System integration models and concepts Purpose of integration


















 can be used")


- Slides: 24
System integration models and concepts
Purpose of integration and interfacing • The main purpose of interfacing is to improve the synchronization between the ‘real world’ and the administrative world. • This interfacing speeds up the information flow between planning and process control systems. • It allows tighter control of process timing and improvement of the quality of the production process. • By feeding back progress and capacity information to the planning system, several benefits can be obtained such as early detection, and resolution of process disturbances into the schedule can reduce late deliveries • Defining interfaces require information analysis to sort out reliable and accurate process data for the ERP system, and to define proper production campaign and recipe information for the manufacturing execution system (MES)
The MES touches all of these categories of information systems : • SCM – Supply-chain management • SSM – Sales and service management • ERP – Enterprise resource management • MES – Manufacturing execution system • P/PE – Plant and process engineering • Control – Real-time process control
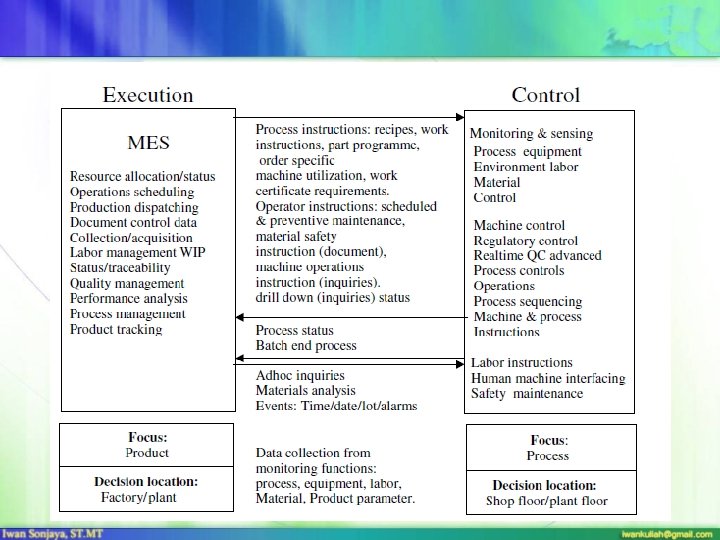
Overlapping with other systems • ERP and MES can dispatch work to the shop floor. • SCM and MES include finite scheduling. • PPE and MES provide process plan and documents. • Control and MES may include data collection functions.
MES and other systems – information sharing
The gap between ERP and PMC • The different time scales, subjects and goals cause differences between an ERP system and a process monitoring and control system (PMC) which are not readily compatible, but it is quite possible to reconcile data from both into meaningful information for each system. • The ERP systems mainly focus on controlling material flows and have transactional actions such as issue purchase orders, or produce a batch to regulate stock levels after ‘disturbances’ due to unexpected sales orders
ERP–MES integration • The MES interfaces to process control systems for storing and retrieving data are straightforward. • The real-time data can be accumulated into a relational database to generate all kinds of production reports. • The MES also maintains a production schedule and manages a recipe database. • An ERP system contains an open loop controller of the production process in the form of a production schedule, which proposes future actions based on a model of the process. • The scheduling tool does not account for the actual current situation, nor is it able to automatically process disturbances to the production process into the production schedule. • Any progress information on the production process should be manually acquired and explicitly incorporated into the schedule by the planner
MES within an enterprise – data flow diagram
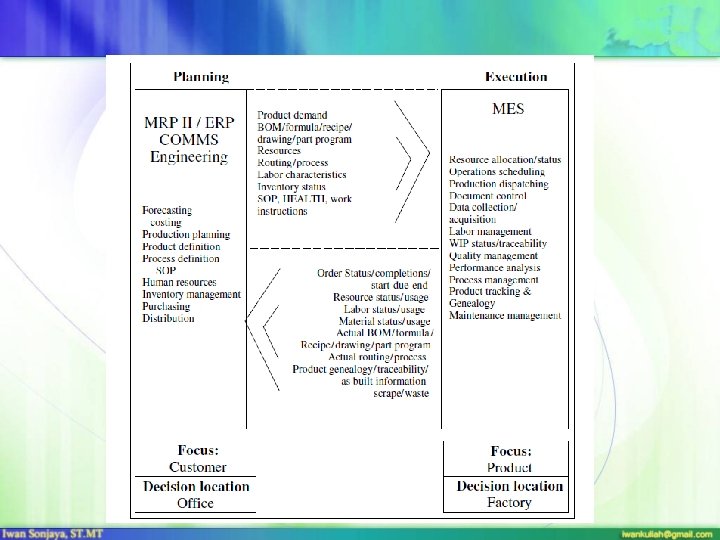
Planning and processing customer orders • The ERP systems focus on resource planning, procurement, financials and customer order management processes to coordinate demand forecasts, order processing, manufacturing plans and shipping finished goods to customers.
Eight systems architecture alternatives Style 1: shop floor MRP terminals
• The terminals capture data for material reconciliation and labor tracking. • It is usually combined with manual and paper-based, shop floor processes, and lacks flexibility to coordinate business changes and support performance improvements on the shop floor • IT terminals on the shop floor display work orders including schedule, recipe, order specifications, bill-ofmaterial (BOM) and routing information. • Operators use production requests with documented shop floor procedures and work instructions to execute production tasks and manually key result data into the system for costing and material reconciliation processes
Style 2: simple order execution • This is a variation of the first style, in which customized man–machine interface/supervisory control and data acquisition (MMI/SCADA) applications directly integrate from the bottom up to materials requirements planning (MRP). • These applications report the same information and receive simple flat-file downloads of orders with recipe parameters. • The option lacks scalability to deal with multiple and complex recipes or work orders that must be executed
Style 3: plant data collection and decision support • A plant database, containing data like material usage and quality, is used for plant-level reporting and feeding the ERP system. • It is often custom-built with relational databases as no consolidated application exists across systems in the plant. • Instances are data-centric and site-specific and therefore proprietary, difficult to scale and costly to own
Style 4: shop floor coordination • This is more robust than a data repository. It also adds a production information management system (PIMS) application to the database as the heart of an MES, and manages the interaction with ERP and adds business context to the raw plant data such as yield accounting, production quantities and quality results. • Style 4 is basically the same as Style 3 with few added applications. Functionality is added to support plant management functions such as, providing time and production context to data, and business rules to add context to data for the ERP system. • Style 4 is widely used in the chemical, high-tech and discrete assembly industries and is emerging in the food and beverage industries, in which few packaged application exists to support total plant management
Style 5: functional coordination • Packaged MES applications drive functional execution of production orders from ERP according to standard operating procedures (SOPs) or batch recipes. • They collect plant data about quality and material, and automatically report it to ERP. • This approach was the first to use packaged modules of functionality in an application. • The packaged modules are responsible for coordinating production activities such as configurable workflow processes, dealing with manufacturing standards, work instructions, defect tracking, recipe management and materials management
Style 6: coordinated production capacity • This style adds scheduling to enhance the coordination of planning and finite capacity scheduling between the business and sites. • This style is a logical addition to Style 5. • Style 6 uses the functional coordination role of MES, which includes batch management, work-order tracking and quality management to make plant events like the status of work orders and recipes as they are being executed, available to finite capacity scheduling applications
• Style 7: business and plant coordination • In this style, MES is integrated with ERP production requests for tighter real-time connections between the plant and the business. • The plant may directly execute customer orders based on recipe and specification information • This is an emerging trend formed out of still-developing model-based MES applications. • The difference is that the object technology-based model, configured to fit the production site, is more business process orientated and can support logical information flows between the plant and ERP system
• Style 8: business process collaboration • This is an extension of Style 7 and uses emerging applications and standards to link the integrated business process model to the MES model to form a common process information structure for plant and business information flows. • A variation of Style 7, business process collaboration is based on a business process model in which the enterprise collaborates with the production process model of production operations covered in Style 7. • Still a developing technology, Style 8 still lacks significant references. • These architectures will become more prevalent in the next 2 to 3 years as web technology opens up development of process-based information flows
Integration data identification • The REPAC model (refer Figure 12. 6) can be used as a high-level template for the analysis of processes in the plant that need to be connected to the business. • Integration in the EXECUTE process tends to be intrusive as data moves from planning to execution functions
Common communication protocol • Internet routing and routing protocols • IP addressing • Transmission control protocol
Terimakasih