Technologies for Bioethanol Production Current Status Recent Developments

Technologies for Bioethanol Production: Current Status, Recent Developments and Future Perspectives Dr. S. K. Soni Department of Microbiology Panjab University, Chandigarh-160014.

Fermentation Technology is one of the “TECHNOLOGIES OF THE FUTURE” for the sustainability of mankind during 21 st century by providing A WIDE RANGE OF VALUE-ADDED PRODUCTS Life-line of the society

Fermentation Technology A Technology involving large scale cultivation of Microbial cells for the recovery of valuable products: Metabolites Foods or Microbial cells

Fermentation Technology l Use of microbiology, biochemistry and engineering in an integrated fashion with the goal of using microorganisms to manufacture value-added products l Microorganisms are one of the ESSENTIALS of Fermentation Technology

l Microorganisms are the organisms which are too small to be clearly seen with unaided human eye l Size is less than 1 mm l Discovered in 1676 by ANTONY VAN LEEUWENHOEK

Microorganisms are ubiquitous, present every where and indispensable for the existence of mankind

They show diversity in size, shape, metabolism and the range of positive functions they perform for sustaining life on this planet.

l Microorganisms have been exploited by the mankind since times immemorial for the production of various foods, beverages and enzymes l They reveal several types of metabolic reactions which are absent in higher organisms

Louis Pasteur observed in the middle of nineteenth century that microorganisms are responsible for transforming matter by fermentation and can do wonders

Fermentation An energy generating process in which certain microorganisms are capable of converting carbohydrates in to smaller organic compounds

Fermentation l Fermentation is an ancient mode of metabolism in which energy is derived from the partial oxidation of an organic compound using organic intermediates as electron donors and electron acceptors. l No outside electron acceptors are involved l no membrane or electron transport system is required; all ATP is produced by substrate level phosphorylation.

Fermentation l Pasteur’s definition: “life without air”, anaerobic energy reactions in microorganisms. l Anaerobic breakdown of carbohydrates into alcohol. l a form of metabolism in which the end products could be further oxidized. l A controlled cultivation of microorganisms for obtaining useful products.

Fermentation Technologies on the basis of state in which the microorganisms are cultivated: l Surface (emersion) l Submerged (submersion) Technologies

Surface Technologies In the SURFACE TECHNIQUES, the microorganisms are cultivated on the surface of a liquid (SURFACE CULTURE FERMENTATION) or a solid substrate (SOLID STATE FERMENTATION). Cultivation in stationary state. l No agitation required l

Submerged Technologies In the submersion processes, the microorganisms grow while submerged in a liquid medium. l Cultivation in shaken or stirred state l Most processes are aerobic and are vigorously aerated.

Mass Balance of Microbial Cells in Fermentation C, N, P, S source H 2 O Energy Biomass CO 2 Product Heat

Value added products from Microorganisms Alcoh ols Biofuels Biopesticides Acids Enzymes Vitamins Fermented Foods Amino acids Biofertilizers SCP, Probiotics Vaccines Antibiotics

Fermentation Technology and Ethanol Production l Ethanol Fermentation was the first fermentation known to the mankind l It is the largest volume industrial fermentation today l Annual production world wide is 125 billion litres

l Americas account for over 66% of total alcohol production and Asia, a mere 19%. l USA is the leader with 49 billion litres annual production while Brazil 39 billion litres l India has 300 distilleries producing merely 2. 8 billion litres

Why ethanol ? l Highly acceptable liquid biofuel l Can be made to burn more cleanly than gasoline or diesel l The demand has shown a significant rise in the world during the last few years with the acceptability of blends of alcohol in gasoline. l E 10, E 85
, gasoline on the right (G) at a filling")
Neat ethanol on the left (A), gasoline on the right (G) at a filling station in Brazil

Information on pump regarding ethanol fuel blend up to 10%, California

l Yeast, a facultative microorganism was established to be responsible for the conversion of sugar into ethanol under anaerobic conditions. C 6 H 12 O 6 + Yeast 180 g 100 g = 2 C 2 H 5 OH 92 g 51. 1 g 64 ml + 2 CO 2 88 g 48. 9 g

Model Ethanol Fermentation

l The oxidation of glucose to ethanol yields a total of 56 kcal energy per mole of glucose. l The cells harvest 2 ATP (16 kcal) as useful energy, the efficiency of the ethanol fermentation is about 29 percent (16/56)

l Pasteur Effect l Crabtree Effect l Biomass production vs Ethanol production l Optimum p. H 4. 0 -4. 5 l Optimum temperature 30 o. C

Glucose + Ammonia = Yeast + Ethanol + CO 2 200 g 1 g 10 g 97. 5 g 93. 6 g Glucose+Ammonia+O 2 = Yeast + Water + CO 2 200 g 10. 4 g 102. 5 g 100 g 77. 2 g 145. 6 g

Various substrates used for ethanol production Directly Fermentable Molasses, Sucrose, Sugarcane juice, Fruit juices, Sugar beet juice, Honey etc. Easily hydrolysable substrates Starchy materials including Cereal grains (wheat, rice, corn, sorghum, millet, barley) tubers and roots Difficult to hydrolyse substrates Lignocellulosics including agricultural residues rich in cellulose Microbial Biomass Algae

Bio-Ethanol Bio-ethanol is classified in three categories: l First-generation l Second generation l Third generation The main distinction between them is the feedstock used

Current status Feedstocks Molasses – cane/beet Sugar cane juice Fruit juices Cereals like corn, wheat, rice, sorghum, barley, rye etc Microorganisms Saccharomyces cerevisiae Technologies Batch

Recent Developments Alternate substrates Making starch to ethanol more economical and efficient l Producing low cost enzymes, New generation enzymes l Developing cocktail of carbohydrases for simultaneous hydrolysis of starchy and nonstarchy carbohydrates l Developing better strains of yeast or bacteria – l l Zymomonas mobilis l l Optimization of fermentation conditions Improved Fermentation Technologies

Alternate substrates l Replacement of molasses with Sweet Sorghum juice l Use of low value cereals l Root tubers like Potatoes, cassava
, which converts the starch bearing")
Cereal grains in to ethanol feed stock preparation (milling), which converts the starch bearing grains to a defined particle size 2. Starch conversion (liquefaction and saccharification) to fermentable sugars using -amylase and glucoamylase. 3. Establishing conditions for good yeast viability and fermentation of fermentable sugars by Saccharomyces 1. cerevisiae.

Conversion of starch to alcohol

Enzymatic hydrolysis of starch to glucose

Yields of sugars from starch and alcohol from sugar (C 6 H 10 O 5)n + n(H 2 O) 162 18 100 11 C 6 H 12 O 6 + Yeast 180 100 C 6 H 12 O 6 180 111 2 C 2 H 5 OH + 2 CO 2 92 88 51. 1 48. 9 64 ml

Recent Developments: New generation Amylases • One step starch hydrolysis. • One step alcohol production. Maize Wheat Rice Pattern of starch conversion in one step hydrolysis of various starches at 70 o. C with glucoamylase from Aspergillus sp. BL 9 and -amylase from Bacillus sp. PS-1 Pattern of fermentation efficiencies achieved during one step alcohol production from various starchy biomasses using synergistic combination of glucoamylase from Aspergillus sp. BL 9, -amylase from Bacillus sp. PS-1 and cells of Saccharomyces cerevisiae at 35 o. C.

Recent developments • Raw starch hydrolysis: a new strain of raw starch digesting thermophilic Bacillus subtilis subsp. spizizenii, capable of growing in a temperature range of 30 -65 o. C, has been isolated from the hot springs of Manikaran, India. Raw wheat starch agar plates showing the zone of clearance upon flooding with iodine upon the growth of Bacillus subtilis subsp. spizizenii

The organism is well suited for submerged as well solid state fermentations producing highest α-amylase yield of 9711 U/ml of after 40 h cultivation as shake culture in submerged fermentation (Sm. F) at 50 o. C, p. H 7. 0 and 3, 12, 744 U/gds of dry wheat bran after 48 h cultivation as solid state cultures at 37 o. C, p. H 6. 5 after consecutive optimization of various cultural and physico-chemical parameters.

Raw starch digesting α-amylase Electron micrographs showing the pattern of degradation of raw potato starch granules by -amylase preparation from Bacillus subtilis subsp. spizizenii. Degradation started from surface and extended towards centre - Centripetal degradation

Cocktail of multiple carbohydrases l Cereal grains consists of several carbohydrates with starch as the dominant carbohydrate with cellulose, hemicelluloses, pectin and inulin in small fractions. l If all the polysaccharides are to be targeted, there is need to develop cocktails of multiple carhohydrases using a consortia of suitable microorganisms or isolating novel strains from natural biodiversity capable of co-producing multiple depolymerases

Recent Developments Developed a library of natural fungal strains from natural biodiversity. capable of coproducing a cocktail of multiple carbohydrases l 250 U/gds for CMCase, 90 U/gds for FPase, 82 U/gds for β-glucosidase, 4289 U/gds for xylanase, 182 U/gds for mannanase, 266 U/gds for pectinase, 50, 000 U/gds for αamylase, 330 U/gds for glucoamylase, 40 U/gds for pullulanase and 127 U/gds for inulinase l

Recent Developments l Augmented sugar and ethanol yields from cereals by simultaneously targeting starchy, cellulosic, hemicelluosic, pectic and inulic components l Alcohol yields of 364 ml versus 343 ml/kg of corn 360 ml versus 325 ml /kg of wheat 374 ml versus 352 ml/kg of sorghum 314 ml versus 298 ml/kg of barley malt 398 ml versus 384 ml/kg of rice l l

Better strains of microorganisms l As yeasts generally get inactivated at a temperature exceeding 35 o. C, there is a need to develop the strains which can withstand temperatures exceeding 40 o. C. l As Zymomonas mobilis is able to use only a limited number of sugars and there is an accumulation of acetates in resence of traces of O 2 , there is a need to improve the existing strains.

Optimization of fermentation conditions l As ethanol fermentation is affected by so many parameters the productivity can be improved by process optimizations. l Temperature, Oxygen, Control of contaminants, inoculum level are the key parameters which can improve the ethanol yields

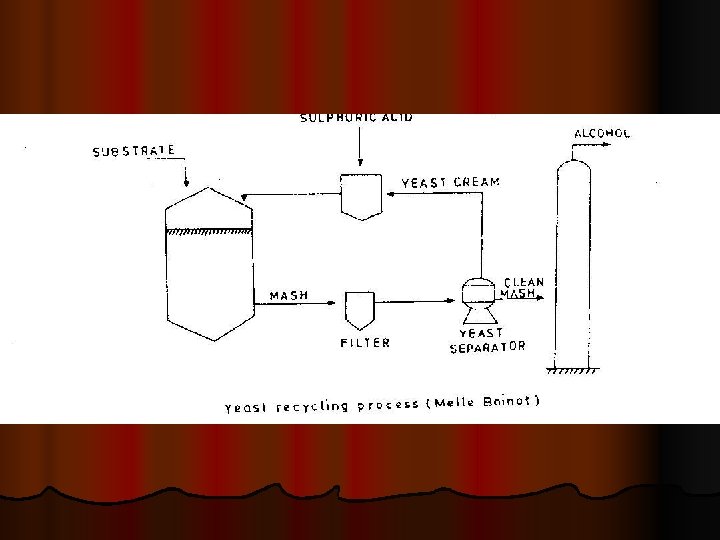
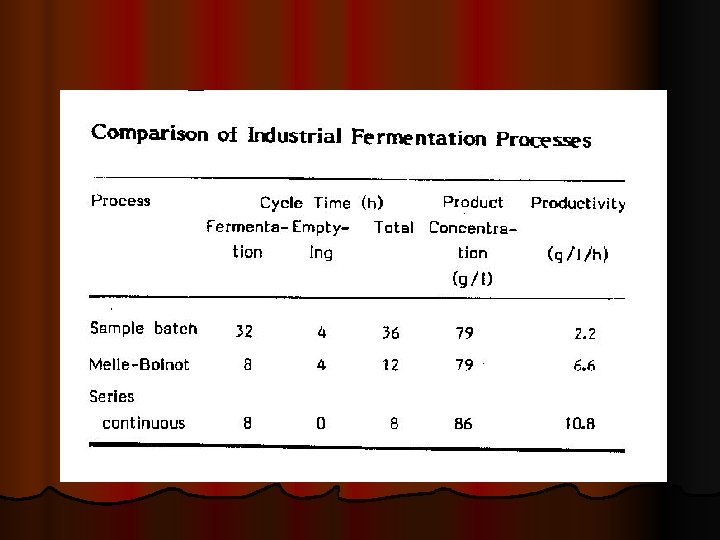
Improved fermentation processes l Melle-Boinot fermentation process: yeast cells from the previous fermentation are recovered by centrifugation and upto 80% are recycled and hence the initial cell density is as high as 80 billion cells/l which initiates rapid fermentation almost immediately after inoculation. In the batch process the cell density (5 -10 billion cells/l) is very low in the beginning and hence the initial growth phase is relatively unproductive upto 15 h.

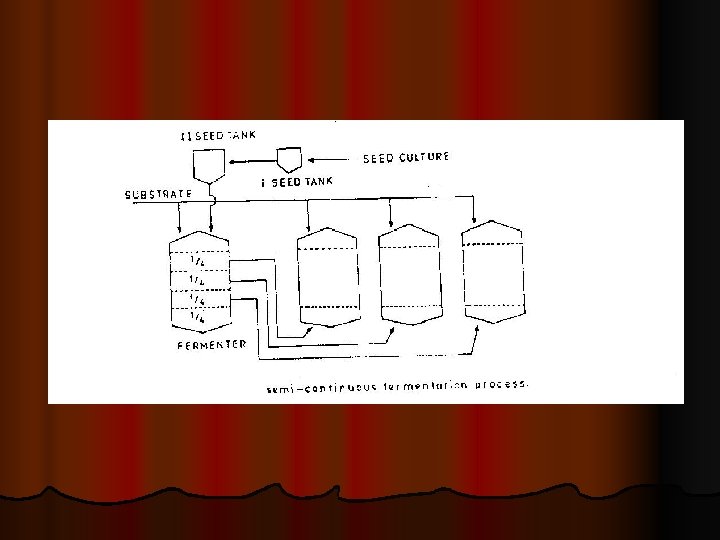
l Semicontinuous Fermentation process It is carried out in a conventional batch but after its completion, 25% of the fermented broth is retained as seed for the next cycle. The fermenter is aerated for first few hours and a selective biocide is incorporated to kill bacterial contamination.

l Simple continuous fermentation Multi fermenter system consisting of several fermenters in series. First 1 -2 fermenters are aerated. Alcohol concentration goes on increasing in the subsequent fermenters. l Continuous fermentation with yeast recycle:

Challenges for ethanol production l The deteriorating quality and rising cost of molasses l Shortage of cereal grains due to increasing world population l Shortage of sugar due to exploitation of sugarcane juice

Future Perspectives Major challenge is to find out a cheaper and readily available substrate which also does not compete with human food l 2 nd generation ethanol l 3 rd generation ethanol

l Agro- and Agro-industrial residues like straws, baggases, leaves, brans, spent grains l Biodegradable municipal solid waste residues – kitchen refuse l Algal Biomass These does not compete with human food and are the substrates of the future – 2 nd GENERATION and 3 rd GENERATION BIOETHANOL

2 nd Generation Plant Biomass Resources Agricultural resources Industrial resources Forest resources Municipal and Urban resources

l Total annual generation of solid waste, in the country is 90 million tons l Indian capital, New Delhi, alone generates 7000 tons of solid waste daily l Punjab produces 5000 tons daily l Chandigarh produces 360 tons daily

l Disposal of agricultural waste and MSW is the problem l Agricultural residues are burnt in fields l MSW is subjected to landfilling l Global Warming

Advantages of using lignocellulosics l Readily available l Environmental protection l Improved rural economies l Sustainable energy resource supply

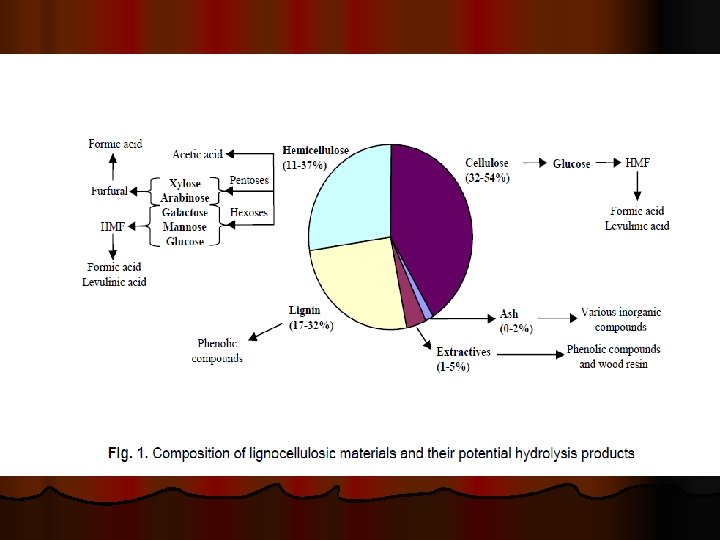
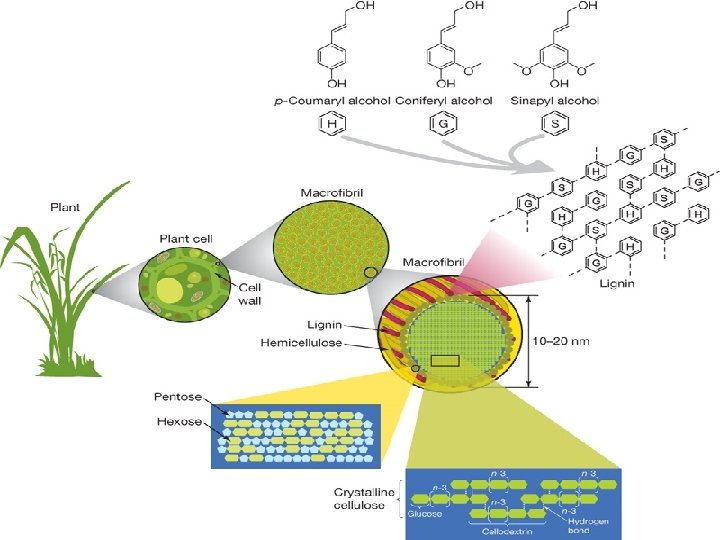
Bioconversion of Lignocellulosics in to Ethanol

Process is divided into 3 phases Pretreatment Hydrolysis Fermentation

Aim of pretreatment
")
Separate Enzymatic Hydrolysis and Fermentation (SHF)
")
Simultaneous Saccharification and Fermentation (SSF)
")
Consolidated Bioprocessing (CBP)

Bioconversion of Biodegradable municipal solid waste into ethanol Enzyme cocktail of Cellulases, hemicellulases, amylases, pectinases and inulinases produced 380 -490 mg/g of total reducing sugars from BMSW on dry weight basis with 200 -240 mg/g glucose. Fermentation with saccharomycs cerevisiae produced 150 -175 ml ethanol/kg of dry residues

Bioconversion of kitchen waste into ethanol Two main objectives: To Reduce Environmental Pollution; To provide a sustainable zero value substrate for alcohol production 90 million tons/annum 14 million tons on dry basis 8 million tons kitchen waste 1 Ton = 150 Litre alcohol Expected Yield = 1. 2 Billion L / annum

Challenges in the production of second generation biofuels l Enzyme production l Pretreatment cost l Formation of inhibitors l Fermentation of pentoses l Alcohol concentration in the fermentation broth l Transportation of the feedstocks

…………. The mission continues

Thank you
- Slides: 71