Teoreettiset hitsausarvot raskaan kauhan huulilevyn liittmiseksi kauhan pohjaan
























- Slides: 26
Teoreettiset hitsausarvot raskaan kauhan huulilevyn liittämiseksi kauhan pohjaan ilman levyjen esilämmitystä Arto Alapere Jonne Kiilakoski Lassi Helkomaa
Taustatietoa n n n Tällä hetkellä hitsataan MIG: llä. Aikaa kuluu 1 -2 päivää. Esilämmitys on pakollinen.
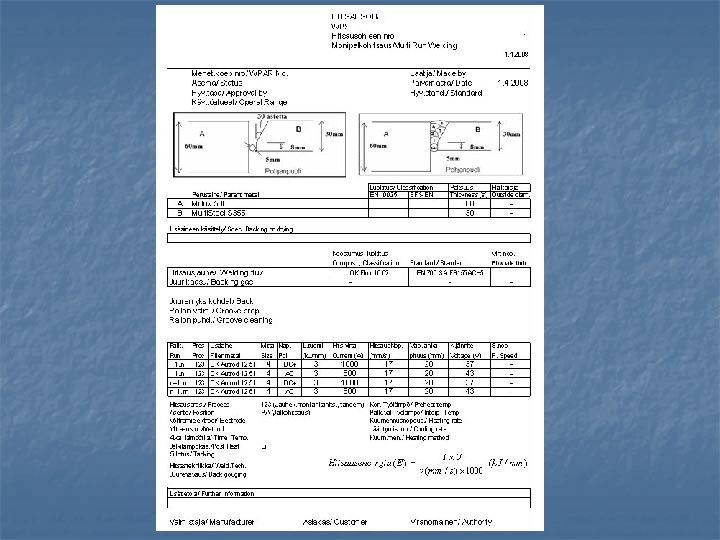
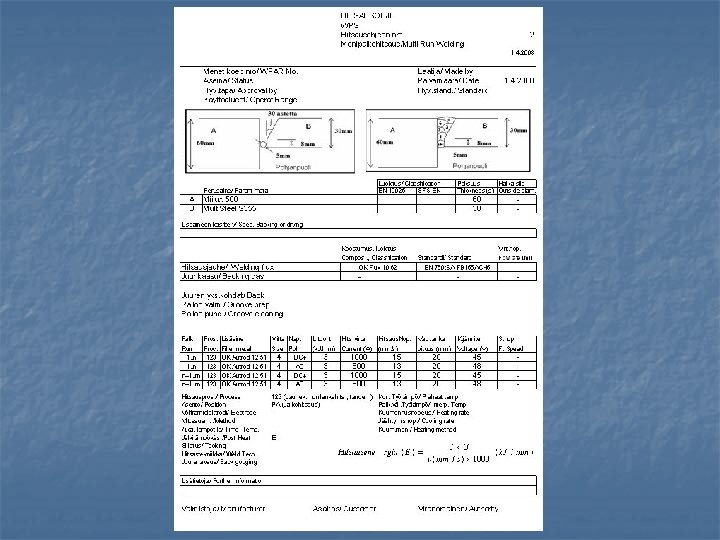
Tavoitteet n n n Liitetään 60 ja 30 mm kulutusteräs- ja rakenneteräslevyt yhteen pienellä seevillä. Etsiä raja-arvot kahden paksun teräslevyn liittämiseksi toisiinsa maksimaalisella hitsausenergialla. Etsiä arvot joilla jauhekaarella saadaan hyvä tunkeuma ja puhdas sauma ilman juuren avausta. Hitsaus pyritään tekemään valmiiksi ilman juuren aukaisua ja ilman varsinaisen pohjapalon hitsausta. Hitsaus suoritetaan jauhekaarella tandem-päällä.
Jauhekaarihitsaus n n n Metallikaarihitsausprosessi, jossa valokaari palaa työkappaleen ja hitsauslangan välillä hitsausjauheen alla. Jauhe suojaa hitsaustapahtumaa. Osa jauheesta sulaa ja muodostaa hitsin päälle kuonakerroksen.
Jauhekaarihitsauksen edut ja haitat n Edut n n n n Suuret hitsausvirrat Suuri hitsiaineentuotto (kg/h) Suuri tunkeuma (mm), suuri hitsausnopeus (cm/min) Hyvä hitsin laatu Mekanisointi helppoa, koneellinen hitsaus Ei terveydellisiä haittoja Jatkuva pitkäaikainen hitsaus mahdollista
Jauhekaarihitsauksen edut ja haitat n Haitat n n n Asentomahdollisuudet hyvin pienet Kalliit laitteet Tiukat railonvalmistus- ja sovitustarkkuusvaatimukset Huono soveltuvuus monimutkaisiin kappaleisiin ja hitseihin Suuri hitsausenergia Jauheen aiheuttama pöly
Tandem-hitsaus menetelmä n Kaksilankahitsaus n n n n 2 lankaa 2 virtalähdettä 2 langansyöttölaitetta 2 ohjausyksikköä Valokaari palaa saman kuonakerroksen alla. Hitsausaineentuotto on lähes kaksinkertaista yksilankahitsaukseen verrattuna. Tandem-hitsauksessa on useita vaihtoehtoja virtalajin ja napaisuuden suhteen.
Tandem hitsauksen edut ja haitat n Edut n n Erittäin suuri sulatusnopeus. Syvä tunkeuma. Kaarien toisistaan riippumaton ohjaus. Haitat n n Kahdet laitteistot. Riippuvaisuus vapaasta lankapituudesta.
Kuumamuokkaus n Kuumamuokkauksella kaksi tavoitetta: n n n Muokata aihio halutun muotoiseksi Poistaa valurakenteeseen liittyvät lujuus- ja sitkeysominaisuusheikkoudet Kuumamuokkauksen vaikutus mikrorakenteeseen riippuu muokkauslämpötilasta ja rakenteen jäähtymisnopeudesta Aloituslämpötila n. 1200°C Loppulämpötilan tulee vastata teräslaadun normalisointilämpötilaa, n. 900°C Haluttu mikrorakenne saadaan jäähtymisnopeutta säätelemällä
Normalisointi n n n Tarpeen valuterästuotteille karkean valurakenteen poistamiseksi Voidaan palauttaa rakenne jälleen hienorakenteiseksi sekä mekaaniset ominaisuuden ennalleen Miten normalisointi tapahtuu? n Teräs kuumennetaan austeniittialuelle ja pidetään siellä niin kauan, että austeniitti homogenisoituu eli yhtenäistyy ja jäähdytetään sen jälkeen ilmassa
Normalisoinni kulku
Karkaisu ja päästö/nuorrutus n n Ehkä kaikista tunnetuin terästen klassisista lämpökäsittelyistä Terästen lujuusominaisuuksia voidaan säädellä tehokkaasti Parhaaseen kovuuden ja sitkeyden yhdistelmään päästään kun päästölämpötila on alhainen, n. 200°C Lujan ja sitkeän rakenteen saavuttamiseksi päästölämpötilan tulee olla n. 450 -650°C, jolloin on kyseessä nuorrutus
Pehmeäksi hehkutus n n Pehmeäksi hehkutuksella voidaan parantaa teräksen kylmämuokattavuutta ja lastuttavuutta Karbidit pyritään pallouttamaan ja jakaa ne tasaisesti teräkseen
Myöstöhehkutus n n n Myöstöhehkutuksella voidaan poistaa kappaleesta sisäisiä jännityksiä esim. hitsatuista rakenteista ja se tapahtuu n. 500 -650°C pitoajan ollessa tunti/tuuma Myöstö voi johtaa esim. lujuuden laskuun Mikäli teräksen ominaisuuksia ei voida palauttaa myöstöllä, käytetään normalisointia
Esilämmityksestä n Korjaa seuraavia teräksen piirteitä: n n n Korkeasti seostetut teräkset ovat herkkiä nopeille lämpötilan muutoksille. Lämmetessään ne laajenevat Teräksen mitat (=tilavuus) muuttuvat, kun se ylittää kriittisen lämpötilan. Teräs pienenee. Siitä seuraa jännityksiä kappaleeseen, jos kappale on lämmennyt epätasaisesti Liian pitkä aika karkaisulämpötilassa kasvattaa kidekokoa. Jos esilämmitys tehdään lähelle karkaisulämpötilaa, voidaan vähän alentaa kappaleen pitoaikaa itse karkaisulämpötilassa. Korkeissa lämpötiloissa teräs johtaa lämpöä nopeammin
Kulutusteräkset n n Karkaistuja tai nuorrutettuja teräksiä Kestävät hankaavaa kuormitusta ”normaaleja” teräksiä paremmin Kulutuskestävyys määräytyy pinnan kovuuden mukaan Tyypillisiä käyttökohteita ovat mm. rakenteet, jotka altistuvat maa-, kivi- ja sora-ainekselle,
Kulutusteräkset n n Kovuus saadaan aikaan karkaisulla Seosaineet määräävät karkenemisen Esim. Hiili ja boori lisää karkenevuutta n Tarvitaan tietty hiilipitoisuus karkenevuuden varmistamiseksi n Mitä kovempi ja paksumpi levy sitä suurempi seostus mm. hitsattavuus huononee n
Rakenneteräkset n n Kovuusominaisuudet heikommat kuin kulutusteräksillä Hitsattavuus ja muu työstö hyvä n Vähemmän seosaineita kuin karkaistuissa
Lisäaineet n n n Valinnalla voidaan vaikuttaa ratkaisevasti hitsattavan rakenteen kestävyyteen, lujuuteen, vetypitoisuuksiin ja syntyviin jännityksiin. Karkaistuja teräksiä hitsattaessa pyritään yleensä tekemään hitsistä ns. aliluja. Hitsausjauheen tehtävä on suojata hitsiä.
Hitsausparametrit n n n n Hitsausvirta Kaarijännite Hitsausnopeus Langanhalkaisija Virtalaji ja napaisuus Vapaalangan pituus Langan asento
Hitsauksen toteutus n Aloitetaan pohjapalon hitsauksella n n MIG: llä/puikolla Vaihtoehtoisesti voidaan käyttää juuritukena pyöröterästä/keraamista tukea. Pyöröteräksen täytyy olla oikeanlaista materiaalia n Hitsattavien pintojen tulee olla riittävän suorat n
Hitsauksen toteutus Lämmöntuonti ja työlämpö n Huulilevyn aloituskulma ennen hitsausta. n Huulilevyn lämpeneminen voidaan hyväksyä tiettyyn rajaan asti Hitsausliitoksesta saadaan joustava. n Pohjan umpeen hitsaus saattaa jättää hitsausvirheitä. n Hitsaussuutin tulee suunnata niin, että sulassa tilassa oleva hitsi kaivaa kuonan pois. n Työlämpötila ei saa karkaistujen teräksien kohdalla nousta yli 175– 200 C asteen
Hitsauksen toteutus Lisäaine ja hitsi n Karkaistujen terästen hitsauksessa pyritään hitsistä tekemään ns. aliluja n Lisäaineeksi valitaan OK Autrod 12. 10 n Jauheeksi OK Flux 10. 61 n Hitsauksessa käytetään 4 mm hitsauslankaa.
Hitsauksen toteutus Hitsausvirta n Tandem hitsauksessa voidaan käyttää suurempia virtoja. n Ensimmäisessä langassa käytetään DC+ virtalajia, jolla saadaan syvä tunkeuma suurella virralla. n Toisessa langassa käytetään AC virtalajia, jolla saadaan hitsi levityttyä ja hyvä pinta. n Suuttimen etäisyys 40 mm. n Vapaalangan pituus tulee olla 20– 25 mm. Kaarijännite n Määritykseen omat kaavat ja arvot selviävät hitsausohjeesta (seuraava dia).