TRABALHO DE LICENCIATURA SUBORDINADO AO TEMA PREPARAO CONSTRUTIVA

TRABALHO DE LICENCIATURA SUBORDINADO AO TEMA: PREPARAÇÃO CONSTRUTIVA E TECNOLÓGICA DE FABRICAÇÃO DE MACACOS DE HASTE PARA AUTOMÓVEIS LIGEIROS Autor: Vilanculos, Adriano Afonso Supervisor: Dro Engo Alexandre Kourbatov

OBJECTIVOS DO TRABALHO • Preparação construtiva de todas as peças do macaco; • Cálculos de resistência de algumas peças; • Preparação tecnológica do corpo e do parafuso; • Conclusões; • Recomendações. PARTE CONSTRUTIVA Descrição da construção e funcionamento do macaco

Peças do macaco Corpo 1 Haste 2

Parafuso 3 Calço 5 Porca 4 Apoio 6

Travessa 7 Anilha 10 Eixos 8 e 9 Anilha 11

Alavanca 12 VERIFICAÇÃO DE RESISTÊNCIA DE ALGUMAS PEÇAS Esquemas de carregamento do macaco

Corpo 1 Condição de resistência f = Mf / Wx f Mf = P x AD x cos Yc = Sx/At ; ; Wxi = Jx / Y 1 Wxs = Jx / Y 1 ; Sx = A 1 x Y 1 + A 2 x Y 2 – A 3 x Y 3 + A 4 x Y 4 ; Y 1=Yc; Y`1=H-Yc; f =0, 8 x e / s fi=53, 6 MPa < f=100 MPa

Haste fi = 9, 2 MPa < f = 300 MPa fs = 231 MPa < f = 300 MPa Eixo do calço Condição de resistência = F / Ac c F = P/2 ; Ac = d x l = 0, 8 x r = 156, 25 MPa < c = 416 MPa

Parafuso Condição de resistência r = F / A r r = 42, 8 Mpa < r = 520 Mpa PARTE TECNOLÓGICA

Nts = 67 superfícies Coeficientes de tecnologibilidade ; De normalização: De unificação: De sup. que prec. de tratam. De precisão: , De rugosidade de superfície: De uso de material: Kn Ku Kspt Kp Kr Kum 0, 96 0, 91 0, 93 0, 02 0, 86 ;

ESCOLHA DAS PEÇAS BRUTAS PARA O CORPO Planificação da chapa 1. Var. Corte de tiras Disposição das peças

Qtc = ; Qpt = 2. Var. ; Qpc = Qtc x Qpt 3. Var. ; Qpc =72 peças 4. Var. Qpc = 72 Peças Qpc = 76 peças

Cálculo do Kum para o corpo: Apa = A – B – C – D – E A = Cpb x Lpb ; B = Cbpb x Bpb; C = (B + b) x h/2; D = ( x D*2)/4; E = ( x d*2)/4 Ac = C x L = 0, 86 Bases tecnológicas e rota de tratamento Corte da chapa. Quinagem

c = Brocagem dos furos passantes:

CÁLCULO DE SOBRESPESSURAS E COTAS INTERMÉDIAS Furo passante 1, 20 H 11, Rz 10 m, // 0, 05 mm. N p/o Método de tratamento Grau de tolerância Rugosidade Rz, m Camada defeituosa T, m Defeito no espaço , m Defeito de instalação , m Sobreespes sura Zmin, m 1 o Brocagem comum 12 o 40 80 188, 1 - - 2 o Mandrilage m de semi acabamento 11 o 10 20 9, 405 0 616, 2 Métedo de tratamento Tolerância IT, mm Dimensão calculada, mm Max. Min. Dimensão arredondada, mm Sobreespesuras, mm Max. Min. Brocagem comum 0, 210 19, 514 19, 304 19, 51 19, 3 - - Mandrilage m de semiacaba mento 0, 130 20 20, 13 20 0, 7 0, 62
 x Rz ; = ; c= ce x l ;")
T = (1 2) x Rz ; = ; c= ce x l ; i = Ki x i-1 Defeito de curvatura na brocagem. 2 Zmin i = 2 x (Rzi-1 + Ti-1 + Dcmáx i = Dci+1 – 2 Zmin i+1 Dcmin i = Dcmáx i – ITi Dcmáxi arr = Dmini arr + ITi 2 Zmini arr = Dmáxiarr – Dmáxi-1 arr 2 Zmáxi arr = Dminiarr – Dmini-1 arr Zminiarr Zminical )

ANÁLISE TECNOLÓGICA DO PARAFUSO Nts = 14 superfícies Kn Ku Kspt Kp Kr Kum 0, 79 0, 36 1, 0 0, 92 0, 33 0, 65 Bases tecnológicas P cilindro externo, chanfro e face. P. Chanfros 2, 7 e 9, rosca externa , cilindros 6 e 8 e face 10.

P. Furo passante 4. virado

Cálculo de sobrespessuras e cotas intermediais, para o parafuso: N p/o Método de tratame nto Grau de tolerân cia Rugosi dade Rz, m Camad a defeitu osa T, m Defeito no espaço , m Defeito de instalaç ão , m Sobrees pessura Zmin, m 1 o Tornea mento de desbasta mento 14 o 80 160 86 - - 2 o Tornea mento de semiaca bamento 12 o 20 30 4, 3 50 678, 96 3 o Tornea mento de acabam ento 11 o 10 10 0 - 108, 6

Métedo de tratamento Tolerânci a IT, mm Dimensão calculada, mm Dimensão arredondada, mm Sobreespesuras, mm Max. Min. Torneamento de desbastamento 0, 360 9, 018 8, 659 9, 1 8, 74 - - Torneamento de semiacabament o 0, 150 8, 129 7, 979 8, 2 8, 05 0, 9 0, 69 Torneamento de acabamento 0, 09 7, 96 7, 87 0. 24 0, 18

Cálculo dos regimes de tratamento para a abertura da rosca externa Tr 12 x 3 -8 e Ra 2, 5 m: Parâmetros geométricos da parte cortante. = 25 o, = 12 o, = 0, = 1 = 75 o, = 30 o, r = 0, 25 mm Profundidade de corte: t Z/i Z = (Dinic – D fin ) / 2 Z = (12 – 8, 5)/2 = 1, 75 mm

i = 9, t 1, 75 / 9 = 0, 2 mm t = 0, 2 mm. Sv = P (passo) = 3 mm/v. T = 70 min Tabela 49 Cv = 32, 6, xv = 0, 6, yv = 0, 2, m = 0, 14 Tabelas 2, 24, 50 Ccv = 1, 0; Kmv = 1, 0; Kesv = 1, 0; Kfv = 1, 0; K v = 0, 8; K 1 v = 0, 79; Krv = 0, 895; Kqv = 0, 97; Kmtv = 1, 0. Vc = Kv = Kmv x Kesv x Kfv x K 1 v x Krv x Kqv x Kmtv = 0, 55
")
Vr = m/min Freqüência de rotação da árvore principal nc = (1000 x Vc) / x D nc = (1000 x 20, 8) / x 12= 552, 016 rpm. nm 1, 1 x nc nm 1, 1 x 552, 016 nm = 600 rpm Velocidade de corte real. Vr = ( x D x nm ) / 1000 Vr = ( x 12 x 600) / 1000 = 22, 6 m/ min.

Verificação de regimes: : Cpz = 2000; xp = 1, 0; yp = 0, 75; np = 0 Coeficientes de correção da força de corte: : Kmp = ( t / 750)n = (610 / 750)0, 75 = 0, 87; K p = 1, 03; K p = 1, 0; Krp = 0, 84; ccp = 1, 0; K p = 1, 0; n = 0, 75 Kp = Kmp x Krp x ccp x K p Força de corte: Pz = Cpz x txp x Syv vm x Vnp r x Kp 0, 75 Pz = 2000 x 0, 2 x 3 x 22, 60 x 0, 75 = 683, 8 N Potencia de corte: Nc = (Pz x Vr) / 60000 Nc = (683, 8 x 22, 6) / 60000 = 0, 26 k. W

Verificação da potencia de corte: Nc Nm x 0, 26 < 2, 9 x 0, 72 0, 26 < 2, 2

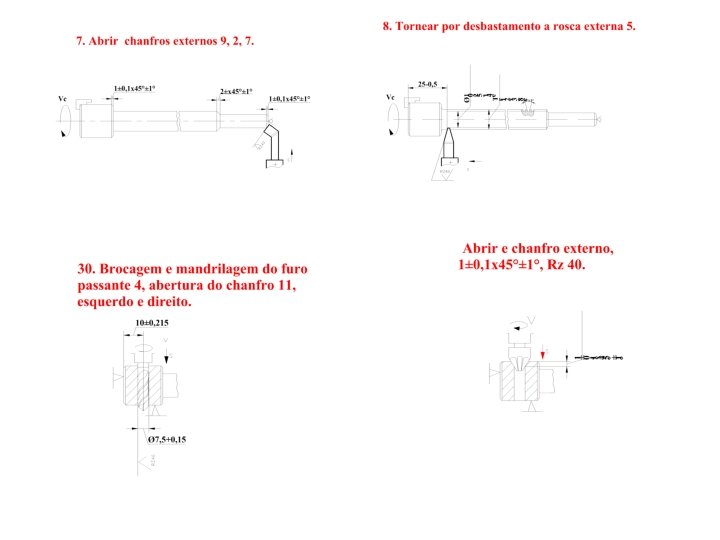
Esquemas de tratamento

CONCLUSÕES. 1 -Preparação construtiva de todas as peças; 2 - Preparação tecnológica de fabricação de corpo e parafuso; 3 - Para a fabricação do macaco será necessária a realização de uma preparação tecnológica de fabricação das restantes peças; 4 - Os cálculos de resistência realizados comprovam que realmente o macaco pode resistir aos esforços máximos admitidos; 5 - Desenhos de montagem do macaco e suas peças; 6 - Cartões de rota e das fases para o corpo e parafuso; 7 - Esquemas de tratamento parafuso. 8 - Cálculo dos regimes de tratamento para a rosca externa. .

RECOMENDAÇÕES. 1 - Material de consulta; 2 - Capacidade máxima inferior ou igual a 5000 N; 3 O automóvel deve estar completamente imobilizado; 4 - As peças desgastadas podem ser substituídas com ajuda de corte das cabeças de rebite formadas nas pontas do parafuso e dos eixos da haste e do calço; 5 - Lubrificação do parafuso com massa consistente; 6 Guardar longe da poeira e produtos corrosivos.
- Slides: 29