer Chemical method: Pass CO or H 2 gas over powdered Metal oxide (reduction) Electrochemical action: Solution of metal salt Current Metal deposits on cathode
P-M: (2) Powder Blending, (3) Powder Compaction Blending • Mix different sizes of powder homogeneously • Add lubricant to improve compaction die life Compaction: produces green mold
P-M: (4) Sintering, (5) Finishing Sintering: Green compact heated in oven to 70% ~ 90% of melting point Diffusion weld 3 -stage Sintering furnace: burn off lubricant sinter cool down Finishing: 1. Coining and sizing: forging die to improve dimensional accuracy 2. Impregnation: e. g. oil impregnation for self-lubrication bearings 3. Infiltration: e. g. brazing of steel powders to add strength
Manufacturing with Glass (and Ceramics) Glass Sheet making: Rolling operation using molten glass Glass tubes and rods: Drawing process using molten glass Lenses, Headlamps manufacture: Molding process
Bottle manufacture Blow molding source: http: //www. pct. edu/prep/bm. htm
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment
Plastics History
Plastic types: Thermosets General properties: more durable, harder, tough, light. Typical uses: automobile parts, construction materials. Examples: Unsaturated Polyesters: lacquers, varnishes, boat hulls, furniture Epoxies and Resins: glues, coating of electrical circuits, composites: fiberglass in helicopter blades, boats, …
Plastic types: Elastomers General properties: these are thermosets, and have rubber-like properties. Typical uses: medical masks, gloves, rubber-substitutes Examples: Polyurethanes: mattress, cushion, insulation, toys Silicones: joint seals surgical gloves, oxygen masks in medical applications
Plastic types: Thermoplastics General properties: low melting point, softer, flexible. Typical uses: bottles, food wrappers, toys, … Examples: Polyethylene: packaging, electrical insulation, milk and water bottles, packaging film Polypropylene: carpet fibers, automotive bumpers, microwave containers, prosthetics Polyvinyl chloride (PVC): electrical cables cover, credit cards, car instrument panels Polystyrene: disposable spoons, forks, Styrofoam™ Acrylics (PMMA: polymethyl methacrylate): paints, fake fur, plexiglass Polyamide (nylon): textiles and fabrics, gears, bushing and washers, bearings PET (polyethylene terephthalate): bottles for acidic foods like juices, food trays PTFE (polytetrafluoroethylene): non-stick coating, Gore-Tex™ (raincoats), dental floss
Why design with plastic? The word plastics is from the Greek word Plastikos, meaning “able to be shaped and molded” • Light weight, high weight to strength ratio, particularly when reinforced Density • Relatively low cost compared to metals and composites Cost
Why design with plastic? • Corrosion resistance • Low electrical and thermal conductivity, insulator • Easily formed into complex shapes, can be formed, casted and joined. • Wide choice of appearance, colors and transparencies • Disadvantages of using Plastics – Low strength – Low useful temperature range (up to 600 o. F) – Less dimensional stability over period of time (creep effect) – Aging effect, hardens and become brittle over time – Sensitive to environment, moisture and chemicals – Poor machinability
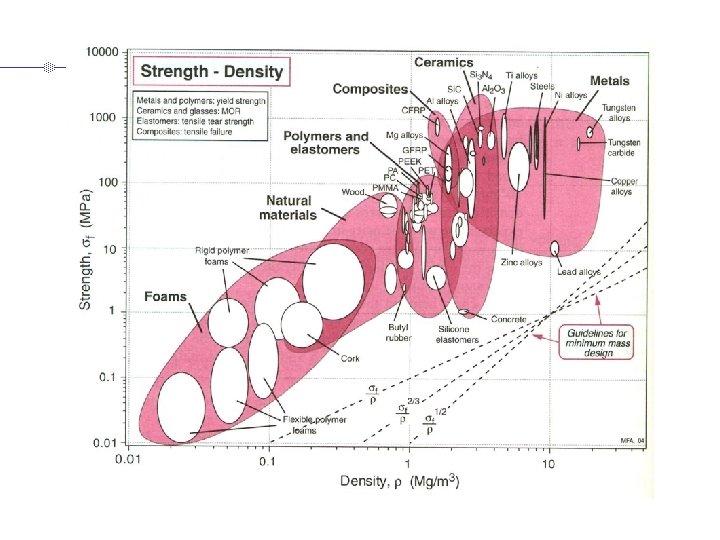
Mechanical Properties of Various Plastics Brass: 200 to 850 MPa Steel: 350 to 1900 MPa Aluminum: 100 to 550 MPa
Polymers • The earliest synthetic polymer was developed in 1906, called Bakelite. • The development of modern plastics started in 1920 s using raw material extracted from coal and petroleum products (Ethylene). Ethylene is called a building block. • Polymers are long-chain molecules and are formed by polymerization process, linking and cross linking a particular building block (monomer, a unit cell). • The term polymer means many units repeated many times in a chainlike structure. • Most monomers are organic materials, atoms are joined in covalent bonds (electron-sharing) with other atoms such as oxygen, nitrogen, hydrogen, sulfur, chlorine, ….
The structure of polymers
Classification of polymers There are two major classifications of polymers Thermoplastics As the temperature is raised above the melting point, the secondary bonds weaken, making it easier to form the plastic into any desired shape. When polymer is cooled, it returns to its original strength and hardness. The process is reversible. Polymers that show this behavior are known as thermoplastics. Thermosetting Plastics (thermosets) Thermosetting plastics are cured into permanent shape. Cannot be re-melted to the flowable state that existed before curing, continued heating for a long time leads to degradation or decomposition. This curing (cross-linked) reaction is irreversible. Thermosets generally have better mechanical, thermal and chemical properties. They also have better electrical resistance and dimensional stability than do thermoplastics.
Polymer’s Structures Bonding – monomers are linked together by covalent bonds, forming a polymer chain (primary bonds). The polymer chains are held together by secondary bonds. The strength of polymers comes in part from the length of polymer chains. The longer the chain, the stronger the polymer. More energy is needed to overcome the secondary bonds. Linear polymers A sequential structure resulting in thermoplastics like nylon, acrylic, polyethylene. A linear polymer may contain some branched and cross-linked chains resulting in change in properties. Branched polymers Side branch chains are attached to the main chain which interferes with the relative movement of the molecular chains. This results in an increase in strength, deformation resistance and stress cracking resistance. Lower density than linear chain polymers.
Polymer’s Structures Cross-linked polymers Three dimensional structure, adjacent chains are linked by covalent bonds. Polymers with cross-linked chains are called thermosetting plastics (thermosets), epoxy and Silicones. Cross-linking is responsible for providing hardness, strength, brittleness and better dimensional stability. Network polymers A three dimensional network of three or more covalent bonds. Thermoplastic polymers that have been already formed could be cross-linked to obtain higher strength. Polymers are exposed to high-energy radiation.
Additives in Plastics Additives are added to polymers in order to obtain or improve certain properties such as strength, stiffness, color, resistance to weather and flammability. Plasticizers are added to obtain flexibility and softness, most common use of plasticizers are in PVC. Ultraviolet radiation (sunlight) and oxygen cause polymers to become stiff and brittle, they weaken and break the primary bonds. A typical treatment is to add carbon black (soot) to the polymer, it absorbs radiation. Antioxidants are also added to protect against degradation. Fillers such as fine saw dust, silica flour, calcium carbide are added to reduce the cost and to increase harness, strength, toughness, dimensional stability, …. .
Additives in Plastics • Colorants are added to obtain a variety of colors. Colorants are either organic (dye) or inorganic (pigments). Pigments provide greater resistance to temperature and sunlight. • Flame retardants such as chlorine, phosphorus and bromine, are added to reduce polymer flammability. Teflon does not burn and nylon and vinyl chloride are selfextinguishing. • Lubricants such as mineral oil and waxes are added to reduce friction.
Applications of Thermoplastics Design requirement: strength Applications: Valves, gears, cams, pistons, fan blades, … Plastics: nylon, acetal (delrin), polycarbonate, phenolic Design requirement: wear resistance Applications: bearings, gears, bushings, wheels, …. Plastics: nylon, acetal (delrin), polyurethane, phenolic, polymide
Applications of Thermoplastics Design requirement: functional and decorative Applications: knobs, handles, cases, moldings, pipe fittings, … Plastics: ABS, acrylic, polyethylene, phenolic, polypropylene, polystyrene Design requirement: functional and transparent Applications: lens, goggles, signs, food processing equipment, … Plastics: acrylic, polycarbonate, polystyrene, polysulfone Design requirement: hollow shapes and housings Applications: pumps, helmets, power tools, cases, … Plastics: ABS, polyethylene, phenolic, polypropylene, polystyrene, polycarbonate
Popular Plastics Polyethylene (LDPE (low density) and HDPE (high density) Properties: good chemical and electrical properties, strength depends on composition Applications: bottles, garbage cans, housewares, bumpers, toys, luggage Acetal (Delrin) Properties: good strength, good stiffness, good resistance to heat, moisture, abrasion and chemicals Applications: mechanical components; gears, bearings, valves, rollers, bushings, housings ABS Properties: dimensionally stable, good strength, impact and toughness properties, good resistance to abrasion and chemicals Applications: automotive components, helmets, tool handles, appliances, boat hulls, luggage, decorative panels
Popular Plastics Polycarbonates Properties: very versatile and has dimensional stability, good mechanical and electrical properties, high resistance to impact and chemicals Applications: optical lenses, food processing equipments, electrical components and insulators, medical equipments, windshields, signs, machine components Nylons Properties: good mechanical and abrasion resistance property, selflubricating, resistant to most chemicals but it absorbs water, increase in dimension is undesirable Applications: mechanical components; gears, bearings, rollers, bushings, fasteners, guides, zippers, surgical equipments,
Applications of Thermosetting Plastics Epoxies Properties: good dimensional stability, excellent mechanical and electrical properties, good resistance to heat and chemicals Applications: electrical components requiring strength, tools and dies, fiber reinforced epoxies are used in structural components, tanks, pressure vessels, rocket motor casing Phenolics Properties: good dimensional stability, rigid, high resistance to heat, water, electricity, and chemicals Applications: laminated panels, handles, knobs, electrical components; connectors, insulators
Applications of Thermosetting Plastics Polyesters (thermosetting, reinforced with glass fibers) Properties: good mechanical, electrical, and chemical properties, good resistance to heat and chemicals Applications: boats, luggage, swimming pools, automotive bodies, chairs Silicones Properties: excellent electrical properties over a wide rang of temperature and humidity, good heat and chemical properties Applications: electrical components requiring strength at high temp. , waterproof materials, heat seals
Website: www. ge. com/plastics Plastics Stress vs. Strain curve
Thermosets Thermoplastics Structural and mechanical Appl. Gears, cams, pistons, rollers, fan blades, rotors, pump impellers, washing machine agitators ABS Acetal (Delrin) Acrylic Cellulosics Fluoroplastics Nylon Phenylene Oxide Polycarbonate Polyester Polyethylene Polyimide Polyenylene sulfide Polypropylene Polystyrene Polysulfone Polyurethane Polyvinyl chloride Phenolic Polyester Polyurethane X Light duty mechanical & decorative Handles, knobs, steering wheel, tool handles, pipe fittings, camera cases, eyeglass frames X X X
Thermosets Thermoplastics Parts for wear applications Gears, bearings, bushings, tracks, wheels, ware strips ABS Acetal (Delrin) Acrylic Cellulosics Fluoroplastics Nylon Phenylene Oxide Polycarbonate Polyester Polyethylene Polyimide Polyenylene sulfide Polypropylene Polystyrene Polysulfone Polyurethane Polyvinyl chloride Phenolic Polyester Polyurethane X X X Optical and transparent parts Lenses, safety glasses, signs, refrigerator shelves, windshields X X X
Thermosets Thermoplastics Small housing & hollow shapes Phone and flashlight cases, helmets, housings for power tools, pumps, small appliances Large housing & hollow shapes Boat hulls, large appliance housings, tanks, tubs, ducts, refrigerator liners ABS Acetal (Delrin) Acrylic Cellulosics Fluoroplastics Nylon Phenylene Oxide Polycarbonate Polyester Polyethylene Polyimide Polyenylene sulfide Polypropylene Polystyrene Polysulfone Polyurethane Polyvinyl chloride X X X X X Phenolic Polyester Polyurethane X X X X X
Thermosets Thermoplastics Plastic Structural & Mechanical ABS Acetal (Delrin) Acrylic Cellulosics Fluoroplastics Nylon Phenylene Oxide Polycarbonate Polyester Polyethylene Polyimide Polyenylene sulfide Polypropylene Polystyrene Polysulfone Polyurethane Polyvinyl chloride Phenolic Polyester Polyurethane Light duty Small mech & housing & hollow deco shapes X X Large housing & hollow shapes Parts for wear applications Optical and transparent parts X X X X X X X X X X X
Plastics Processing • Plastics are usually supplied as moulding powder, granules or chips which have to be processed. • Processing includes the thorough mixing of additives with the moulding powder, granules or chips to produce plastic compounds. • The use of additives allows a relatively small number of base plastics to be transformed into wide range of very versatile materials.
Types of Plastic Processing • • • Injection Moulding – Usually for thermoplastics. Molten plastics are injected under pressure into a mould. The mould surface detail (profile of the product) can be accurately reproduced. Compression Moulding – Usually for thermosetting plastics. Plastic is moulded under pressure before the polymerisation begins. Extrusion – Usually for thermoplastics. The molten plastics are fed under pressure by a screw through a hole or a die. Long continuous lengths, such as sheets, rods and tubes, can be produced.
Types of Plastic Processing • • • Thermoforming (Vacuum Forming)- Heat-softened thermoplastic sheet is drawn or sucked over a mould. It can be used for a variety of products from chocolate box trays to acrylic baths. Blow Moulding – An extruded thermoplastic tube is heated and air is blown into it to force the plastic to take on the form of the mould in which it is enclosed. Rotational Moulding – Usually for thermoplastics. Powder is heated inside a closed mould which is then rotated around two or three axes. This forces the plastic to take the form of the surface of the mould. It can be used to make very large hollow articles.
Types of Plastic Processing • Calendering – Usually for thermoplastics. Molten plastics are squeezed between hot rollers to form film or sheets. • Casting – Useful for thermosetting plastics. Molten plastic is poured into a mould. • Bending – Thermoplastics can be heated along a line using an electric strip heater and then folded to the desired angle. A bending jig is sometimes used to hold the plastic in position until it resets.
Types of Plastic Processing • Fabrication – Plastics can be joined together using a variety of fixings and adhesives. • Coating – Powdered thermoplastic melts on the surface of a heated product giving it a thin film coating. • Forming – Layers of glass fibre (Glass Reinforced Plastic) matting and polyester resin can be formed over a mould. As the resin cures it will harden to give rigidity to this fibre/resin matrix. Thermoplastic can also be formed by heating the whole sheet in an oven until it becomes ‘floppy’. The sheet is then pressed between two formers.
Types of Plastic Processing • • • Injection Moulding – Usually for thermoplastics. Molten plastics are injected under pressure into a mould. The mould surface detail (profile of the product) can be accurately reproduced. Compression Moulding – Usually for thermosetting plastics. Plastic is moulded under pressure before the polymerisation begins. Extrusion – Usually for thermoplastics. The molten plastics are fed under pressure by a screw through a hole or a die. Long continuous lengths, such as sheets, rods and tubes, can be produced.
Types of Plastic Processing • • • Thermoforming (Vacuum Forming)- Heat-softened thermoplastic sheet is drawn or sucked over a mould. It can be used for a variety of products from chocolate box trays to acrylic baths. Blow Moulding – An extruded thermoplastic tube is heated and air is blown into it to force the plastic to take on the form of the mould in which it is enclosed. Rotational Moulding – Usually for thermoplastics. Powder is heated inside a closed mould which is then rotated around two or three axes. This forces the plastic to take the form of the surface of the mould. It can be used to make very large hollow articles.
Plastics Processing: Extrusion
Plastics Processing: Blow molding - similar to glass blow-molding -
Plastics Processing: Thermoforming Sheet of plastic Heated (soft) Molded using a shaped die
Vacuum thermoforming
Plastics Processing: Compression and Transfer Molding • used mostly for thermosetting polymers • mold is heated and closed using pressure • plastic flows to fills the cavity • flash must be trimmed by finishing dishes, handles for cooking pots skis, housing for high-voltage switches some rubber parts like shoe soles and even composites such as fiber-reinforced parts
Plastics Processing: Compression and Transfer Molding compression molding transfer molding (more complex shapes)
Plastics Processing: Injection Molding - Probably the most common, most important, most economical process
Plastics Processing: Injection Molding Cycle of operation for injection molding AVI [source: ylmf. com. hk] [source: www. offshoresolutions. com]
Injection Molding: geometry of the mold Basic components: mold pieces (define the geometry of the part), AND sprue, gates, runners, vents, ejection pins, cooling system
Injection Molding: 2 -piece and 3 -piece molds
Injection Molding: molds with moving cores and side-action cams - If the geometry of the part has undercuts [definition ? ]
Injection Molding: designing injection molds 1. molding directions number of inserts/cams required, if any 2. parting lines 3. parting planes by extending the parting line outwards 4. gating design where to locate the gate(s) ? 5. multiple cavity mold fix relative positions of the multiple parts 6. runners: flow of plastic into the cavity 7. sprue located: 8. functional parts of the mold - ejection system: to eject the molded part - systems to eject the solidified runners - alignment rods: to keep all mold components aligned
Injection Molding: designing injection molds cup 1. molding directions number of inserts/cams required, if any 2. parting lines 3. parting planes by extending the parting line outwards 4. gating design where to locate the gate(s) ? parting line 5. multiple cavity mold fix relative positions of the multiple parts 6. runners: flow of plastic into the cavity 7. sprue located: gate 8. functional parts of the mold - ejection system: to eject the molded part - systems to eject the solidified runners - alignment rods: to keep all mold components aligned parting plane
Designing injection molds: mold in action [source: Lec notes, Prof T. Gutosky, MIT]
Designing injection molds: typical features [source: www. idsa-mp. org]
Designing injection molds: typical features
Considerations in design of injection molded parts The two biggest geometric concerns (i) proper flow of plastic to all parts of the mold cavity before solidification (ii) shrinking of the plastic resulting in sink holes Guideline (1) maintain uniform cross-section thickness throughout the part How: use of ribs/gussets [source: GE plastics: Injection Molding Design Guidelines]
Considerations in design of injection molded parts Guideline (2) avoid thick cross-sections [source: GE plastics: Injection Molding Design Guidelines]
Considerations in design of injection molded parts Guideline (3) gate location determines weld lines * Source: http: //www. idsa-mp. org/proc/plastic/injection_design_7. htm