THREE DIAL METHOD Often alignment of non critical












- Slides: 14
THREE DIAL METHOD • Often alignment of non critical m/c is done with 1 or 2 dial gauges , • But, when the equipment are critical or rotating at high speed, 1 or 2 dial gauges may not be sufficient for accurate alignment. The method described below is a better, easier & more accurate - called “THREE DIAL METHOD” or “FACE & RIM METHOD”. One dial gauge is used for radial measurement and two dial gauges are used for facial (axial) measurement.
• FACIAL MEASUREMENT : • The radial misalignment, measurement and its correction are not difficult, but those of facial are quite complicated. • When we read facial measurement with one dial gauge, we can not really establish the exact extent of facial misalignment. While rotating the shaft for measurement, most of the times the shaft gets displaced axially. • By making use of two dial gauges for facial measurement the error due to the axial displacement is avoided & the exact facial misalignment is obtained.
• RADIAL & FACIAL MISALIGNMENT • RADIAL MISALIGNMENT • FACIAL MISALIGNMENT
• PROCEDURE : - • Fit the clamp with three dial gauges on the machine. • Check the soft foot of the m/c in which corrections are to be made. • Make the TURNING DISC true before take the reading. • Shaft are first align in “PLAN VIEW”. (Horizontal). • Then the Radial & Facial alignment is checked. • The initial readings are set at ZERO. • Both the shafts are rotated simultaneously in the normal direction of rotation by half a turn & note the reading.
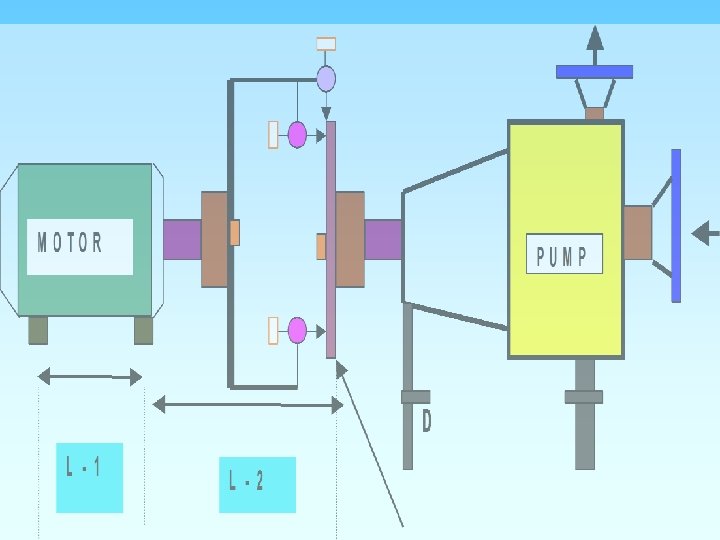
• The shim thickness required & the position where it should be inserted can be easily calculated with the three dimensions as below. • 1 - The center distance of motor base bolts. • 2 -The distance of front base bolt to the radial gauge plunger. • 3 -The diameter of the facial dial gauge turning circle
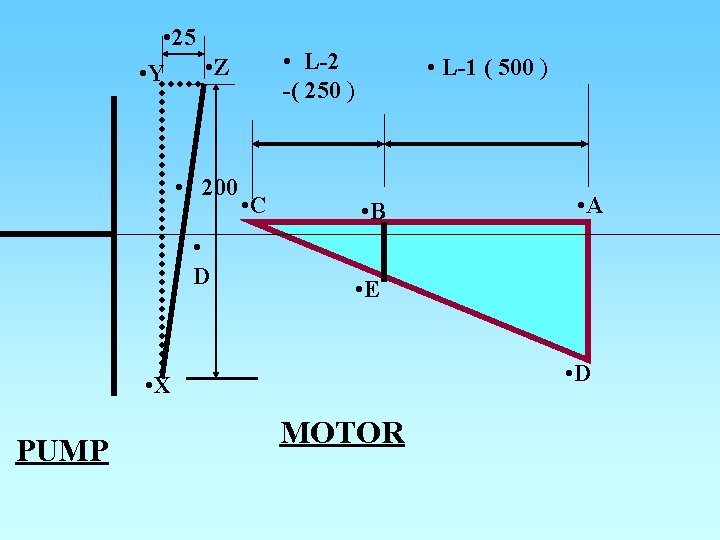
CALCULATION : Let the center distance of motor base bolt = L-1 ( 500 m. m. ) Distance of front base bolt to radial gauge plunger=L-2 (250 m. m. ) Diameter of facial dial gauge turning circle = D ( 200 m. m. ) The three dial gauge are set at zero. Make the TURNING DISC true before take the reading. Shaft are rotate at 180 degree & reading noted down. If the reading in RADIAL GAUGE shown “ + ” is suggest that motor is higher with reaccept to machine. If dial gauge shown “ - ” (negative ) is suggest that motor is down with reaccept to machine. ( IF THE DIAL GAUGE CLAMPED ON MOTOR )
The facial dial gauge reading difference shown “ + ” is suggest the coupling is open at top. If the facial dial gauge reading difference shown “ - ” (negative ) is suggest the coupling is close at top. EXAMPLE : RADIAL FACIAL - 1 00 • + 0. 05 + 0. 40 FACIAL - 2 00 +0. 35 +0. 04 - 0. 25 +0. 21 + 0. 25 - 0. 20 - 0. 05 00
FACIAL CORRECTION + 0. 05 • • • 00 + 0. 25 For Radiad Correction : Difference of bottom & top dial gauge readings / 2 = 0. 40 = 0. 20 m. m. 2 For Facial Correction : Top dial gauge reading - bottom dial gauge reading 2 =+. 25 - ( -. 25 ) = 0. 25 m. m. 2
For Facial Correction: For front feat = L-2 X Facial misalignment / D = 250 X 0. 25 200 = 0. 31 m. m. For back feat : ( L- 1 + L-2 ) X facial misalignment / D. = ( 500 + 250 ) x 0. 25 = 0. 94 m. m. 200 EXACT SHIM THICKNESS : Shim thickness at BACK FEAT = 0. 94 - 0. 20 = 0. 74 m. m. Shim thickness at FRONT FEAT = 0. 31 - 0. 20 = 0. 11 m. m.
• Motor is up & open at bottom. MOTOR PUMP Motor is down & open at top. MOTOR PUMP Motor is down & open at bottom. MOTOR PUMP Motor is up & open at top MOTOR PUMP
• EXACT SHIM THICKNESS : • If motor is higher with respect to machine & opened at top the radial misalignment reading are subtract to catuclated shims of facial misalignment reading ( front&back feat ). • Effected shims are added in the both feat. • If motor is down with respect to machine & opened at top the radial misalignment reading are added to catuclated shims of facial misalignment reading ( front&back feat ). • Effected shims are added in the both feat. •
Precautions during alignment • Sum of dial gauge readings in top & bottom should equal to sum of dial gauge reading in horizontal plane. • Dial indicator should come back to zero position after one complete rotation. • Make the turning disc true while fitting. • Always put some pressure on the dial gauge plunger while initial setting.