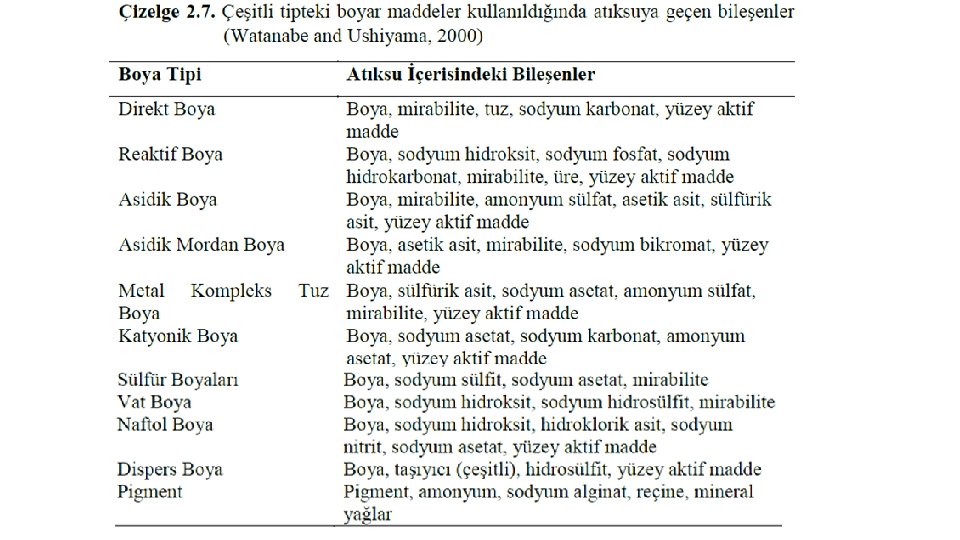
TEKSTL ATIKLARININ TANIMLANMASI VE SINIFLANDIRILMASI Bir tekstilin retimi

TEKSTİL ATIKLARININ TANIMLANMASI VE SINIFLANDIRILMASI Bir tekstilin üretimi, ön işlem, boyama, baskı ve bitirme işlemleri gibi ıslak işlem süreçlerinden yalıtılmış gibi görünen eğirme (bir adet tekstil lifi kitlesinin (elyaf), başlangıçta karmaşık olan şeklinden oldukça uzun bir iplik birliği şeklinde düzenlenmesini sağlayan işlemler dizisi…), dokuma, örme ve giysi üretimi gibi çeşitli mekanik işlem aşamalarını gerektirir. Kuru haldeki işlem süreçleri ve ardışık ıslak işlemler arasında güçlü bir ilişki vardır. Uzun bir süre boyunca, deşarj edilen atık suyun toksisitesi esas olarak kirlilikten, yüksek köpük yığınlarından veya tekstil fabrikalarının yakınındaki yoğun renkli nehirlerden kaynaklanan biyolojik etkilerin saptanmasıyla belirlenmiştir. Tekstil işleme birçok farklı adımı içerir. Hemen hemen tüm bu adımlarda atık su üretilir. Bu atık suların miktarı ve bileşimi, işlenen kumaş ve işlem türü dahil olmak üzere birçok farklı faktöre bağlıdır. Makinelerde, kullanılan kimyasallarda veya işlemlerin diğer özelliklerinde meydana gelen değişiklikler de üretilen atık suyun doğasını değiştirir. 1

Ancak su ve kimyasal tasarruflarına bakıldığında süreçler ayrı ele alınmalıdır. Bu, her zaman tüm bu akışların ayrı ele alınması gerektiği anlamına gelmez. Seçilen akışları birleştirmek, daha iyi arıtılabilir bir atık su sağlayabilir. Örneğin, nötr p. H'lı atık su elde etmek için asit ve alkali akımlarının karıştırılması düşünülebilir. Bazen bir akış, suyun veya kimyasalların geri kazanılmasını kolaylaştırmak veya artılması zor bileşiğin seyreltilmesini önlemek için diğer akışlardan ayrılabilir. Çıkış suyu özellikleri, işlemler ve malzemeler arasında büyük ölçüde değişiklik gösterir. Su kullanımı tamamen kullanılan ekipmana ve kumaşa bağlıdır ve işlemler ve malzemeler arasında büyük ölçüde farklılık gösterir. İplik üretimi, dokuma (bazı makineler su kullanır) ve yakma (sadece biraz kirli soğutma suyu) gibi bazı işlemler neredeyse hiç atık su üretmez. Haşıllama gibi bir işlemde üretilen atık su miktarı azdır, ancak çok konsantredir. Öte yandan, yıkama, ağartma ve boyama gibi işlemler, bileşimi çok farklı olan büyük miktarlarda atık su üretir. Tablo 1, çeşitli tekstil prosesleri için parametre değerlerine genel bir bakış sunar. 2

3

4

5

Ön Yıkama Pamuk ve sentetik elyafların tersine yün elyafların çok kirli olması ve % 20 oranında yabancı madde içermesi, elyafın iplik haline getirilebilmesi için önceden yıkama işlemine tabi tutulmasını gerekmektedir. Bu işlem nötr veya NH 3’lı ortamda 50 - 60⁰C’de yapılır. Bir yıkama maddesinin ilavesi şarttır. Yünlü dokuma endüstrisini kirleticilik bakımından diğer tekstil gruplarından ayıran en önemli fark bu yıkama işlemidir. Haşıllama Pamuk ve bazı sentetik iplikler, liflerin kırılmasını en aza indirmek ve güç kazanmak için eğirme öncesinde veya dokumadan önce haşıllanır. İplikler silindirlerin arasından geçirilir, haşıl elyafın içine bastırılır ve ardından iplikler kurutulurr. Haşıllama işlemlerinin% 75'inde viskoz halde nişasta veya nişasta türevleri ve polivinil alkol (PVA), poliakrilatlar ve karboksimetil selülozdur kimyasalları kullanılır. Kalan haşıl sıvısı, genellikle küçük hacimlerde, ancak çok yüksek kimyasal oksijen talebi (COD), biyokimyasal oksijen talebi (BOD) ve askıda katı maddelerle ile temsil edilir Sentetik hşıllar, daha düşük bir BOİ'ye yol açar. PVA gibi geri dönüştürülebilir haşıllar gerçekten geri kazanıldığında, bu toplam organik yükte% 90'lık bir azalmaya yol açabilir. 6

Haşıl Giderme Dokumadan sonra, kumaşın daha fazla işlenmesinden önce haşı çıkarılmalıdır. İpliği örter ve bu nedenle boyalara ve diğer kimyasallara karşı bir bariyer görevi görebilir. Kullanılan boyuta bağlı olarak alkaliler, asitler, enzimler veya yüzey aktif maddeler kullanılır. Deterjanlarla yıkama bazı bedenler için yeterli olabilir, oysa nişasta genellikle enzimler kullanılarak uzaklaştırılır. Haşıl söktükten sonra kumaş durulanarak temizlenir. Bir tekstil atık suyunun genel BOİ ve Toplam Katılar yüküne katkı çok yüksek olabilir. Dokumaş işlemede toplam BOİ'nin% 50'ye kadarı, boyut olarak nişasta uygulandığında haşıl sökme aşamasından kaynaklanabilir. Haşıl maddesi olarak kullanılan polivinil alkol biyolojik olarak yavaş ayrışmakta ve atıksulardaki KOİ’nin önemli bir bölümünü teşkil etmektedir. 7

Ovma Lifler, boyama ve terbiye ile etkileşime girebilecek farklı safsızlıklar içerir. Yağlar, katı yağlar, mumlar, mineraller ve bitkisel maddeler doğal liflerde bulunan maddelerdir, sentetik lifler ise eğirme apreleri ve örgü yağları içerebilir. Ovma, bu safsızlıkların giderildiği işlemdir. Suyla veya çözücülerle yapılabilir, ancak su yanıcı olmadığından, toksik olmadığından, bol ve daha ucuz olduğundan genellikle çözücüyle yıkama yerine su ile yıkama tercih edilir. Sentetik lifler, pamuk veya yünden daha az ovma gerektirir. Ovma maddeleri arasında deterjanlar, sabunlar ve alkaliler, ıslatma maddeleri, köpük gidericiler ve yağlayıcılar gibi çeşitli yardımcı maddeler bulunmaktadır. Ovma işleminden sonra, fazla ajanları uzaklaştırmak için ürünler iyice durulanır (veya yıkanır). Aşındırma için kullanılan kimyasallar ve yıkama sırasında muhtemelen malzemeden salınan bileşikler nedeniyle, oluşan atık su kimyasal olarak agresiftir ve toksik olabilir. Özellikleri, atık suyun yüksek KOİ ve katı içeriğidir. BOİ de yüksek olabilir. Ham yün ağırlığının büyük bir kısmı (% 30 -70) doğal yün yağı, toprak ve dışkı gibi yabancı maddeler olduğundan, tekstil endüstrisinde en çok kirletici işlem ham yünün yıkanmasıdır. Biyobozunurluğunun çok düşük olması nedeniyle, yün gresi, yün temizleme atık suyunun arıtılmasında en büyük problemdir. Kolesterol esterleri, uzun zincirli yağ asitleri, serbest alkol ve hidrokarbonların bir karışımıdır. Bahsedilen tipik değerler çayırdan ve koyunlardan gelen 3000 - 20000 mg/L yün gresi, 7000 - 15000 mg /L şeker tuzu ve 10000 - 30000 mg/L kirdir. Yün gresinin atık su akışından ayrılması, atık suyu daha kolay bozunur hale getirir. 8

Yün Karbonlaştırma Yündeki bitkisel artıkları uzaklaştırmak için yapılan kimyasal işlem karbonizasyon prosesidir. Asit ile karbonizasyon % 4. 5 -7’lik sülfürik asit çözeltisiyle yapılır. Çözeltiye ek olarak banyoda asidik ortama dayanıklı bir yün koruyucu ile ıslatıcı kimyasal madde bulunur. Bu malzeme yün ile boyanmadığı için boyanan kumaşta boyanmamış lekeler oluşacaktır. Karbonlaştırma işleminde, yüksek sıcaklıklarda selülozu yüne zarar vermeden kırılgan hidro selüloza dönüştürmek için güçlü asit kullanılır. Fazla asit yünden sıkılır ve daha sonra kirleticileri gazlara ve katı bir karbon kalıntısına oksitlemek için yün ısıtılır. Malzemede kalan asitler nedeniyle daha fazla işlemden önce nötralizasyon ve durulama gereklidir. Oluşan atık su düşük organik madde içeriğine sahiptir ancak asit arıtması nedeniyle yüksek çözünmüş katı miktarı içerir. Yün Keçe Yünlü kumaş, malzemenin matlaşmasına, çekmesine ve böylece daha yoğun olmasına neden olacak şekilde işlenir. Bu işlem genellikle karbonizasyondan sonra gerçekleştirilir, ancak ham kumaşta da gerçekleşebilir. Keçe, sıcak soda külü (Na 2 CO 3) veya sülfürik asit çözeltilerinin kullanılmasını içerir. Ardından kumaş iyice yıkanır. Bu adımda üretilen atık su, çok yüksek BOİ içeriğine sahiptir. Geleneksel olarak ya asit ya da alkali koşullar uygulanır, ancak modern yardımcı maddelerle keçeleme, nötr p. H'da çok iyi bir şekilde gerçekleştirilebilir. 9

Dinkleme Yünlü kumaşı yoğun ve sıkı bir hale getirmek için yünün keçeleşme özelliğinden yararlanılan işlemdir. Dinkleme işlemi, suda asidik veya bazik ortamda kumaşa hareket verdirerek yapılır Asit ile dinklemede % 0. 2 -0. 5'lik sülfürik asit (H 2 SO 4) çözeltileri kullanılır. Asitle dinkleme işlemi, içine nüfuz edilmesi güç olan ağır ve kaba yün kumaşlara uygulanır. Alkali ile dinklemede sabun veya soda çözeltileri kullanılır. İşlem sırasındaki sıcaklık, sabunla dinklemede 40 °C'nin üzerine çıktığından ara sıra soğutma işlemi yapılır. Keçeleşme işlemi, 35 -37 °C'de en yüksek hızdadır, daha yüksek sıcaklıkta azalmaya başlar. Ancak asit ile dinklemede böyle kritik bir sıcaklık yoktur ve 70 -80 °C'ye çıkılabilmektedir. Dinkleme işleminde keçeleşme hızı p. H’a da bağlıdır. p. H 10'da maksimum olurken, p. H’ın düşmesi ile keçeleşme hızı da azalır. p. H 4'ten sonra yeniden yükselmeye başlar. 10

Ağartma işleminde, ipliklerin renginin ve pisliklerinin giderilmesi amacıyla sodyum hipoklorit ve H 2 O 2 gibi güçlü oksitleyici kimyasallar kullanılır. Özellikle H 2 O 2 pamuklu kumaşların ağartılmasında kullanılır. Peroksit su ve oksijene bozunur ve çözünmemiş katı parçacıklar ya da gözlenebilen artıklar bırakır. Peroksit ilavesi ile atık akımında oksijen miktarını arttırır Ağartma yaygın olarak pamuktan, karışımlı kumaşlardan veya iplikten doğal boyayı çıkarmak için kullanılır ve bazen yün ve bazı sentetik elyaflarda gereklidir. Ayrıca bazı yardımcı bileşikler kullanılarak atık suya bırakılır. BOİ seviyeleri düşüktür, ancak atık suyun katı içeriği yüksek olabilir. Süngertaşı (pomza taşı) kullanımı nedeniyle ağartma adımında son derece yüksek askıda katı madde içeriği ile sonuçlanır. Pamuk Merserizasyonu Merserizasyon, pamuklu kumaşların mukavemetini, parlaklığını ve boya afinitesini artırır. Liflerin şişmesine ve dairesel bir enine kesit almasına neden olan soğuk bir sodyum hidroksit çözeltisi uygulanır. Çoğu merserizasyon ünitesinin, atıkları en aza indirmeye yardımcı olmak için kendi kostik geri kazanım sistemleri vardır. Merserize etme ile üretilen atık su genellikle BOİ ve katı madde bakımından düşüktür Merserizasyon işleminde derişik Na. OH kullanılır. Pamuklu iplik düşük sıcaklıklarda (15°C) sodyum hidroksit çözeltisine daldırılır ve daha sonra alkalinitesinin giderilmesi için çalkalanır. Kumaş ise bu işlemde yıkanır ve hidroklorik veya sülfirik asit kullanımı ile nötralize edilir. 11

Boyama Atık suyun arıtılmasıyla ilgili olarak tekstil işlemede belki de en çok çalışılan adım boyama adımıdır. Boyama, kolay anlaşılır bir kirliliğe neden olur: renk. Çok küçük miktarlarda boya halihazırda suda görülebilir ve suyun şeffaflığını azaltır. Ortamda bu, güneş ışığının nüfuz etmesini ve dolayısıyla fotosentezin engellenmesine yol açar. Ayrıca birçok boya ve bunların bozunma ürünleri toksiktir. Renkli tekstilin ömrü boyunca sert çevresel faktörlere dayanacak şekilde geliştirildikleri için boyaların çevrede sorunlara neden olması şaşırtıcı değildir. Pigmentler, örneğin güneş ışığına, suya veya sabuna maruz bırakılarak bozulmaya karşı dirençli hale getirme niyetiyle çok karmaşık bir yapıya sahiptir. Boyamada su kullanımı yüksektir. Su sadece boyama işleminde değil, boyanmış ürünlerin durulanmasında da kullanılır. Su kullanımı, kullanılan ekipman, kumaş ve boyar madde gibi işlem özelliklerine büyük ölçüde bağlıdır. Boyaların yanı sıra, atık suya da karışan farklı yardımcı kimyasallar kullanılmaktadır. Boyama aşamasında oluşan tipik kirleticiler, renk ve organik asitler, sabitleme maddeleri, köpük gidericiler, oksitleyici / indirgeyici maddeler ve seyrelticiler gibi farklı yardımcı maddelerdir. Oldukça büyük miktarda boya, prosesi sabitlenmemiş bir durumda bırakır, tam miktar ve kirlilik türü kullanılan boyalara ve kullanılan prosese bağlıdır. Boyama, metallerin çoğuna ve genel tekstil atığındaki hemen tüm tuzlara ve renge katkıda bulunur. Bazı boyama proseslerinde, tuzların yaklaşık % 75'i atık suya karışır. 12

Baskıda, boyalar ve yardımcı maddeler kumaş boyamada kullanılanlara benzerdir, aradaki fark, rengin sadece kumaşın belirli kısımlarına uygulanmasıdır. Tekstil baskısının önemli bir bileşeni su, kıvam arttırıcılar, boyalar, üre ve yüzey aktif maddeler ve çözücüler gibi çeşitli diğer kimyasallardan oluşan baskı patlarıdır. Üre esas olarak pamuk, viskon ve ipek baskılarında suda çözünürlüğü zor olan boyaların çözünürlüğünü arttırmak ve bunları kumaşa sabitlemek için kullanılır. Ekipmanın macun hazırlanmasında ve temizlenmesinde büyük miktarlarda artık macun üretilmektedir. Artık baskı patları, esas olarak baskı matrislerinin, macun hazırlama tanklarının ve matris koruyucu mendillerin yıkanmasından kaynaklanmaktadır. Diğer kaynaklar boyar madde sızıntısı ve tekstil ürünlerinin yıkanmasıdır. Yaygın bertaraf yöntemi, kalan macunların seyreltilmesi ve diğer atık su akışlarıyla birlikte atılmasıdır, burada COD, azot ve boya yüklerini önemli ölçüde artırırlar. Baskı yöntemi, atık su özelliklerini belirler. Tekstil baskı atık suları tekstil boyama atık sularına benzer. Ek olarak, baskı atık suyundaki kirletici konsantrasyonu, atık suyu boyamaktan daha yüksektir. 13
 Kimyasal ve fiziksel özellikleri değişen kumaşın işlenmesi apreleme işlemi olarak adlandırılır. Kumaşın")
Bitirme (Apreleme) Kimyasal ve fiziksel özellikleri değişen kumaşın işlenmesi apreleme işlemi olarak adlandırılır. Kumaşın görünüş, sağlamlık, parlaklık, pürüzsüzlük ve yumuşaklık gibi özelliklerinin daha iyi olmasını sağlamak için apreleme işlemi yapılır. Doğal ve sentetik balmumu, amonyum ve çinko klorit, nişasta ve dekstrin kolası, sentetik reçineler, yumuşatıcı maddeler ve çeşitli özel kimyasallar kullanılır. Bu kimyasalların kullanımı ile aşınma kalitesi düzelir, su geçirmezlik, alev almazlık, buruşmazlık ve küflenmeme gibi özellikler sağlanır. Apreleme işlemlerinden gelen atıklar hacimce küçük miktarlardadır. Uygulanan kimyasal maddeler ıslatma, kurutma ve işleme alma gibi nedenlerle küçük miktarlarda atık oluştururlar. Durulama aşamalarından gelen atık su, aynı prosesin önceki banyolarından gelen atık sudan çok daha az kirlidir. Kumaşın boyanmasından önce gerçekleşen işlemlerin çoğu bir dizi sıcak veya soğuk durulamayı içerir. Durulama, kumaş üzerinde sonraki süreçleri etkileyebilecek maddeler bırakan tüm bu adımlardan sonra, en önemlisi kumaştan fazla (sabitlenmemiş) boyarmaddeleri çıkarmak için boyama veya baskıdan sonra yapılır. Kullanılan işlemlere bağlı olarak durulama, tekstil ıslak işlemede toplam su kullanımının% 50'sini oluşturabilir. Bazı boyama işlemleri için, durulama suyu toplam su tüketiminin% 70 -80'ini oluşturur. Özellikle son durulama suyu oranları; toplam su tüketiminin% 20 -30'u kadar, ilk durulama suyu olarak tekrar kullanılabileceğini gösteren bir kaliteye getirilebilinir. 14

Boyama ve apreleme işlemleri için temiz kumaş hazırlamak amacıyla klor, sodyum hidroksit, sodyum bisülfit, silikatlar ve deterjanlar, nişastanın hidrolizi için asitler ve enzimler kullanılır. Uygulanan elyafın cinsine göre; kullanılacak olan kimyasal miktarı, suyun sıcaklığı ve temas süreleri değişir. Yıkama işlemi toplam atıksu yükünün % 30 artmasına sebep olur. Haşıl maddelerinin giderilmesi boyama prosesinde oldukça önemlidir. Aksi halde haşıl maddeleri boyanın elyafa nüfuz etmesini engeller veya boyanın rengini değiştirir 15

16

17

Tablo 2. Tekstil atık sularını tanımlayan parametreler 18
 Kimyasal oksijen talebi veya COD, atık su karakterizasyonu için en")
Kimyasal Oksijen İhtiyacı (COD) Kimyasal oksijen talebi veya COD, atık su karakterizasyonu için en yaygın kullanılan parametredir. Güçlü bir kimyasal oksidan tarafından oksidasyona duyarlı olan organik madde içeriğinin oksijen eşdeğerini ölçer. Hemen hemen tüm yazarlar, APHA tarafından Standart Yöntemler El Kitabında kullanma yöntemleri. "Standart yöntemler" üç yöntemi listeleri; açık reflü yöntemi, titrimetrik kapalı reflü yöntemi ve kolorimetrik kapalı reflü yöntemi [2]. Onun üç yöntem de oksidan olarak dikromatı kullanma ve bu da pek çok yazar tarafından kullanılan 'standart dikromat yöntemi' tanımını çok spesifik hale getirmez. İncelenen makalelerin Materyaller ve Yöntemler bölümlerindeki açıklamalardan anlaşılacağı kadarıyla aynı yöntemde aynı sıklıkta kullanılmaktadır. Test kitleri veya reaktif setlerinin kullanımı dahil olmak üzere diğer COD analiz yöntemleri de birkaç yazar tarafından belirtilmiştir. Her türlü analiz için otomatik sistem mevcuttur, ancak bu inceleme için değerlendirilen literatürde bahsedilmemiştir. 19
 COD'nin yanında, biyokimyasal oksijen talebi de önemli bir parametredir. Organik")
Biyokimyasal Oksijen İhtiyacı (BOD) COD'nin yanında, biyokimyasal oksijen talebi de önemli bir parametredir. Organik materyalin biyokimyasal bozunması ve sülfür ve demir gibi inorganik materyalin oksitlenmesi için belirli bir süre boyunca tüketilen oksijen miktarı ölçülür. İndirgenmiş azotlu bileşikleri içeren ve hariç tutan BOİ ölçümleri arasında bir ayrım yapılır. Tarihsel olarak, nitrojenli bileşiklerin etkisi girişim olarak görülür ve nitrojenli oksijen ihtiyacını dışlamak için kimyasal bir inhibitör kullanılır [2]. BOİ analizi için standart yöntem, BOİ 5 veya 5 günlük BOİ testidir. Renk, karşılaştırması en zor olan parametre gibi görünüyor. Rapor edilen değerler arasında iyi bir karşılaştırma yapmayı zorlaştıran farklı birimlere sahip farklı yöntemler kullanılır. Boyaların kantitatif analizi, yüksek performanslı kapiler elektroforez ile, spesifik boyaların konsantrasyonlarını ölçerek yapılabilir. Boya çözeltileri, renklendirme özelliklerinde çok yüksek değişkenliğe sahiptir. Bu nedenle, belirli bir boya miktarı tarafından üretilen (birim olarak) belirli renk 'miktarı' hakkında hiçbir genelleme yapılamaz. 20

Katılar Atıksuyun katı içeriğinin belirlenmesi, özellikle yeniden kullanım seçenekleri söz konusu olduğunda önemlidir. Katıların varlığı, tekstil işlemeye müdahale edebilir. Katılar farklı formlarda mevcuttur ve bu nedenle farklı değerler ölçülebilir: toplam katılar, (toplam) askıda katı maddeler, uçucu askıda katı maddeler ve çözünmüş katılar. Ayırma, farklı gözenek boyutlarına sahip filtrelerin kullanımına dayanmaktadır. Çeşitli katı fraksiyonlarının ayrıntılı tanımları APHA Standart Yöntemler El Kitabında bulunabilir. Bahsedilen birkaç gözenek boyutu 0. 45, 1. 0 ve 1. 2 um'dir. İletkenlik, atık suyun tuz içeriğinin bir ölçüsü olarak kullanılır ve TDS için bir alternatif olarak hizmet eder. İletkenliği etkileyen faktörler iyonların varlığı, konsantrasyonu, hareketliliği ve değerleri ile sıcaklıktır. Platin veya platin olmayan elektrotlu bir iletkenlik hücresi kullanılarak ölçülür. Tekstil işlemede, tuzlar esas olarak doğrudan ve reaktif boya banyolarının tüketimini iyileştirmek için kullanılır. Ek olarak, tuzlar, nötrleştirme gibi diğer işlemlerde yan ürün olarak oluşturulabilir. 21

Azot farklı şekillerde bulunabilir. Nitrojen içeren Dyebath katkı maddeleri, tekstil atıklarındaki ana nitrojen kaynağıdır. Amonyak kaynakları baskı, kaplama, hazırlık ve boyama işlemleridir. Baskı patları, büyük miktarlarda bulunabilen başka bir bileşik olan üre içerir. Karakterizasyonlardan, azotlu bileşiklerin yalnızca boyama ve baskı atık sularında büyük miktarlarda bulunduğu sonucuna varılabilir. Atık suda ölçülecek en önemli nitrojen fraksiyonları nitrat, nitrit, amonyak ve Toplam Kjeldahl nitrojendir (TKN). Organik azot, amonyak miktarı TKN'den çıkarılarak hesaplanır. Fosfor Doğal sularda ve atık sularda, fosforun yaygın biçimleri ortofosfatlar, yoğunlaştırılmış fosfatlar ve organik olarak bağlı fosfatlardır. Tekstil atık sularında, fosfat tamponları içeren boya banyosu atık suları ana fosfor kaynağıdır. Tekstil yaş işlemede fosfatlar farklı aşamalarda kullanılır. Örneğin tamponlarda, ovmada, yüzey aktif maddelerde ve alev geciktirici cilalarda kullanılır. Çoğu durumda fosfat içeren kimyasallar değiştirilebilir ve bu genellikle atık su arıtmada fosfatın giderilmesinden daha ekonomiktir. Fosfor analizi için yöntemler, tüm fosfor formlarının çözünmüş ortofosfata dönüştürülmesine dayanır. Ortofosfat daha sonra kolorimetrik olarak ölçülür. 22

Sülfür Bileşikleri İşleme bağlı olarak, tekstil atık sularında yüksek seviyelerde sülfür bileşikleri bulunabilir. Reaktif boyamada yardımcı olarak sodyum sülfat kullanılırsa boya banyosundaki sülfat seviyeleri 20 - 42 g/L kadar yüksek olabilir. Sodyum sülfür ve sodyum hidrosülfit, kükürt veya tekne boyaları kullanıldığında indirgeyici maddeler olarak yaygın olarak kullanılır. Diğer bir kükürt bileşik kaynağı, örneğin p. H kontrolünde sülfürik asitlerin kullanılmasıdır. Atık suda ölçülebilen kükürt bileşikleri sülfür, sülfit ve sülfattır. En uygun yöntem, kükürtün mevcut olduğu forma ve konsantrasyona bağlıdır. Yöntem örnekleri, sülfit için iyon kromatografisi ve 0. 1 mg/L'in üzerindeki sülfat tayini ve sülfür tayini için metilen mavisi yöntemidir [2]. 23

Klorür iyonları tekstil atık sularında bol miktarda bulunur. Ağartmada, diğer kimyasalların yanı sıra klorür içeren bileşikler kullanılabilir. Örneğin sodyum klorür, reaktif boyamada büyük miktarlarda kullanılmaktadır. Klorür ölçüm yöntemleri, argentometrik yöntem, cıva nitrat yöntemi, potansiyometrik yöntem, otomatik ferrisiyanür yöntemi ve iyon kromatografisidir. Argentometrik yöntem, yalnızca düşük klorür konsantrasyonlarına sahip nispeten berrak atık sular için uygunken, potansiyometrik yöntem renkli veya bulanık sularda sorunsuz kullanılabilir [2]. Yağ ve Gres Özellikle yün yıkama atıksularının karakterizasyonunda gres içeriğinin belirlenmesi önemlidir. Bununla birlikte, diğer işlemlerde de lipidler salınır. Örneğin, iplik oluşturma işlemi için fibere uygulanan yağlar. Yağ ve gres içeriği hiçbir zaman belirli bir bileşik için bir değer değildir. Kullanılan çözücü ile ekstrakte edilen tüm maddeler (lipidler) ölçümün sonucuna katkıda bulunur. Bu nedenle, atık suda bulunan yağ ve gres, numunede bulunan ayrı bileşiklerden ziyade kullanılan yöntemle karakterize. 24

Metaller atık suya birçok şekilde girer: gelen su kaynağı, metal parçalar (pompalar, borular, vanalar vb. Gibi), oksitleyici ve indirgeyici maddeler, elektrolit, asit ve alkali, boyalar ve pigmentler, belirli cilalar, herbisitler ve böcek ilaçları ve bakım kimyasalları. Ağır metallerin ana kaynağı boyama işlemidir. Çoğu kullanılan boyalar krom, kadmiyum, çinko veya diğer metal atomlarını içerir. Atık suyun boyanmasında, konsantrasyonlar 12, 1 mg Cu /L (pamuk üzerine direkt boyalar), 2, 7 mg Cr /L (viskon üzerine direkt boyalar), 7, 5 mg Cd /L (yün üzerinde bazik boyalar) ve 3, 4 mg Zn /L (yün üzerinde asit boyalar). Yeni geliştirilen boyaların çoğu metal içermez. Liflerin kendileri de grej ürünlerin işlenmesi sırasında açığa çıkan metalleri içerebilir. APHA el kitabında, metaller dört gruba ayrılır: çözünmüş metaller, askıda metaller, toplam metaller ve asitle ekstrakte edilebilir metaller. Bir yöntemin seçimi, kişisel tercihlere ve yöntemin [2] istenen performansına bağlıdır. Birçok yazar, metal konsantrasyonlarının belirlenmesi için indüktif olarak eşleşmiş plazma kütle spektrometrisinden veya ICP-MS'den bahsetmektedir. 25

Yüzey aktif maddeler, faz sınırlarında suyun ve diğer malzemelerin yüzler arası gerilimini düşürdükleri için tekstil işlemede yaygın olarak kullanılmaktadır. Çözünürlüğü / dağılabilirliği iyileştirmek, suda çözünmeyen malzemeleri askıya almak ve diğer işlem yardımcıları ile ürün uyumluluğunu geliştirmek için birçok işlemde uygulanmaktadırlar. Yüzey aktif maddelerin diğer bir işlevi; işlem solüsyonlarının tekstile eşit, tam ve hızlı ıslatılmasını ve nüfuz etmesini sağlamaktır. En yaygın olarak kullanılanlar anyonik yüzey aktif maddelerdir. Genel olarak önemli türler, sabunlar (yağ asitlerinin alkali metal tuzları), sülfonatlar, sülfatlar ve fosfatlar olarak daha iyi bilinen karboksilatlardır. Sülfonatlar, sıcak asit ve alkali ile hidrolize direnir ve bu nedenle yıkama için faydalıdır. Ayrıca iyonik olmayan yüzey aktif maddeler büyük hacimlerde kullanılmaktadır. Atık sudaki yüzey aktif madde konsantrasyonları, işleme bağlı olarak büyük ölçüde farklılık gösterebilir. Bir ipek ve likra baskı fabrikasında bildirilen bazı konsantrasyonlar yaklaşık 15 mg/L, yün temizleme için 800 mg/L'e ve atık suların haşıl sökülmesi için 2000 mg/L'e kadardır. 26

Bir tekstil işleminde yüzey aktif maddenin değiştirilmesi, tekstil atık suyunun hem biyolojik hem de biyolojik olmayan arıtma yöntemlerinin yanı sıra yüzey aktif maddelerle ilgili diğer tüm (fiziksel-kimyasal) faktörler için arıtılabilirliğini büyük ölçüde etkiler. Yüzey aktif maddelerin atık sudan uzaklaştırılması pahalı ve zordur. Bu nedenle kaynak azaltımı ve kolayca parçalanabilen bileşiklerin seçilmesi tercih edilir. Anyonik yüzey aktif maddeler genellikle metilen mavisi kullanılarak belirlenir. Benzer şekilde, iyonik olmayan yüzey aktif maddeler, kobalt tiyosiyanat kullanılarak belirlenir. 27

p. H Tekstil atıkları genellikle yüksek p. H'a sahiptir. Bununla birlikte, atık su p. H'ı büyük ölçüde değişir. 2 ve 12 arasında da değişebilir. Tekstil atık suyu ile ilgili p. H'ın bir etkisi, renk yoğunluğunun p. H ile değişimidir. Boyama işleminde, ilgili boya sınıfına bağlı olarak asitler ve alkaliler kullanılır. Ek olarak, ağartma, haşıl sökme, yıkama ve merserize etmede büyük miktarlarda alkali kullanılmaktadır. Sertlik, mg Ca. CO 3 /L cinsinden ifade edilen kalsiyum ve magnezyum konsantrasyonlarının toplamı olarak tanımlanır. Atık su arıtımında sertlik çok az önem arz etse de tekstil proses suyunda önemli bir parametredir. Pek çok tekstil işlemi için yumuşatılmış su kullanılır çünkü sert su tekstil işlemede sorunlara neden olabilir. Sert suyun ana etkisi, boyalar ve yüzey aktif maddelerin çözünmeyen çökeltilerinin oluşmasıdır. 28

Alkalinite, suyun asit nötralize etme kabiliyetidir. Titre edilebilir tüm bazların toplamıdır ve mg Ca. CO 3 /L olarak rapor edilir. Standart yöntem "titrasyon yöntemi" dir. Değerler rapor edilirken titrasyonun uç nokta p. H'ından bahsedilmelidir. Tekstil işlemede, merserizasyon ve kostik yıkama gibi hazırlık proseslerinden kaynaklanan atık sular yüksek alkalinite seviyelerine sahiptir. Yüksek alkaliliğe sahip banyolarda işlendikten sonra, kumaşta kalan alkalinitenin düşük olmasını sağlamak için kumaşlar iyice durulanmalı ve nötralize edilmelidir. Çok yüksek veya eşit olmayan bir şekilde dağılmış kumaş alkalinitesi, terbiye proseslerini olumsuz etkileyebilir. Bulanıklık, atık suyun ışık saçma özelliklerinin bir ölçüsüdür. Bu nedenle, atık su rengini ölçerken bulanıklık önemlidir. Askıdaki madde, çözünür renkli organik bileşikler ve mikroorganizmaların tümü bulanıklığa katkıda bulunur. Ölçümler için, bir ışık kaynağına sahip bir nefelometre ve 90 ° 'de dağılan ışığın yoğunluğunun göstergesi için detektör (ler) den oluşan bir türbidimetre kullanılır. Bulanıklık genellikle FTU (Formazin Bulanıklık Birimi) veya NTU (Nefelometrik Bulanıklık Birimi) değerlerinde verilir. Her iki birim de aynı değeri verir. 29
, suda bulunan organik ve inorganik olarak bağlı karbonun toplamıdır. Farklı")
Karbon Toplam karbon (TC), suda bulunan organik ve inorganik olarak bağlı karbonun toplamıdır. Farklı fraksiyonlara ayrılabilir: inorganik karbon, toplam organik karbon (TOC), çözünmüş organik karbon (DOC), partikül organik karbon, uçucu organik karbon ve temizlenemeyen organik karbon. Tekstil işlemede genellikle organik karbon ölçülmez. Genel bir atık su arıtma parametresidir ve tekstil atık suyu ile belirli bir ilişkisi yoktur. TOC, organik moleküllerde kovalent olarak bağlanan ve BOD veya COD yöntemleriyle ölçülemeyen tüm karbon atomlarının bir ölçüsüdür, çünkü bu testlerde karbonun bir kısmı hesaba katılmaz. Organik karbon, toplam organik içeriğin BOD veya COD'den daha doğrudan bir ifadesidir, ancak bu iki yöntemle aynı bilgiyi sağlamaz ve bunların yerini alamaz. Organik karbon değerlerinin COD ve / veya BOD değerleriyle karşılaştırılması, organik maddenin bozunması hakkında ek bilgi sağlar ve bu inceleme için dikkate alınan bazı makalelerde olduğu gibi bildirilmiştir. 30

31
, Literature review on textile wastewater characterization,")
Kaynaklar: 1. I. Bisschops and H. Spanjers, (2003), Literature review on textile wastewater characterization, Environmental Technology, vol. 24. pp 1399 -1411 2. Khadija Siddique et al. , (2017), Textile wastewater treatment options: a critical review, https: //www. researchgate. net/publication/317104152. 3. F. Şengül, (1991), Endüstriyel atıksuların arıtılması, DEÜ, İzmir. 4. H. Karaca, (2020), Tekstil endüstrisi atıksularından ileri oksidasyon yöntemleri ile kimyasal oksijen ihtiyacı ve renk gideriminin incelenmesi, Yüksek Lisans Tezi, Samsun. 5. T. Bechtold and E. Burtscher, (2006), Treatment of Textile Wastes, Waste Treatment in the Process Industries, edited by Lawrence K. Wang Yung-Tse Hung Howard H. Lo Constantine Yapijakis USA. 32
, biyolojik oksijen")
Tekstil Atıksu Arıtma Seçenekleri: Reaktif boyalar, kimyasallar, yüksek kimyasal oksijen talebi (COD), biyolojik oksijen talebi (BOD) ve organik bileşikler gibi birçok kirletici içeren tüm bu prosesler tarafından büyük miktarda atık su üretilmektedir. Tekstil atık sularının ekonomik ve verimli bir şekilde arıtılması için uzun zamandır araştırmalar yapılmaktadır. Kirlenmiş bileşiklerin sudan uzaklaştırılması için fizikokimyasal, biyolojik, birleşik arıtma işlemleri ve diğer teknolojileri içeren birçok işlem vardır. Tüm dünyada tekstil ünitesinin her aşamasında ekolojik standartlar önem kazanmaktadır. Çevre standartlarının sıkı bir şekilde uygulanması nedeniyle, başlangıçtan son ürününe kadar her şeyin üstesinden gelen çevre dostu bir tekstil endüstrisi modelini benimsemek önemlidir. Temel zorluk, uygun maliyetli olarak düşünülebilecek bir tasarım geliştirmek ve daha az zararlı veya daha kolay arıtılabilen kimyasalları ikame etmektir. Atık su özellikleri ve literatür taraması temelinde, uygun arıtma süreçleri şeması önerilmiştir.

Geri dönüşüm, iki sorunu çözebileceği için bu konuda tercih edilen bir seçenek olabilir. Her şeyden önce geri dönüşüm, daha az atık üretimi anlamına gelir. İkinci olarak, geri dönüştürülmüş ürünleri kullanmak için teknikler geliştirmek ekonomik olarak faydalıdır. Kontrol teknikleri üç türe ayrılabilir: (1) daha az kirletici maddeler kullanan ve atık oluşumunu en aza indiren verimli bir tasarım; (2) atık oluşumundan sonra, bu atık su için etkili bir arıtma seçeneği; ve (3) geri dönüştürülmüş ürünlerin uygulanabileceği uygun adımların belirlenmesi. Tekstil endüstrisindeki boyama ve bitirme işlemleri, kolayca muamele edilemeyen büyük miktarlarda kimyasallar ve boyama ajanları kullandıklarından en büyük tehdittir. Bu kimyasalların organik yapısı, karmaşık yapıya sahip oldukları için sorunu ciddiye almaktadır. Ağır metaller başka bir endişe kaynağıdır. Tekstil atık Arıtma işleme, farklı yöntemlerin bir karışımıdır. Ana aşama tipik olarak fiziksel aşamalardan oluşur. Fizikokimyasal metotlar, tekstil işleme tesislerinde yaygın olarak kullanılmaktadır, bu da askıdaki materyallerin iyi uzaklaştırılmasını sağlar, ancak KOİ'yi uzaklaştırmak yeteri kadar etkili değildir. Aşağıda çeşitli tekstil atık su yaklaşımları verilmiştir. Fiziksel Renk Gİderme Yöntemleri Dengeleme Tekstil boyama atık suyunun, düzenli çalışma için tek tip su akışını sağlamak için genellikle ön işleme ihtiyacı vardır. Genel olarak esnek kap, atık suyu işlemek için sabitlenir. Bu arada, pamuk kürkünün ve bulamacın derinlemesine çökmesini önlemek için, karıştırma için reaktörde hava kullanılır. Genellikle sekiz saatlik bekleme süresi gerekir.

Yüzdürme, su, gaz ve katının üç fazlı bir kombinasyonudur. Bu işlemde, parçacıklar ile kabarcıklar halinde birleşen basınç altındaki hava verilir. Lifleri tekstil atık suyundan başarılı bir şekilde ortadan kaldırabilir. Adsorpsiyon Bazı organik boyalar, yapıları nedeniyle biyolojik olarak kolayca parçalanamaz. Bir sınırlamaya neden olan uzun karbon zincirine sahiptirler ve normal biyotik koşullarda bozulmaya karşı dirençlidirler. Bu tür organik boyaların işlenmesi önemlidir ve bu tür bileşikleri bozmak için abiyotik koşulların en iyi bilgisini gerektirir. Adsorpsiyon, atık su ile karbon ve kil gibi süngerimsi malzeme tozunu veya granüllerini karıştırabilen veya atık suyun granüler maddeden oluşan elek yatağından geçmesine izin veren, atık su yönetiminde uygulanan en büyük tekniktir. Bu teknikle, atık sudaki kirleticiler süngerimsi malzeme veya eleğin yüzeyine adsorbe edilir.

Adsorpsiyonun, bu tür organik atıkları arıtmak için uygun bir abiyotik durum olduğu söylenir. Su sertliğine, işlem süresine ve diğer birçok faktöre bağlı olabilen bu tür bileşiklerin adsorpsiyon yeteneklerini etkileyen koşullar hakkında bir fikir sahibi olmak önemlidir. Adsorpsiyon sürecinin çamurları önemli bir bileşendir, bu nedenle arıtma süreci ve çamur kalitesi hakkında daha iyi bir anlayış geliştirmek gerekir. Her litre çamur için 3 gr olması ve minimum reaksiyon süresinin maksimum 24 saat 6 gün olması önerilmiştir. Boyaların çoğu yalnızca 1 günlük işlem gerektirdiğinden maksimum süre sınırına nadiren ihtiyaç duyulur. Suyun sertliği litrede 80 mg olmalıdır, bu da en iyi uzaklaştırmayı sağlar. Boyaların bu işlemden çıkarılma etkisinin litre başına 1 g ila litre başına 30 mg olduğu kabul edilir. Aktif çamur arıtma kavramı, arıtma sürecinde önemli bir iyileşme sağlar. Çamur arıtımında adsorban olarak kullanılan odun kömürü, aktif karbonlar, killer, topraklar ve pıhtılaştırıcılar gibi çeşitli materyaller vardır. Boya üzerindeki molekül boyutu ve yükü, p. H'ı ve tuz kompleksi hakkında bazı bilgiler önemlidir çünkü adsorpsiyon işlemi o kadar basit değildir, ancak adsorpsiyon ve iyon değişim işleminin bir kombinasyonudur. Piyasada çok çeşitli adsorban bulunmasına rağmen, hepsi ticari kullanım için uygun değildir. Adsorpsiyon, zaman alıcı bir süreçtir ve bu işlem tarafından üretilen çamurun idare edilmesi kolay olmayabilir ki bu sürecin ana dezavantajıdır.

Düşük Maliyetli Adsorbanlar Geleneksel olmayan düşük maliyetli adsorban, boya adsorpsiyonu olarak kullanılabilmesi için bazı spesifik özelliklere sahip olmalıdır. Bu özellikler (a) çok çeşitli boyaları çıkarmak için etkili olabilir, (b) yüksek oranda adsorpsiyon ve kapasite, (c) çok çeşitli atık su parametrelerini tolere edebilme yeteneği ve (d) farklı konsantrasyonlar için oldukça seçici olabilir. Kimyasal Yöntemler Oksidatif İşlem Oksidatif prosedürler, renk gidermenin amaç olduğu tekstil boşaltma işlemlerinde yaygın olarak uygulanan bir kimyasal teknik olarak karakterize edilir. Anahtar kimyasal, güçlü oksitleyici ajanlar olan ve çeşitli boyaların rengini giderebilen hidroksil radikalleri oluşturan hidrojen peroksittir (H 2 O 2). Oksidasyon işlemi çok uzun zamandır kullanılmaktadır ve ticari olarak yaygın olarak kullanılan, kullanımı kolay bir işlem olduğu bulunmuştur. Hidrojen peroksit oldukça kararlıdır ve buna göre adlandırılan çeşitli aktivasyon yöntemleri vardır. Fenton Prosesi Atık su arıtımı için çok faydalı bir tekniktir. COD arıtımında çok etkili olduğu bulunan ve birçok boyaya karşı en iyi temizlemeyi sağlayan kendi özelliğine sahiptir. İlk teknikte, Hidroksil radikali, Fenton reaksiyonu sırasında H 2 O 2'den üretilir, burada Fe 2 + iyonları içeren asidik bir karışıma (p. H ¼ 2– 3) hidrojen peroksit eklenir. Reaksiyon ekzotermiktir ve ortam sıcaklığından daha yüksek bir sıcaklıkta gerçekleştirilmelidir. Birçok avantajın yanı sıra, bu işlemin de bir sınırlaması vardır. Bu işlemle üretilen çamur birçok safsızlık içerir ve işlenmesi kolay olmayan uygun arazi bertarafı gerektirir. Fenton çamuru geri dönüşümü, bu çamurun işlenmesini kolaylaştıran zararlı etkilerden kurtulmak için önerilen bir tekniktir. Bu çamurun mekanik olarak işlenmesi olası bir seçenektir. Çamur, uzaklaştırılabilen fosfat içerir, bu da bu çamuru daha az zararlı hale getirir ve biyotik süreçlerle arıtılabilir.

Ozonlama Ozon, atık su arıtımında 1970 yılından beri kullanılmaktadır. Oldukça kararsız olduğundan güçlü bir oksitleyicidir. Oksitleme potansiyeli 1, 36 olan klor ile karşılaştırıldığında, 2, 07 oksitleme potansiyeli ile daha iyi bir oksitleyici ajan olduğu bulunmuştur. Birçok aromatik hidrokarbon, fenol, pestisit vb. maddelere karşı etkili olduğu bulunmuştur. Çok aktif ve hızlı bir renk giderme işleme yöntemidir. Ozonlama, boyalardaki çift bağlarla başa çıkabilir ve KOİ bu yöntemle düşürülür. Biyolojik olarak bozunmayan ürünlerin çoğu kolaylıkla ayrıştırılabilir. 18. 5 ve 9. 1 mg / l ozon konsantrasyonları, sırasıyla 60 ve 90 dakika sonra% 50 ve 60 KOİ'yi gidermek için yeterlidir. Bu süreçte, olağan uygulama, azo bağını kırma kabiliyetine sahip sodyum hipoklorit kullanımıdır. Bu sürecin eksikliği, amin bileşiklerini serbest bırakması ve bunların kansere neden olabilmesidir. Aynı zamanda, sadece 20 dakikalık bir ömrü olan suda kolayca ayrışması gibi bir sınırlaması da vardır. Bu, bu arıtmanın ana dezavantajıdır ve boyaları olan atık su bu arıtmaya doğru projelendirildiğinde zaman yeterince kısalabilir. Diğer faktörler, p. H, sıcaklık vb. Gibi sudaki stabilitesini etkileyebilir. Ozon stabilitesi, alkali tuzların varlığından oldukça etkilenir. Alkali su arıtıldığında azalabilir, doğal tuzlar ise olumlu etkiye sahiptir ve stabilitesini arttırır (Arslan 2001). Sıcaklığın ozon çözünürlüğü üzerinde olumsuz etkisi vardır. Artan sıcaklıkla suda daha az çözünür hale gelir.

COD, BOD ve TOC gibi parametrelerde azalma ile ilgili çeşitli seçenekler endişe duymaktadır. İnce ve Tezcanlı (2001), ozon tedavisinin KOİ'deki herhangi bir değişikliği yansıtmadığını belirtmişlerdir. Carriere vd. (1991) ozon arıtmasını üçüncül arıtma olarak önerir ve bunu aktif çamur prosesi olarak izler. Boya atık suyunda bulunan diğer maddelerin oranı, saf çözeltide mevcut olandan daha azdır (ozon muamelesinden sonra suda kalan boyanın% 20'sine kadar). İlk aşamada, köpürtücü ve indirgeyici ajanların ortadan kaldırılması ozon muamelesiyle renk giderme etkinliğini arttırır. H 2 O 2 UV Radyasyonu Yukarıda belirtilen tüm komplikasyonlar (çamur oluşumu ve yenilenmesi, ozonlamanın neden olduğu kirli atık su yoğunluğunu arttırır), UV ışığı ile başlatılan hidrojen peroksit ile oksijen ilavesi ile ifade edilebilir. Arıtmada kullanılan tek element H 2 O 2'dir ve son olarak oksijene dönüşmesi nedeniyle sorunlu değildir. Peroksit, UV ışığı ile aktive edilir. H 2 O 2 / UV proseslerini ikna eden yönler, hidrojen peroksit konsantrasyonu, UV radyasyonunun gücü, p. H, boya bileşimi ve boya banyosu yapısıdır. Genel olarak, renk değişikliği p. H ¼ 7'de, daha yüksek UV ışınlama konsantrasyonlarında (800 W yerine 1600 W), çeşitli boya seansları için değişen ideal bir H 2 O 2 konsantrasyonunda ve oksitlenmeyi kapsamayan bir boya banyosunda en başarılıdır. oksitleme kapasitesi peroksitinkinden daha gelişmiş maddelerdi. Andreozzi ve ark. (2001 b), en kolay ayrıştırılabilir boyalar asit boyalardır ve biriken azo grup sayısı ile renk değiştirme etkinliği azalır. Arslan vd. (2000), sarı ve yeşil boyaların gerektirdiği uzun süreli renk kaybını bildirirken, diğer yandan, doğrudan, metal kompleks ve dispers boyalar tarafından hızlı renk bozulması gösterildi. Elimine edilen mavi boyaların koleksiyonunda, sadece mavi boyalar küp renklerinden arındırılmamış, ancak kompozisyonları prosedürle basitçe filtrelenebilecek şekilde değişmektedir. Filtrat renksizdir. Pigmentler için H 2 O 2 / UV yöntemi, elimine edilmesi zor, filimsi bir kaplama oluşturduğundan uygun değildir.

Hidrojen peroksit Yöntemin etkinliği peroksidaz kullanımına, gücüne, p. H'ına ve ortamın sıcaklığına bağlıdır. Fukushima ve Tatsumi (2001), asit boyanın peroksit aktivatörü olarak üç çeşit peroksidaz [yaban turpu (HRP), soya fasulyesi (SPO) ve Arthromyces ramosus (ARP)] ile renk değiştirmesini inceledi. Soğurma kapasitesini hesaplayarak, kalıcılığın ARP yoluyla en yüksek olduğunu buldular. Renk bozulması hızı, daha yüksek peroksidaz birikimi ve ortam sıcaklığı ile artmış ve en yüksek p. H 9. 5'te olmuştur. Na. OCl Cl bileşikleri, renkli atık suların kimyasal oksidasyonunda faydalıdır. Elekt-trofilik parçalanma, amino grupta Clşpledgees tarafından meydana gelir ve bunun sonucunda oluşan azo bağı bölünmesini hızlandırır. Namboodri vd. (1994) asit ve direkt boyaların yeterli renk değişimini bildirdi. Reaktif boyaların işlenmesi daha uzun süreler gerektirirken, metal kompleks boyaların çözeltileri kısmen renkli kalmıştır (Manu ve Chaudhari 2003). Disband boyalar Na. OCl ile renklerini kaybetmez. Klor yoğunluğunun artması ve ortamın p. H'ının düşmesi ile renk giderme oranı yükselir. Omura (1994) 'e göre, naftalin halkası üzerindeki amino veya değiştirilmiş amino gruplarını kapsayan boyalar, yani aminonaftol- ve naftilamin-sülfonik asitlerden türetilen boyalar, klor renginin bozulması için en büyük konudur. Mevcut yıllarda öne çıkan ve klor merkezli renk giderme uygulamaları ile ilgili bir özellik, atmosfer nedenlerinden dolayı, klor içeren kimyasalların önümüzdeki dönemde kullanımının kontrol edilmesi gerektiğidir. Avrupa kimyasal üretiminin% 5 ve 60'ı açık olarak veya nihayetinde klora dayandığından, böyle bir yasağın etkisi, özellikle organik renklendirici üretimi için çok büyük olabilir.

İyon Değişimi Boya içeren atık su hariç, atık suyu arıtmak için kullanılan bir arıtma işlemidir. Yapılan bir çalışmada kükürt içeren boyaların ve asidik yapıya sahip olanların, seri halde paketlenmiş anyon değişim kolonu ve polar olmayan bir reçine kombinasyonu ile daha iyi muamele edilebileceğini kanıtladı. Bu, tekstil atık sularının arıtılmasında büyük bir dönüm noktasıydı çünkü boya işlemeye karşı başka bir olumlu seçenek ekledi ve zaman içinde daha da araştırılabilirdi. İyon değişim reçinelerinin bir defalık çıkarıldıktan sonra yeniden oluşturulması gerekiyordu ve bu görev organik çözücüler yardımıyla tamamlandı. Organik çözücüler o kadar ucuz değildir ve kullanımları iyon değiştirme yönteminin en büyük dezavantajı olan operasyonel maliyeti artırmıştır. Bu yöntemin boya içeren atık suya karşı etkili olmadığı ve atık su yüklendiğinde etkinliği daha da yavaşladığı düşünülmektedir. boyalarla uyumlu diğer katkı maddeleri ile. Kükürt içeren boyaların ve asidik yapıya sahip olanların, seri halde paketlenmiş anyon değişim kolonu ve polar olmayan bir reçine kombinasyonu ile daha iyi muamele edilebileceğini kanıtladı. Bu, tekstil atık sularının arıtılmasında büyük bir dönüm noktasıydı çünkü boya işlemeye karşı başka bir olumlu seçenek ekledi ve zaman içinde daha da araştırılabilirdi. İyon değişim reçinelerinin bir defalık çıkarıldıktan sonra yeniden oluşturulması gerekiyordu ve bu görev organik çözücüler yardımıyla tamamlandı. Organik çözücüler o kadar ucuz değildir ve kullanımları, iyon değiştirme yönteminin en büyük dezavantajı olan operasyonel maliyeti arttırmıştır.

Bir reçinenin atık sudan boyayı uzaklaştırma etkinliği, bu bağlanma yoluyla değerlendirilebilir. Boya ve reçine arasında güçlü bir bağ varsa, boyanın etkili bir şekilde uzaklaştırılması sağlanacaktır. Klorür konsantrasyonu, boya çıkarma etkinliğini olumsuz yönde etkiler. Artan klor konsantrasyonu ile, boya ve reçine arasında daha az bağlanma olurken, sülfat ve karbonat bu bağlanma üzerinde sıfır etkiye sahip olduğundan konsantrasyonları, boya giderme verimini etkilemez. Aynı şekilde sodyum hidroksit ilavesiyle de bağlanma süreci tamamen durdurulur. Bu, arıtma sürecinde olumlu olarak kullanılabilir ve sodyum hidroksit kullanılması reçineyi yeniden oluşturabilir. Bu zayıf bağlanmanın ana nedeni, p. H arttığında, protonun kuaterner aminden çıkarılabilmesi ve hidroksil grubunu artırabilen ve boya ile reçine arasında bir itme kuvveti ile sonuçlanabilen birleşik baz oluşturmasıdır.

Pıhtılaşma ve Sedimantasyon Bu teknik, geçmişte en çok kullanılan tekniklerden biridir. Bu işlemde, yüklü parçacıkların suda pıhtılaşabilen bir bileşik oluşturmasına yardımcı olan suya bazı kimyasallar eklenir. Genellikle, kolloidler negatif yükler taşır, bu nedenle pıhtılaştırıcılar normalde inorganik veya organik katyonik pıhtılaştırıcılar (suda pozitif yüklü). Organik polimerlerden bazıları, bu pıhtılaştırıcıların gruplar oluşturmak ve çıkarılması kolay çökeltiler oluşturmak için birleştiği ölçüde pıhtılaşmaya neden olur (Ciardelli ve Ranieri 2001). En yaygın kullanılan kimyasallar Fe. CI 3, AI 2 (SO 4) 3, Fe. SO 4 ve kireçtir (Verma ve diğerleri 2012). Elektrokoagülasyon Bu teknikte, atık suyu arıtmak için metal elektrotların kullanıldığı bir haznede atıklar arıtılır. Elektrot plakaları, etkili solüsyon içinde askıya alınır ve metal oksidi belirli bir p. H değerinde çıkarabilir. Metal oksitler pıhtılaşır ve solüsyondan kolayca çıkarılabilir. Bu yöntem etkilidir ve birçok makalede gözden geçirilmiştir. Bu teknik, etkene batırılmış metal elektrotlar arasında doğru akım kaynağını kullanır ve bu da elektrot plakalarının etkinlikte çözünmesine neden olur. Uygun bir p. H'ta metal iyonları, parçacıkları destabilize eden ve bir araya getiren veya çözünmüş kirleticileri çökelten ve adsorbe eden çok çeşitli pıhtılaşmış türler ve metal hidroksitler oluşturabilir. Bu nedenle, mevcut yazının amacı, esas olarak boyaların tekstil veriminden uzaklaştırılması olmak üzere, endüstriyel etkilerin arıtılması için elektrokoagülasyon potansiyelini gözden geçirmektir.

Ters osmoz Ters ozmoz membranları, çoğu iyonik kompleks türü için% 90 veya daha yüksek tutma derecesine sahiptir. Boyahane atık suyundaki kimyasal yardımcıların renklerinin giderilmesi ve uzaklaştırılması ters osmoz ile tek adımda yapılabilmektedir. Ters ozmoz, tüm mineral tuzların, hidrolize duyarlı boyaların ve kimyasal yardımcıların ortadan kaldırılmasına neden olur. Burada çok yüksek basınç gerektiğinden bu işlem çok yüksek bir enerjiye ihtiyaç duyar (Babu ve ark. 2007). Nano Filtrasyon Nano filtrasyon, tekstil endüstrisindeki renk deşarjlarının yönetimi için kullanılmıştır. Nano filtrasyon membranları, düşük moleküler ağırlıklı organik kompleksleri, iki değerlikli iyonları, büyük tek değerlikli iyonları, hidrolize duyarlı boyaları ve boyama yardımcılarını tutar (Ellouze ve diğerleri, 2012). Boyahane deşarjları ile ilgili mevcut çalışmaların çoğunda, mineral tuzların miktarı 20 g / L'yi ve boyarmadde miktarı 1, 5 g / L'yi geçmemektedir. .

Biyolojik Arıtma Fizyokimyasal ve fotokimyasal yöntemlerle karşılaştırıldığında, biyolojik yöntemler, tekstil atık su arıtımının uygun maliyetli ikameleri olarak kategorize edilebilir. Diğer tüm yöntemler maliyetlidir ve tekstil endüstrisine uygulandığında büyük dezavantajlara sahiptir Biyolojik yöntemlerin tüm olasılıkları incelenmiş ve farklı mikroorganizmalar kullanılarak tekstil endüstrisinde uygulanmaktadır (Sarayu ve Sandhya 2012). Tek bir bakteri veya mantar türünün bir boyayı çıkarmak için etkili olduğu, ancak başka bir boyayı çıkarmak için uygulanamayacağı araştırılmıştır. Son zamanlarda, doğal bir kolonize yosun ve su mercimeği bitkilerinin bir havuz deneyinde tekstil atık sularının arıtılmasında çok etkili olduğu bulundu (Sekomo ve diğerleri 2014). Biyolojik yöntemler aerobik ve anaerobik süreçler olarak kategorize edilebilir ve organik kirleticileri tekstil atık suyundan uzaklaştırmak için uygulandıklarında en iyi sonuçları verirler. Saha uygulamalarında aerobik yöntemler, renk gideriminde en iyi sonuçları vermedi. Boyaların birçoğunun, özellikle azo boyalarının, aerobik uygulamada dirençli olduğu bulunmuştur. Kentsel anaerobik çamur örtü reaktörü tekstil atıksu arıtımında kullanılmaya başlanmıştır ve ksenobiyotik bileşiklerin arıtılmasında en iyi sonuçları vermektedir. Aynı zamanda çok dirençli bileşikleri parçalama kabiliyetine de sahiptir.

Aerobik Biyodegradasyon Akuatik ekosistemde, nehir ve akarsuların atık sularının arıtılması için gerekli olan ve onları kirlilik yüklerinden arındıran aerobik biyo-bozunma olarak adlandırılan doğal bir süreç vardır. Birçok bileşiğin biyolojik olarak parçalanabilirliği, kimyasal oksijen talebi (COD), biyolojik oksijen talebi (BOD), çözünmüş oksijen (DO) ve karbon dioksitin değerlendirilmesi gibi birçok parametre ile değerlendirilebilir. Tüm prosedürün ana faktörü, kolayca biyolojik olarak parçalanabilen kimyasalların değerlendirilmesidir. Benimsenmesi gereken OECD 301 yönergeleri vardır ve bu yöntem kullanılarak% 70 DOC giderilmelidir. (OECD 1993). Bileşikler biyolojik olarak parçalanabilir olarak değerlendirilirse ve koşullar uygunsa, bileşiğin atık su tesisinde doğal ortamda parçalanabileceği gibi biyolojik olarak parçalanma olasılığı vardır. Anaerobik Biyodegradasyon Anaerobik bozunma, ortamda oksijen bulunmadığında veya çok düşük oksijen bulunduğunda bozunmadır. Bu tür bir bozunma genellikle doğal sulu ortamdaki daha düşük çökeltilerde meydana gelir çünkü bu zayıf oksijen ortamıdır. Dolayısıyla, suda düşük çözünürlüğe sahip olan ve katılar üzerinde adsorbe edilebilen bir bileşiğin anaerobik bozunmaya maruz kalabileceği tahmin edilebilir. Bu, asidik ortamda hareket eden bakterilerin karbonhidratlar ve yağlar gibi organikler üzerinde etki ettiği eksiksiz bir dizi aşamalı işlemdir. Bu organikler, asidik bakterilerin etkisiyle alkollere ve diğer basit bileşiklere dönüştürülebilir. Bu ürünler daha sonra asetojenik bakterileri uyararak onları karbondioksit ve moleküler hidrojene dönüştürür. Daha sonra, bu ürünlerin indirgenmesinden sonra, metan üretilir ve bu görevi, metanojen bakterileri oluşturur. Biyogaz, anaerobik arıtmada deney oranı hakkında bir değerlendirme sağlayan önemli bir parametredir. Aerobik ve anaerobik tedaviyi keşfedebilecek pek çok araştırma vardır, ancak her iki prosedürün karşılaştırmalı bir çalışması eksiktir.
 Atık suyu arıtmak için etkili yöntemi kullanmak zor bir")
Kompleksometrik Yöntemler (Cucurbituril ile Sabitleme) Atık suyu arıtmak için etkili yöntemi kullanmak zor bir seçimdir çünkü her sürecin kendine özgü avantajları ve dezavantajları vardır. Aktif karbon arıtımı kullandığımızda, bu organik boya gidermeye karşı etkili olabilir, ancak diğer safsızlıklar bu işlemi aynı şekilde kullanarak ele alınamaz; her işlemin kendi sınırlaması vardır. Cucurbituril'in aromatik boyalarla bir kompleks oluşturduğu kabul edilmektedir ve bu yöntemin reaktif boyaların emilmesinde etkili olduğu kabul edilmektedir. Cucurbiturilin sulu ortamda çözünür olmadığı bulunmuş ve makrosiklik özelliği onu boya işlemine karşı daha uygun hale getirmiştir. Cucurbiturilin uzaklaştırma etkinliği asit, baz, reaktif ve direkt boyalar gibi birçok boyaya karşı kontrol edilmiş ve hepsine karşı mükemmel sonuçlar vermiştir. Çıkarma hızı, oluşan kompleksin yüksek çözünürlüğü olabileceği gibi birçok faktöre bağlıdır veya boya ile cucurbituril arasında zayıf bağlanma olabilir. Bu yöntemin artı noktalarından biri, atık sudaki organik bileşiklerin varlığından asla etkilenmemesidir.

Farklı Arıtma Yöntemlerinin Karşılaştırılması Tekstil atık sularının arıtılması için uygulanan farklı yöntemler ve teknolojiler vardır. Farklı yöntemler, renk ve organik atıkları ortadan kaldırmak için farklı etkinlikler sağlar. Örneğin, gelişmiş oksidasyon işleminin en etkili olduğu ve renk gidermede en iyi sonucu verdiği bulunmuştur. Fenton reaktifleri (H 2 O 2 ve Fe 2+) ve ozonlama, en iyi sonuçları elde etmek için tekstil atık suyuna uygulanabilen gelişmiş oksidasyon teknolojileri olarak adlandırılır, ancak bunların da bazı sınırlamaları vardır. Yüksek maliyetlidirler ve bu yöntemlerle büyük miktarda çamur şeklinde atık üretilir. Bu yöntemle üretilen çamurun yönetimi zordur. Pıhtılaşma-tıkama gibi bazı fiziksel yöntemlerin de etkili olduğu bulunmuştur, ancak bu işlemde kullanılan kireç, şap ve poli-elektrolitler, bertaraf edilemediği için yönetilmesi ve arıtılması zor olan muazzam miktarda çamura neden olur. Dolayısıyla bu yöntem tekstil atıksu arıtımında tek başına uygulanamaz. Adsorpsiyon işlemi, çok maliyetli olan aktif karbon kullandığından pahalı bir süreçtir. Boyaların adsorpsiyonunda kullanılan diğer adsorbanların maliyeti yüksektir ve tekstil endüstrisi, yüksek operasyonel maliyet nedeniyle bu yöntemi benimseyemez. Tekstil atık su arıtımında ters ozmoz tekniğinin çok faydalı olduğu görülmekle birlikte, çok yüksek basınç gerektirdiğinden işletme maliyeti de çok yüksektir ve bu işlemde büyük miktarda enerji tüketilir. Membran filtreleme tekniklerini benimseyen tekstil endüstrilerinin bütçesi, nano filtreleme ve ultra filtreleme işlemleri yüksek enerji gerektirdiğinden ve bu işlemle üretilen çamurun işlenmesi kolay olmadığından bozulabilir. Başka bir yöntem ultraviyole ışığı kullanır ve H 2 O 2 gibi oksidasyon bileşikleri de tekstil atıklarını işlemek için kullanılır, ancak işlemde kullanılan farklı katalizörler çok zararlı yan ürünler üretir. Yüksek renk giderme etkisine sahip bazı yöntemler vardır. Elektrokimyasal oksidasyon, renk giderme özelliğine sahip olduğu için bunlardan biridir ve bu yöntemle üretilen yan ürünler toksik değildir ve kullanımı kolaydır. Ancak işletme maliyeti de çok yüksek olduğundan ve tekstil

Genel olarak, UV / ozon, UV / H 2 O 2, ultrason / ozon, sonofotokimyasal / sonofotokatalitik oksidasyon, vb. gibi iki veya daha fazla gelişmiş oksidasyon işleminin bir kombinasyonu, hidroksil radikallerinin gelişmiş bir oluşumuna yol açar ve sonuçta daha yüksek oksidasyon oranları elde edilir. İşlemin etkinliği ve sinerjizmin kapsamı, yalnızca serbest radikallerin sayısındaki artışa değil, aynı zamanda üretilen serbest radikallerin oksidanların kullanımı ve katalitik aktiviterisonucunda kirletici moleküller ile daha iyi temasına yol açan reaktör koşullarının veya konfigürasyonunun değişmesine de bağlıdır. Ozon ve hidrojen peroksitin UV ile birleştirilmesi, hem oksidanlardan daha iyi yararlanılmasına, hem de ozon ve hidrojen peroksitin UV etkisi altında çözülmesine bağlı olarak daha yüksek bozunma oranlarına yol açar. Tek başına ozon veya hidrojen peroksit uygulaması için önemli bir sınırlayıcı faktör olan kütle transfer direnci, UV tarafından oluşturulan gelişmiş türbülans nedeniyle de ortadan kaldırılır. Ozon / hidrojen peroksit hibrit tekniği, özellikle kirletici maddelerin arıtımı için ozon veya hidrojen peroksit kullanımına kıyasla daha iyi sonuçlar verir, ozona dirençli, örneğin organofosforik asit triesterler. Sinerji, hidroksil radikallerinin etkin kullanımına güçlü bir şekilde bağlı olduğundan, radikal temizleyici ajanların konsantrasyonu, sürecin genel etkinliğine karar vermede çok önemli bir rol oynar.

Sonofotokimyasal / sonofotokatalitik reaktörler söz konusu olduğunda, sıralı işlem yerine ultrason ve UV ışığının aynı anda ışınlanmasına sahip olmak önemlidir. Ek bir serbest radikal kaynağı olarak optimum değere kadar bu hibrit sisteme hidrojen peroksit veya ozon eklenmesi de yıkımın kapsamını arttırır. Foto-Fenton prosesleri, UV ışığı yerine güneş ışığı kullanımında olasılık açısından ek avantajlar sunar, bozulma oranında küçük bir azalma, bu da tedavilerin maliyetleri artacağından ölçek büyütme ve ticari kullanım için çok önemli bir faktördür. Güneş ışığı ışınlaması için önemli ölçüde daha düşük olmalıdır.
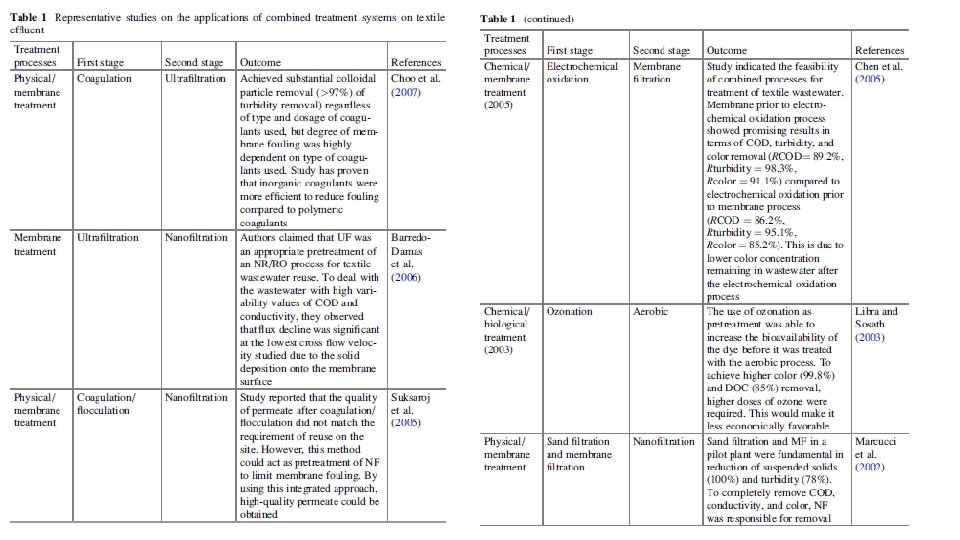

Tekstil atık su arıtımı için fiziksel, kimyasal ve biyolojik yöntemin bir kombinasyonu uygun maliyetli ve verimli arıtma seçeneği olabilir. Yakın zamanda yapılan bir çalışmada, Fenton ve anaerobik oksidasyon (F + SBR) reaktör kombinasyonunun, E. coli ve toksik organik bileşiklerin uzaklaştırılmasında çok etkili olduğu bulunmuştur (Blanco ve ark. 2012). Tekstil endüstrisi kirliliğinin azaltılmasına yönelik en iyi strateji, temiz üretim teknolojilerinin benimsenmesidir. İşte tekstil endüstrisi tasarımlarında uygulanabilecek üç strateji. Bu stratejiler aşağıda kısaca özetlenmiştir. Daha Az Kirleten Hammadde Daha az kirletici hammadde seçimi, bir ön eleme sürecidir ve bu stratejiyi benimseyerek, tekstil şirketleri, azo boyalar yerine, mümkün olduğunda tekne boyaları kullanmak ve önceki işlem için boyayı ve atık suyu yeniden kullanmak gibi ilk adımdan itibaren atık oluşumunu azaltabilir. süreç (Tsai ve Chou 2004). İkame Ürünler Daha az kirletici ve kolayca parçalanabilen kimyasallar, kolayca parçalanamayan yüksek derecede kirlenmiş kimyasalların yerini alabilir. Aynı şekilde, tekstil firmaları, kimyasal arıtmanın mekanik olanla ikame edilmesi gibi daha az kirliliğe neden olan arıtma tasarımlarını seçebilirler (Fitzpatrick ve ark. 2010). Süreç Modifikasyonu Endüstriler, uygun maliyetli, enerji verimli ve yerel koşullara göre en iyi bozulmayı sağlayan süreci benimsemelidir. En iyi arıtmayı elde etmek için genellikle bir hibrit model kullanılabilir. En iyi tasarım, (a) yüksek biyolojik bozunma sağlama kapasitesi ve tek işlemle elde edilemeyen maksimum uzaklaştırma oranı, (b) tek işlemin süresini aşmayan bekletme süresi ve (c) gibi benzersiz özelliklere sahip olmalıdır.

Sonuçlar ve Perspektifler Gelişmiş oksidasyon süreçlerinin ve hatta hibrit yöntemlerin, ekonomik verimlilikle büyük miktardaki etkiyi bozmada yararlı olamayacağı ve bu nedenle kirletici akışının toksisitesini aşan belirli bir seviyeye düşürmek için bu yöntemlerin kullanılması tavsiye edilir hangi biyolojik oksidasyon biyolojik olarak parçalanabilir ürünlerin tam mineralizasyonunu sağlayabilir. Optimize edilmiş bir ön işlem aşaması (oksidan dozu ve toksisite seviyesindeki azalma açısından), toplam işlem süresini ve dolayısıyla kombinasyon tekniğini kullanan reaktörün boyutunu önemli ölçüde azaltacaktır. Devam eden varlığı mikroorganizmaların aktivitesini engelleyebileceğinden, ilave edilen oksidantların, örneğin hidrojen peroksitlerin, tek başına ön işlem aşamasında tamamen kullanılması tavsiye edilir. Oksidasyonun bir sonucu olarak oluşan bazı ara maddeler biyorefrakter veya ana bileşikten daha toksik olabileceğinden, ön işlem aşamasından sonra etkin akımın bileşenlerini analiz etmek de önemlidir. Tekstil atık sularının, Fenton arıtma, ozonlama, adsorpsiyon, nano filtreleme, aerobik biyolojik arıtma ve yukarı akış anaerobik çamur örtü reaktörü gibi anaerobik arıtma gibi farklı süreçlerle arıtılabileceği açıktır. Bu işlemlerin avantaj ve dezavantajlarını karşılaştırdıktan sonra, en iyi strateji, tekstil endüstrisi atık su arıtımı için aerobik ve anaerobik biyolojik arıtma kombinasyonunun kullanılmasıdır. Ayrıca, kirliliği kaynağında azaltmak için boru sonu arıtmaya odaklanmak yerine daha temiz üretim teknolojilerinin benimsenmesi gereklidir. Bu, daha az kirletici alternatif hammaddelerin seçilmesi, yıkama suyunun yeniden kullanılması ve tekstil endüstrilerinde daha temiz üretim uygulamaları izlenerek su, kimyasallar ve enerjinin korunması yoluyla yapılabilir.

ÖRNEK UYGULAMALAR
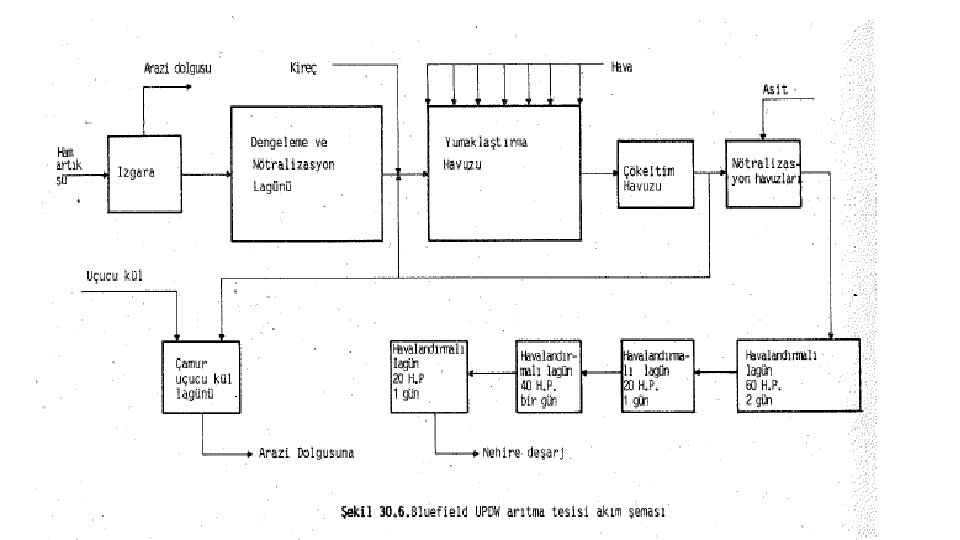

YÜNLÜ TEKSTİL SANAYİ ATIKSULARININ ARITILMASINDA ALTERNATİFLER

Kaynak: Khadija Siddique, Muhammad Rizwan, Munazzam Jawad Shahid, Shafaqat Ali, Rehan Ahmad, and Hina Rizvi, (2017) Textile Wastewater Treatment Options: A Critical Review, DOI: 10. 1007/978 -3 -319 -55423 -5_6.
- Slides: 58