Tests of Drawing Feasibility Drawing ratio Reduction Thicknesstodiameter

Tests of Drawing Feasibility § Drawing ratio § Reduction § Thickness-to-diameter ratio

Drawing Ratio DR Most easily defined for cylindrical shape: where Db = blank diameter; and Dp = punch diameter § Indicates severity of a given drawing operation § Upper limit: DR 2. 0

Reduction r § Defined for cylindrical shape: § Value of r should be less than 0. 50

Thickness‑to‑Diameter Ratio t/Db Thickness of starting blank divided by blank diameter § Desirable for t/Db ratio to be greater than 1% § As t/Db decreases, tendency for wrinkling increases

Blank Size Determination § For final dimensions of drawn shape to be correct, starting blank diameter Db must be right § Solve for Db by setting starting sheet metal blank volume = final product volume § To facilitate calculation, assume negligible thinning of part wall

Calculation of blank diameter

Calculation of blank diameter

Calculation of blank diameter
 the flange and (b) the cup")
FIGURE 7. 50 Deformation of elements in (a) the flange and (b) the cup wall in deep drawing of a cylindrical cup.

Example A drawing operation is used to form a cylindrical cup with inside diameter ¼ 75 mm and height ¼ 50 mm. The starting blank size ¼ 138 mmand the stock thickness ¼ 2. 4 mm. Based on these data, is the operation feasible?
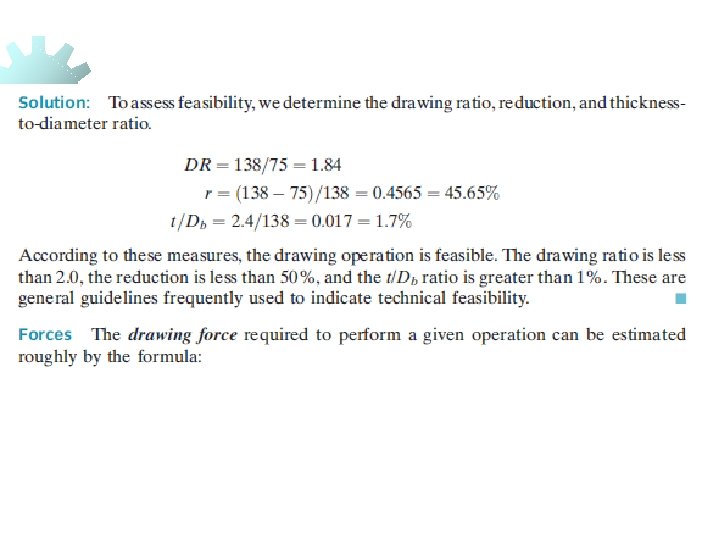

Forces The drawing force required to perform a given operation can be estimated roughly by the formula: where F ¼ drawing force, N (lb); t ¼ original blank thickness, mm (in); TS ¼ tensile strength, MPa (lb/in 2); and Db and Dp are the starting blank diameter and punch diameter, respectively, mm (in). The constant 0. 7 is a correction factor to account for friction. Eq. (20. 12) estimates the maximum force in the operation. The drawing force varies throughout the downward movement of the punch, usually reaching its maximum value at about one-third the length of the punch stroke.

The holding force is an important factor in a drawing operation. As a rough approximation, the holding pressure can be set at a value =0. 015 of the yield strength of the sheet metal [8]. This value is then multiplied by that portion of the starting area of the blank that is to be held by the blankholder. In equation form,
 drawing force and")
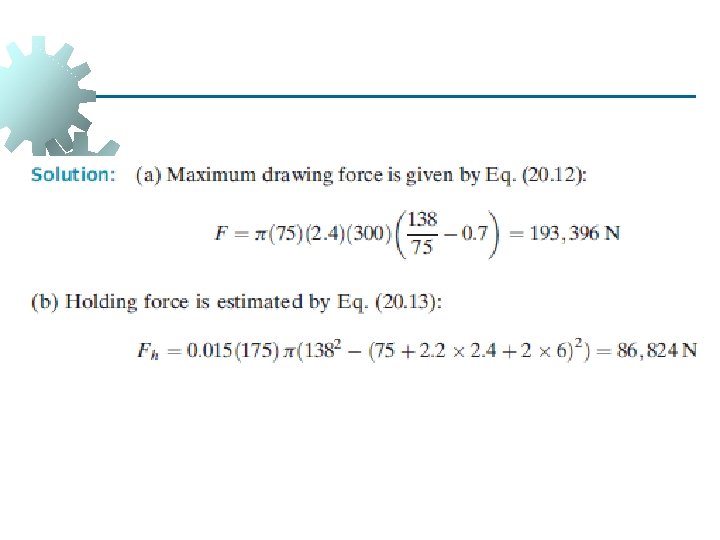
Example For the drawing operation of Example 20. 3, determine (a) drawing force and (b) holding force, given that the tensile strength of the sheet metal (low-carbon steel) =300 MPa and yield strength = 175 MPa. The die corner radius = 6 mm.

Shapes other than Cylindrical Cups § § § Square or rectangular boxes (as in sinks), Stepped cups Cones Cups with spherical rather than flat bases Irregular curved forms (as in automobile body panels) § Each of these shapes presents its own unique technical problems in drawing
- Slides: 19