Tecnologa de la leche Licenciatura en Nutricin LECHE


 Agua (87%) Sust. Lactosa Vit, A, D, Minerales nitrogenadas")










 - De discos (aumentan la eficacia de la")
 1.")

 Antes o después del")
 a través de ranuras")



")







 Esterilización Leche envasada llenado de los envases Botellas Bolsas termorresistentes cierre del")
 Las botellas selladas entran en una torre pasando por")


 v Vapor inyectado en")






























- Slides: 65
Tecnología de la leche Licenciatura en Nutrición
LECHE Definición Bromatológicamente esta definida por el artículo 554, capítulo VIII del Código Alimentario Argentino como: “se entiende con el nombre de leche, sin agregado alguno, el producto integral del ordeñe total, ininterrumpido y en condiciones de higiene de la vaca lechera en buen estado de salud y alimentación. La leche proveniente de otros animales deberá expenderse indicando el nombre de la especie productora”.
LECHE Sólidos no grasos (9%) Agua (87%) Sust. Lactosa Vit, A, D, Minerales nitrogenadas B, C Sust. no proteicas Grasa (4%) Triglicéridos Otros Proteínas Caseínas: a, b, g, k. Prot. Séricas Lábiles Albúminas b-lactoglobulina Estable al calor Enzimas a- lactoalbúmina proteosas Globulinas peptonas Euglobulina Pseudoglobulina
Tecnología de la leche Leche cruda de la granja Leche líquida ORDEÑO DE LA LECHE EN LA GRANJA Derivado o producto lácteo PRODUCTO TERMINADO LISTO PARA CONSUMIR 1. Almacenamiento de la leche en la granja 2. Transporte a una central lechera 3. Recepción en la central lechera 4. Termización 5. Procesado de la leche - desnatado - estandarización - homogeneización - tratamiento térmico 6. Envasado
CALIDAD DE LECHE Se entiende por leche de calidad la que proviene de vacas sanas, bien alimentadas y que reúna las siguientes características: - Cantidad y calidad apropiada de los componentes sólidos (grasas, proteínas, lactosa y minerales). - Carga microbiana mínima. - Libre de bacterias causantes de enfermedades ( brucelosis, tuberculosis, mastitis) y toxinas producidas por bacterias o por hongos. - Libre de residuos químicos e inhibidores. - Con un mínimo de células somáticas
ELABORACIÓN DE LECHE FLUIDA 1. RECOGIDA Y ALMACENAMIENTO EN REFRIGERACIÓN DE LA LECHE EN LA GRANJA Leche recién ordeñada Tº 35 -37ºC Medio ideal para el crecimiento de MO ENFRIAMIENTO RÁPIDO A 4 -6ºC Leche de buena calidad Cumple legalidad (nº gérmenes/ ml) Mayor ganancia económica Antiguamente Recogida de la leche en cántaras Ahora solo en zonas muy rurales o montañosas Problema: - no se podía refrigerar o se hacía en baño - entrega de leche a la central: 2 veces/día - elevados gastos de transporte
Actualidad Tanques de refrigeración -acero inoxidable - capacidad de 50. 000 -100. 000 L - herméticos - agitación - control de temperatura - válvulas de entrada y salida - conexiones para limpiar el depósito Ventajas - entrega de leche a la central: cada 2 días -reducción de costes de transporte Precauciones AGITACIÓN : Ruptura de los glóbulos de grasa Aumento de la susceptibilidad al ataque enzimático: producción de sabores y olores rancios
Factores que afectan a la eficacia del almacenamiento en refrigeración v. Temperatura - óptima 4 -6ºC - Tº<3ºC fenómenos de congelación v Período de almacenamiento - cuanto mayor es el tiempo de almacenamiento mayor es el crecimiento microbiano Tº 6ºC almacenamientos de 24 horas Tº 4ºC almacenamiento de 48 horas v Contenido inicial de gérmenes -condiciones de ordeño o manipulación v Velocidad de enfriamiento - 2 horas posteriores al ordeño casi no crecen MO
2. TRANSPORTE DE LA LECHE A LA CENTRAL LECHERA Granja Central lechera -Tanque de almacenamiento “móvil” refrigerado de acero inoxidable (cap. 15000 L) impedir movimiento excesivo Cisterna dividida en cámaras separar distintas calidades de leche - Sistema de control de temperatura - Sistema de control de volumen recogido - Sistema de desgasificación (impide entrada de aire) - Sistema de toma de muestra: almacena una muestra de cada leche etiquetada (fecha, volumen, procedencia, acidez, temperatura de entrada modificar condiciones de transporte
3. RECEPCIÓN DE LA LECHE EN LA CENTRAL LECHERA Toma de muestra: Primeros controles de calidad (aspecto, olor, sabor, T, grasa, acidez , antibióticos y microbiológico) Transvase de la leche del camión cisterna Silos refrigerados Enfriamiento Filtración de sólidos >0, 5 mm Centrifugación Desaireación: Eliminación del O 2 Fraccionamiento de la grasa formación de espuma
Llenado por la parte inferior para evitar §excesivo movimiento mecánico § formación de espuma §Separación de las grasas Evitar SILOS Y TANQUES DE ALMACENAMIENTO - acero inoxidable - diversidad de volúmenes y formas - pueden aislarse - ponerse camisas de intercambio de calor - fácil limpieza - no transmiten olores ni sabores - pueden adaptarse muchas piezas (termómetros) - tienen sistemas de agitación - sirven para mezclar ingredientes o para enfriar, calentar o madurar productos
4. TERMIZACIÓN DE LA LECHE Almacenamiento de la leche en refrigeración crecimiento de los MO psicrotrofos Producción de proteasas y lipasas Leche en refrigeración + 24 h termolábiles termorresistentes TERMIZACIÓN v tratamiento térmico suave 57 -68ºC , 15 -20 segundos, se reduce la carga bacteriana de la leche que después se procesará con otro tratamiento térmico v posterior enfriamiento rápido (para impedir el crecimiento de bacterias formadoras de esporas) vla prueba de la fosfatasa alcalina (+) Termización de la leche Leche pasterizada, UHT o productos lácteos <300. 000 gérmenes/ml a 30ºC <100. 000 gérmenes/ml a 30ºC
5. PROCESADO DE LA LECHE 5. 1. Desnatado y estandarización de la leche Desnatado Leche desnatada Nata procesado Venta Incorporación a otro producto procesado Venta Separación de la grasa DECANTACIÓN - diferentes densidades - aglutininas Proceso lento DESNATADORAS CENTRÍFUGAS
Centrífugas - Herméticas (aire, Tº, contaminación) - De discos (aumentan la eficacia de la separación) - Obtención de 3 fases: Nata Leche desnatada Sólidos o impurezas (lodos) higienizadoras: pelos, partículas Nata Leche desnatada - continuo - discontinuo Entrada de la leche
Estandarización de la leche • Contenido en grasa (leche entera y semi-desnatada, nata) 1. Mezcla de leche entera y desnatada (sistema discontinuo) 2. Desnatado de la leche y reincorporación de % de nata (sistema continuo) Proceso en línea Control de caudales y densidades
La estandarización se realiza para cumplir las normas legales o por que el fabricante decide elaborar un producto con unas características determinadas. Según los niveles de grasa clasifica la leche como: Entera: min. 3, 2% Semidesnatada: min. 1, 5% y máx. 1, 8% Desnatada: máx. 0, 3% También existen las leches: Modificadas lipídicamente (grasa original se sustituye por aceite vegetales). • Contenido en proteína: sujeto a variaciones: animal, especie, raza, edad. . Condiciona el comportamiento de la leche en procesos tecnológicos quesos, yogures Adición Caseína Leche en polvo Leche concentrada por ultrafiltración
5. 2. Homogeneización Después de la etapa de estandarización (leche+nata) Antes o después del tratamiento térmico Grasa: glóbulos dispersos Separación de la nata de la leche en solución acuosa HOMOGENEIZACIÓN Desintegrar o dividir finamente los glóbulos de grasa de la leche para conseguir una suspensión permanente y estable y evitar su separación Agregación de los glóbulos (floculación) Desestabilización de la fase acuosa Defecto organoléptico
Cabezal de homogeneización Leche pasa a alta presión (100250 bar) a través de ranuras Pequeñas Ruptura de los glóbulos de grasa Causas 1. La velocidad que lleva la leche al pasar por las ranuras 2. El choque de los glóbulos contra las paredes del cabezal 3. Turbulencias del flujo de líquido producidas dentro del cabezal
Leche cruda Glóbulo graso Glóbulos de grasa 1 -10 mm Leche homogeneizada Glóbulos de grasa 0. 1 -3 mm 10000 glóbulos más que en leche cruda HOMOGENEIZACION Presión: 10 -20 MPa Glóbulos de grasa se comportan como micelas de caseína
VENTAJAS DE LECHE HOMOGENEIZADA - Se evita la separación de la grasa - Tiene un color más blanco brillante (mejor dispersión de la luz) - Sabor con más cuerpo - Es más resistente a la oxidación que produce olores desagradables -Aumenta la tendencia a formar espuma -Mejora la estabilidad de los productos lácteos fermentados INCONVENIENTES DE LECHE HOMOGENEIZADA - No se puede desnatar completamente - Enranciamiento muy rápido de la leche cruda (lipasa atraviesa la nueva membrana) - Es menos estable térmicamente (agregación o coagulación mas rápida) solución: adición de emulsionantes de la homogeneización - Glóbulos grasos forman parte de las micelas de caseína - Solo se puede utilizar para elaborar quesos blandos cuajada con menos cuerpo)
5. 3. Tratamiento térmico de la leche OBJETIVOS 1. Destrucción de patógenos presentes en la leche Tº de destrucción del bacilo de la tuberculosis ---63ºC - 10 min - mejora calidad higiénica - aumenta vida útil 2. No modificar las propiedades físicas y químicas (hacerlo de forma controlada) 3. Destrucción del mayor número de MO en la leche y los sistemas enzimáticos - evitar defectos organolépticos -aumenta estabilidad durante el almacenamiento 4. Generar productos de la reacción de Maillard
Mismo resultado final Combinaciones t/Tª Limitaciones - defectos en el sabor (cocido o quemado) - valor nutritivo - apariencia de la leche Tratamiento térmico Elección de la combinación t/Tª ÓPTIMO Pasteurización Esterilización - UHT (ultra high temperature) - Esterilización convencional Microbiología Vida útil
PASTEURIZACIÓN Definición Tratamiento tecnológico aplicado a un producto con objeto de destruir todos los agentes microbianos patógenos causantes de enfermedades que afectan al ser humano, y disminuir aquellos MO que puedan afectar la calidad de la leche y sus productos. Destruye Mayoría de patógenos (niveles no perjudiciales) Mayoría de la flora microbiana (olores y sabores) Tipos de pastuerización 1) Pasteurización baja: Tº 60ºC y 30 minutos (LTLT) (envases abiertos, discontinuo) 2) Pasteurización media: Tº 70 -72ºC, tiempos de 15 -30 segundos (HTST) 3) Pasteurización alta: 83 -85ºC, tiempos de 15 -20 segundos
Equipos de pasteurización: cambiadores de calor -Intercambio de calor: cesión de calor de un fluido caliente (agua) a fluido frío (leche) -Circulación de los fluidos en contracorriente sin mezclarse - Tipos: de placas, tubulares o de superficie rascada Cambiador de calor de superficie rascada
Cambiador de calor de placas -liquido frío y caliente separados por una pared - calentamiento muy rápido -aprovechamiento de energía • cuidado con depósitos de sólidos • problemas de recontaminación
Línea de pasteurización Cambiador de placas Homogeneizador Desnatadora
v. Fosfatasa alcalina negativa LECHE PASTEURIZADA v Peroxidasa positiva v Enfriamiento rápido a 6 -7ºC v Color uniforme blanco o ligeramente amarillo v. Olor y sabor característico v. No debe tener sustancias farmacológicamente activas (limites legales) v. Venta dentro de las 72 horas siguientes al envasado. Efecto del tratamiento térmico Sobre las proteínas: Alteración de la estructura secundaria, terciaria y primaria cuaternaria Despliegan las proteínas Mejoran el valor biológico Puede reducir la digestibilidad y producir residuos no biodisponible
Vida útil de la leche pasteurizada “tiempo que la leche permanece sin cambios indeseables aparentes” Alteraciones de la leche pasteurizada durante el almacenamiento: - causadas por crecimiento bacteriano: producción de ácido, proteolisis y lipolisis -- reacciones químicas que originan sabores a oxidado - cambios fisicoquímicos: floculación o coagulación Depende calidad de la leche cruda de partida condiciones de procesado (higiene, Tº, tiempo) Leche de partida Elevada calidad microbiológica Vida útil 8 -10 días en refrigeración y en el envase sin abrir Mala calidad (crecimiento elevado de MO) Vida útil reducida debido a actividad enzimática
ESTERILIZACIÓN Y TRATAMIENTO UHT Definición Tratamiento térmico que asegura la destrucción total de todos los microorganismos patógenos y no patógenos, en sus formas vegetativas y esporuladas y la mayor parte de los sistemas enzimáticos causantes de alteraciones en la leche. Ventajas no necesitan refrigeración vida útil elevada Tipos de esterilización 1) Esterilización (clásica): temperaturas de 110 -120ºC/tiempo de 20 min productos envasados 2) Tratamiento UHT: temperaturas de 135 -150ºC / tiempo 2 -8 seg envasado aséptico
ESTERILIZACIÓN (convencional) Esterilización Leche envasada llenado de los envases Botellas Bolsas termorresistentes cierre del envase (espacio vacío) Modos de esterilización Esterilización discontinua 1. Llenado del sistema de esterilización (autoclave) 2. Esterilización a la Tº y tiempo seleccionado 3. Enfriado 4. Vaciado del autoclave
Esterilización continua 70ºC 40ºC 1) Las botellas selladas entran en una torre pasando por diversas zonas donde se va incrementando la Tº lentamente. 2) Llegan a una zona central donde la temperatura es la de esterilización (vapor a presión) y permanecen un tiempo. 3) Las botellas salen por otro lado donde se enfrían rápidamente (evitar mayor daño térmico) Sistema de agitación - transferencia de calor máxima - reducir el tiempo total de calentamiento 116ºC 80ºC 30ºC
LECHE ESTERILIZADA v Esterilizada en envases herméticamente cerrados v Permanecer el cierre intacto durante todo el proceso v Sin cambios perceptibles durante 15 días a 30ºC de Tº ó 7 días a 55ºC v Fosfatasa alcalina negativa v Peroxidasa negativa v Menos de 10 gérmenes por 0. 1 ml de leche a 30ºC v Color amarillento ligeramente tostado v Olor característico debido al fuerte calentamiento
TRATAMIENTO UHT temperaturas de 135 -150ºC / tiempos 2 -8 segundos Tratamiento UHT produce menos daño térmico en la leche que la esterilización convencional leche cruda línea de procesado Continua Aséptica Leche UHT PROCESADO ASÉPTICO TRATAMIENTO UHT DIRECTO TRATAMIENTO UHT INDIRECTO Presiones elevadas evitan que la leche hierva
TRATAMIENTO UHT DIRECTO Leche contacto directo medio de calentamiento (vapor) v Vapor inyectado en leche v Leche pulverizada sobre vapor TRATAMIENTO UHT INDIRECTO leche Superficie de intercambio Esterilización UHT medio de calentamiento (vapor) v. Tiempo de exposición al Q elevado v Daño termico mayor
Diferencias TRATAMIENTO UHT DIRECTO v Mayores eficacias v Costos de funcionamiento menores v Mayor aprovechamiento energético v Mejor aroma y sabor v No contiene residuos sólidos v Menor daño térmico a la leche TRATAMIENTO UHT INDIRECTO v Más baratas v Más sencillas v Forman depósitos de sólidos - tiempo de uso menor - Parar para la limpieza
Sistema UHT directo Homogeneizador Envasado aséptico
LECHE UHT v Producto libre de sabor a “cocido” y mayor vida útil v Los efectos sobre la calidad nutricional son mínimos v No se presentan cambios en el contenido graso, lactosa o las sales. v. La caseína no es afectada mayormente por el tratamiento térmico. La desnaturalización es mucho menor y facilita la digestibilidad de algunas proteínas. v Las vitaminas liposolubles (A, D y E) y las hidrosolubles (Riboflavina, Biotina) permanecen bastante estables. v La tiamina, ác. Fólico, B 12, B 6, Vit. C. , son susceptibles al calor/oxidación durante el proceso o almacenaje. A estas se las protege eliminando el O 2. v Color uniforme ligeramente amarillento v MO patógenos ausentes
Envasado de la leche Luz natural o artificial Importante para mantener la calidad de la leche (microbiológico) Efecto negativo Sabor (degradación de metionina a metional: sabor a cartón) Nutrientes (pérdida de vitaminas) Requisitos del envasado de la leche qfacilitar la distribución y disponibilidad del producto qmantenerlo en condiciones higiénicas q proteger su sabor y nutrientes q reducir el deterioro del alimento q informar al consumidor sobre el producto
Pasos del envasado Rollo o bovina de cartón laminado Esterilización en H 2 O 2 17% Eliminación del exceso de H 2 O 2 con aire Rollo entra en cámara aséptica Tubería en cámara con producto Forma del envase Llenado Sellado Corte del envase
Tipos de envases para el envasado aséptico 1. Polietileno: protección contra la humedad ambiental. 2. Papel: estabilidad y resistencia 3. Polietileno: capa adhesiva 4. Capa de aluminio: barrera al oxígeno, al aroma y a la luz 5. Polietileno: capa adhesiva 6. Polietileno: sellado
Cambios producidos en la leche por los tratamientos térmicos Objetivo del tratamiento térmico - eliminar todos los MO patógenos - modificar lo menos posible las características físicas y químicas de la leche Dependerán de la intensidad del tratamiento aplicado Pasterización UHT directo Cambios pequeños VALOR NUTRICIONAL UHT indirecto Esterilización Cambios importantes ESTRUCTURA Y CALIDAD
Consecuencias de los tratamientos térmicos sobre la leche “Algunos cambios generales” Color: TT efecto blanqueante sobre la leche. Aumenta el fosfato cálcico coloidal y disminuye Ca 2+ Viscosidad: aumenta por la desnaturalización de las PS Sabor: se modifica por reacciones entre lactosa y proteína, la exposición de grupos SH y se forman compuestos de la grasa Pérdida de valor nutritivo: vitaminas Crecimiento de algunas bacterias: eliminación de sus inhibidores
Cambios en el valor nutritivo Vitaminas ü La mayoría de liposolubles e hidrosolubles tienen estabilidad térmica elevada Pasteurización y UHT directo: no afectan demasiado ü Mayor pérdida vitamina C: 10 -25% pastuerización, +25% UHT, hasta el 100% Si se reduce el O 2 puede evitarse mayor pérdida. Durante el almacenamiento también hay pérdidas: envase opaco. ü Ácido fólico: pérdida con tratamiento UHT indirecto. 14 días pérdida total ü Pérdidas de Tiamina (hasta 50%) , vitamina B 6 (hasta el 50%), B 12 (20100%) por la esterilización en botella Sales ü Se modifica el equilibrio salino en la leche, Ca 2+ fosfato cálcico coloidal y
Proteínas y aminoácidos ü Poco afectados por el tratamiento de pasteurización o UHT directo e indirecto ü Se produce reacción de Maillard pérdida de lisina disponible (máximo 5. 5% en el UHT indirecto) pérdidas de hasta un 13% por esterilización ü Desnaturalización de las seroproteínas pero no afecta al valor biológico de las mismas Lactosa ü Isomerización y degradación parcial Formación de lactulosa ü Degradación a galactosa 50 mg/l pasteurización 100 -500 mg/l UHT 900 -1400 esterilización
Cambios en la estructura y calidad Proteínas y aminoácidos Ø Desnaturalización de PS e insolubilización Ø b-Lg desnaturalizada interacciona con la k-CN (-S-S-) altera la estructura de la micela y su estabilidad Ø Degradación de aminoácidos Metionina a metional (sabor oxidado) Triptofano y tirosina (decoloración) Lípidos Ø Tratamientos térmicos inactivan las lipasas propias de la leche pero no las bacterianas, degradación durante el almacenamiento junto con la luz Ø Formación de compuestos como cetonas o lactonas que alteran el aroma de la leche
Lactosa Ø Las reacciones de pardeamiento enzimático se producen cuando las Tº son altas y pueden continuar durante el almacenamiento. Ø Las reacciones de pardeamiento no enzimáticas se producen en la esterilización y pueden formar melanoidinas que son las responsables de la coloración marrón. Enzimas ØPasteurización inactiva ciertas enzimas: fosfatasa o lipasas naturales Ø Las proteasas y lipasas bacterianas son muy resistentes al calor y no les afectan los tratamientos térmicos.
“OTROS TIPOS DE LECHE” Leche evaporada Leche en polvo Leche concentrada Leche condensada Búsqueda de nuevos procesos Mejorar la conservación No disponibilidad de leche Temperatura Espacio Ahorro de costos Reducción de volumen Transporte Almacenamiento
2. TECNOLOGÍA DE ELABORACIÓN DE LECHE CONCENTRADA Leche Evaporada Concentrada Condensada En polvo Proceso de deshidratación Se elimina parte del agua de su composición 1. Evaporación (agua en forma de gas o vapor) 2. Ósmosis y ultrafiltración (agua líquida) 3. Congelación (agua sólida) 2. 1. EVAPORACIÓN - Método más utilizado - Implica un elevado costo energético - Produce variaciones en el producto debido a la aplicación de calor - Temperaturas 40 -70ºC con P reducidas (reducen Tº ebullición y evitan daños térmicos mayores) - Importante un sistema de control del grado de concentración del producto a la salida
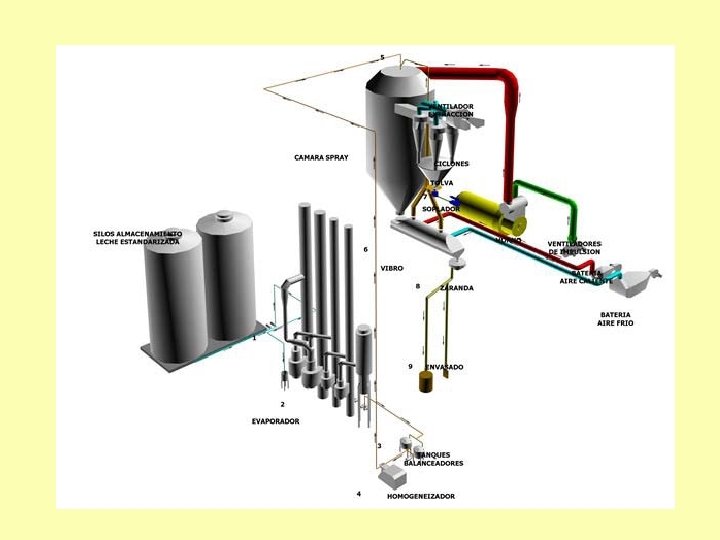
Leche líquida Evaporador a vacío Separador del concentrado Vapor Condensador Bomba de vacío Leche Concentrada Calidad del producto Eficacia del sistema EVAPORADORES - cambiadores de calor de placas - de superficie rascada - de película ascendente o descendente
-La leche entra por la parte superior y se distribuye por los tubos en forma de película - En su descenso, se concentra hasta el nivel requerido, recogiéndose en el colector de producto concentrado. - Los vapores generados ascienden hasta el cabezal superior pasando después al condensador espesor de la película, velocidad, caudal mínimo diámetros de tubería
2. 2. ÓSMOSIS INVERSA Y ULTRAFILTRACIÓN Separación de los solutos de diferentes pesos moleculares de la solución en la que se encuentran a través de una membrana (tamiz molecular) Presiones Retención de solutos OI Ósmosis inversa Altas PM 500 Ultrafiltración Bajas PM 1000 UF Ventaja v. No produce pérdidas de aroma v. No produce daño térmico Inconvenientes v No consiguen una concentración elevada (uso con evaporador) v Obturación de los poros de las membranas (crecimiento microbiano)
2. 3. CONGELACIÓN Enfriamiento de la leche por debajo de su punto de congelación y eliminación de los cristales formados Ventajas v. No pérdidas organolépticas v No pérdidas de los componentes de la leche (100 mg/l) Inconvenientes v. Congeladores a escala industrial muy costosos v Bajas concentraciones v Alta posibilidad de contaminación microbiana
3. LECHES CONCENTRADAS Eliminada parte del agua de su composición Etapas comunes en la elaboración de leche concentrada NORMALIZACIÓN DE LA GRASA Y PROTEÍNA DESNATADO TRATAMIENTO TÉRMICO (estabilización) EVAPORACIÓN LECHE EVAPORADA LECHE CONCENTRADA LECHE CONDENSADA
3. 1. LECHE EVAPORADA Leche esterilizada a la que se le ha eliminado parte del agua de su composición Evaporación Homogeneizador Enfriamiento Adición de estabilizantes ESTERILIZACIÓN (autoclave) Enlatado Enfriamiento y almacenamiento (15ºC) UHT Impedir reacción de Maillard y precipitación de proteínas Rica en grasa: 15% Entera: 7. 5% Semidesnatada: 1 -7. 5% Desnatada: <1% Color claro Apariencia de nata
3. 2. LECHE CONCENTRADA Leche pasteurizada a la que se le ha eliminado parte del agua de su composición Evaporación Homogeneizador PASTEURIZACIÓN Condiciones más altas ↑% sólidos 79ºC-25 s Almacenamiento en refrigeración - tratamiento no severo para los MO - no es suficiente el agua eliminada Leche concentrada Entera: 11. 75% grasa Desnatada: <1. 1% grasa Ausencia de patógenos Máximo 105 colonias mesófilos/ml Máximo 10 colonias/ml enterobacterias Ingrediente en pastelerías Industrias alimentarias
3. 3. LECHE CONDENSADA Leche pasteurizada a la que se le ha eliminado parte del agua de su composición conservada mediante la adición de sacarosa EVAPORACIÓN ADICIÓN DE AZÚCAR Jarabe o en polvo Leche concentrada con alto contenido en azúcar Enfriamiento Enlatado Sacarosa 62. 5 -64. 5% Textura arenosa al paladar Formación de cristales grandes • El agua solo mantiene disuelta a la mitad de la lactosa (precipitación descontrolada) • Enfriado rápido • Inducción a la cristalización con lactosa • Se evita sedimento
La reducción de la aw debido a la concentración de solutos No necesita REFRIGERACIÓN No crecen MO Aumento de la presión osmótica debido a la concentración de solutos Características - Consistencia semilíquida - Color uniforme amarillento - Olor y sabor fresco y puro - Composición 8% grasa 45% azúcar 20% sólidos no grasos 27% agua Envase abierto si necesita frío Mohos levaduras
4. LECHE EN POLVO Método de conservación donde se elimina casi la totalidad del agua (95 -97%) Secado Impide desarrollo de MO Prolonga la vida útil: 3 años leche desnatada 6 meses entera (oxidación de la grasa) Obtención de la leche en polvo v. Liofilización: eliminación del agua (sólido-gas) con vacío Leche de alta calidad Altos costos v Secado en cilindros rotatorios Polvo con partículas quemadas empeoran la calidad v Atomización: previo se realiza evaporación para concentrar la leche
4. 1. ATOMIZACIÓN Se mezcla en cámara de secado leche pulverizada en gotitas (10 -100 micras) con aire caliente (150 -220 ºC) Aire caliente Cesión de calor a la leche Evaporación de agua Separación de las partículas del aire Enfriamiento Envasado (latas o bolsas) Control - Tº de flujo de aire caliente Mezclado de aire y leche Gotas secas antes de depositarse en las paredes (depósitos) Tº de la pared < Tº fusión de la leche (quemaduras)
4. 2. “SOBRE” LA LECHE EN POLVO q Leche de partida de buena calidad (tratamientos suaves para evitar pérdida de calidad) q. Leche más utilizada: desnatada q. Etapa de atomización se aprovecha para añadir ingredientes en la elaboración de otros productos lácteos en polvo q. Modificaciones de tratamiento de obtención según el uso de la leche -Uso humano: fácil reconstitución y sabor adecuado Tratamiento suave, granos grandes - Para elaborar chocolate: sabor a caramelo Tratamiento fuerte para inactivar lipasas y caramelizar la lactosa q Empleo de leche en polvo por propiedades funcionales de proteínas: absorción y retención de agua, formación de espumas, capacidad emulsionante, solubilidad, viscosidad, gelificación y estabilidad térmica
Empleo de la leche en polvo B: 75ºC/20 s; Producto Leche reconstituida y bebidas lacteas M: 85ºC-105ºC/1 -2 min; Grado de desnaturalización Tratamiento térmico B/M A: 120 -135ºC/2 -6 min Características Alta solubilidad, mínimo aroma a cocido Leche evaporada recombinada A Estabilidad viscosidad al calor, alta Queso B Coagulabilidad Helado M Emulsificación, formación espuma, absorción de agua Pastelería A Textura, absorción de agua Productos cárnicos A Emulsificación, formación de gel, absorción de agua Panadería A Unión de agua, textura de
5. CAMBIOS NUTRICIONALES EN LECHES CONCENTRADAS Pérdida de nutrientes Refleja intensidad de tratamiento Leches concentradas - Pérdida de proteínas por el calor: sin importancia - Pérdida de 20% lisina por reacción de Maillard -Pérdida de vitaminas = pasteurización -B 12 (-17%), B 6 (-48%), tiamina (-65%), ácido fólico (-77%) - Degradación de vitaminas durante el almacenamiento (Tª y t) Vitamina C (-20% tratamiento, -20% almacenamiento a 21ºC) Leches en polvo (además de lo anterior) - Pérdidas de lisina <5% - Vitaminas poco afectadas (máximo un 20%) - Almacenamiento no produce pérdidas si no es muy prolongado
6. CAMBIOS EN ESTRUCTURA Y CALIDAD DE LECHES CONCENTRADAS Cambios producidos por la etapa del precalentamiento v Desnaturalización de proteínas de suero -- cambia propiedades funcionales de la leche v Interacción entre proteínas de suero y caseínas + estabilización frente a v Agregación de caseínas tratamientos térmicos v Formación de fosfato cálcico coloidal Reacción de Maillard -- pérdida de lisina disponible -- producción de pigmentos marrones v Producción de grupos sulfhidrilo -- desarrollo de sabor a cocido
Cambios producidos por la etapa de concentración q Disminución de la actividad del agua q Cambio en propiedades físicas (densidad, conductividad, viscosidad, …. ) q Mayor tendencia al espesamiento o gelificación por envejecimiento Cambios producidos por la etapa de evaporación q División de los glóbulos de grasa q Propensión a la proteolisis q Eliminación de olores extraños (volátiles) Precauciones Leche en polvo: durante el almacenamiento reacción de Maillard (Tª y t), oxidación de la grasa, cristalización de la lactosa (alta humedad) apelmazando la leche