Special Welding Processes 1 Submerged Arc arc buried

Special Welding Processes
 Submerged Arc")
1. ) Submerged Arc
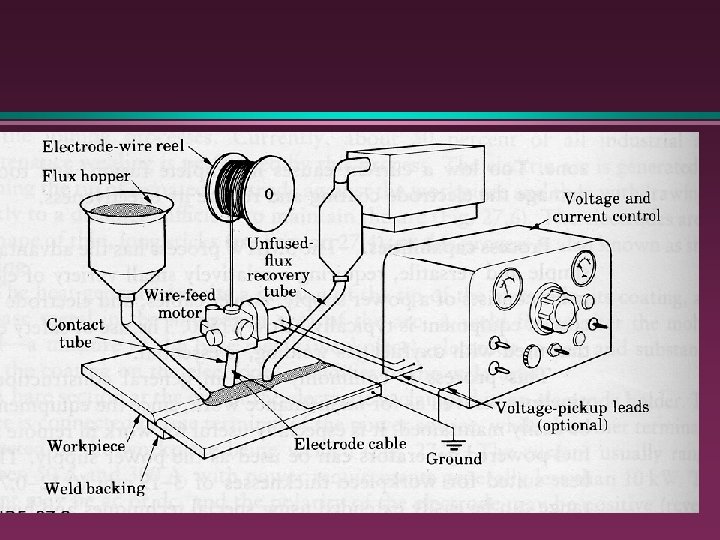

arc buried in granular flux l single pass butt welds up to 3” thick l electrodes up to 1/2” in diameter l

l multiple electrodes

automated carriage that follows track

manual

hopper feeds granular flux to joint just ahead of the arc usually done in flat position l flux remaining over the completed weld acts as a heat insulator l unused slag can be reused l fast, no visible arc, no spatter, high quality welds, thick materials l
 Electroslag")
2. ) Electroslag

developed to weld very thick sections or joints

eliminates the need for multiple passes or grooves

Vertical joint - arc started between electrode & bottom

flux is added - forms a layer of molten slag - arc not needed l resistance to current flow thru the flux creates heat necessary to melt electrode and base metal

water cooled copper shoes contain molten metal in joint

adv: fast, no edge prep, thick plates can be welded
 Electrogas - use shielding gas - flux cored wire fed in joint")
3. ) Electrogas - use shielding gas - flux cored wire fed in joint l arc maintained between electrode and weld
 Narrow Gap less weld metal is required l used on thick sections")
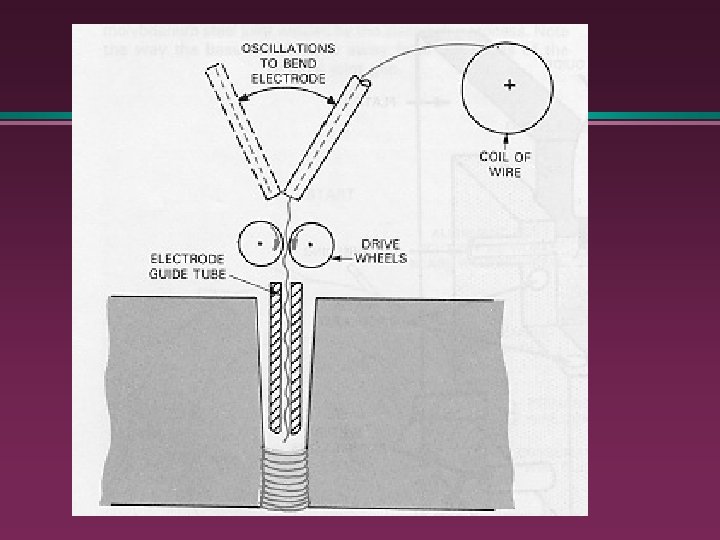
4. ) Narrow Gap less weld metal is required l used on thick sections l

similar to electrogas except weld joint has a narrow gap

Electrode guide tube used to feed electrode to joint bottom problem - getting the electrode to touch both sides of the joint l cure - bend electrode into wave form l
 Stud l no drilling or punching holes in structure")
5. ) Stud l no drilling or punching holes in structure
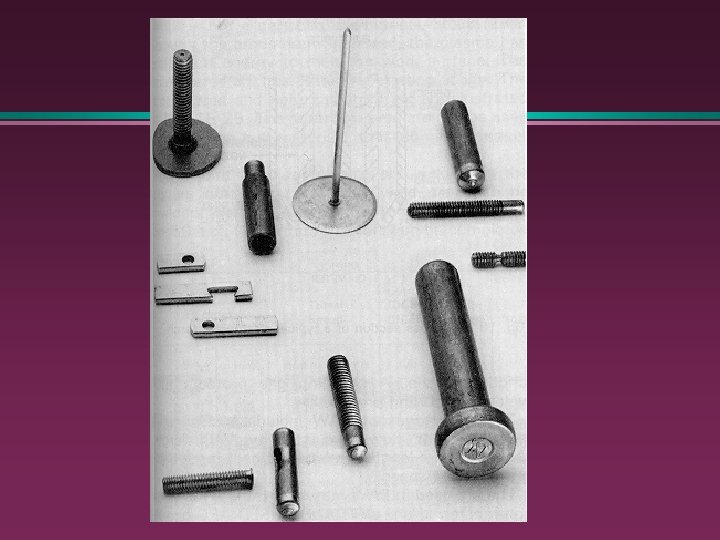

stud placed in chuck on gun l ceramic ferrule placed on end of stud l contains molten metal

pull trigger stud pulled away from work l arc formed between stud and work l

Stud forced into molten metal and cools

ferrule is broken off

Aluminum can be welded using shielding gas
 Plasma arc welding plasma means ionizing gas (a gas which has lost")
6. ) Plasma arc welding plasma means ionizing gas (a gas which has lost or gained electrons) l orifice gas becomes plasma as it passes through the arc toward the work piece l

Tungsten electrode surrounded by inert orifice gas l helium argon nitrogen

Separate shielding gas protects the welding or cutting process

square butt joint normally used

Transferred vs. Non Transferred Arc

fill metal is also added automatically

adv: l concentrated current flow l arc stability with large changes in arc length l low heat input l high speed (30 ipm) l best results when operated automatically

disadv: noisy
 Underwater SMAW use well insulated electrode holder and special water proof covered")
7. ) Underwater SMAW use well insulated electrode holder and special water proof covered electrodes l because of rapid cooling - use stringer beads not weaving l short arc length and DCEN l poor visibility - use #4 or #8 lens l communication system - person above starts and stops the current for the system l


Solid state welding processes do not use an arc l do not have a beam of energy l do not use a flame l do not use resistance to heat the metal l processes are done when the metal is cold, warm, or hot but temp does not exceed the melting point l no filler metal added l
 Cold welding theory - pressure at the surface causes fusion only a")
1. ) Cold welding theory - pressure at the surface causes fusion only a few molecules deep l this fusion is sufficient to hold the material together and provide good strength l works best on soft ductile metals l
 no heat needed l enough pressure must be applied to")
Cold Welding (Cont. ) no heat needed l enough pressure must be applied to reduce original thickness of metal by 1/4 of original thickness l oxides and contaminants must be completely removed l

Tool can be hand, pneumatic, or hydraulic l dies must be designed to impose proper pressure for different metals
 Explosion welding metals placed at angle to each other l protective material")
2. ) Explosion welding metals placed at angle to each other l protective material is placed over the metal and the explosive material is placed around the metal l explosion forces the plates together at high velocity causing surface ripples in metal l ripples lock or weld the two metals together l

 Friction welding")
3. ) Friction welding

pieces to be welded are mounted in a chuck l one piece stationary - one revolves l brought together under pressure heating occurs l parts forced together under pressure allowed to cool l weld is produced in about 15 seconds l process is similar to upset or flash welding - but friction is used to generate the heat l

Adv. well suited for joining dissimilar metals to mild steel in production l no protective atmosphere is required saves time and materials l
 Ultrasonic Welding welding equip contains transducer which convert high freq. Elect power")
4. ) Ultrasonic Welding welding equip contains transducer which convert high freq. Elect power into mechanical vibration at the same freq. (10 K to 75 K hertz) l metal clamped together under pressure and high frequency l
 vibrations are introduced into metals through a welding tip l")
UT Welding (Cont. ) vibrations are introduced into metals through a welding tip l vibrations break up surface films causing metals to bond l max thickness is. 100" on al. and. 040" on harder materials l

UT spot welds

UT seam welds with lateral drive rollers

adv: fast l happens without heat or melting - no heat distortion l cleaning is not necessary l low clamping pressure which reduces deformation l no fluxes l no filler metals l
 thin sections can be welded to thick sections l pressures")
UT Adv (Cont. ) thin sections can be welded to thick sections l pressures less and welding times shorter than used in resistance welding l many types of metals can be joined to themselves or other metals l minimal training - semiskilled personnel l

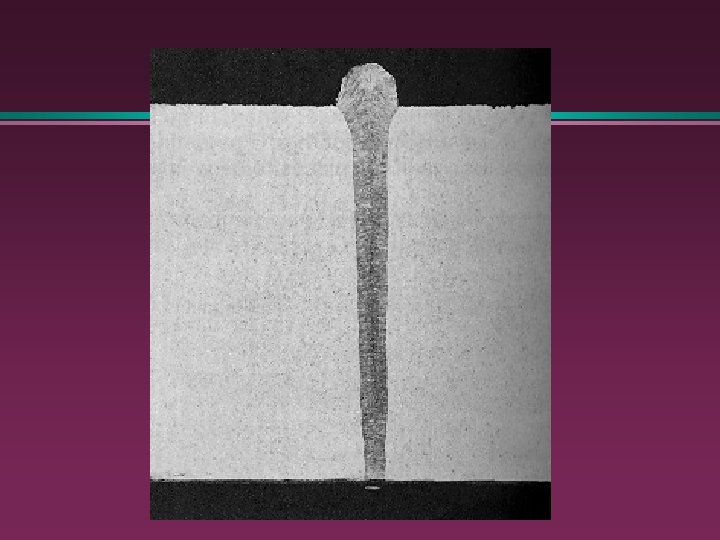
High Density Welding Processes involves concentrating a lot of energy on a small spot l produces deep narrow welds l two processes include: » Electron beam » Laser beam l
 Electron beam welding: uses a concentrated beam of high velocity electrons to")
1. ) Electron beam welding: uses a concentrated beam of high velocity electrons to melt welded metal l current passed through a tungsten filament which emits electrons l parts are placed very close together almost touching l edges must be very straight l part being welded is placed on a carriage that moves under the beam l
 can make complete penetration weld in 10 inch steel")
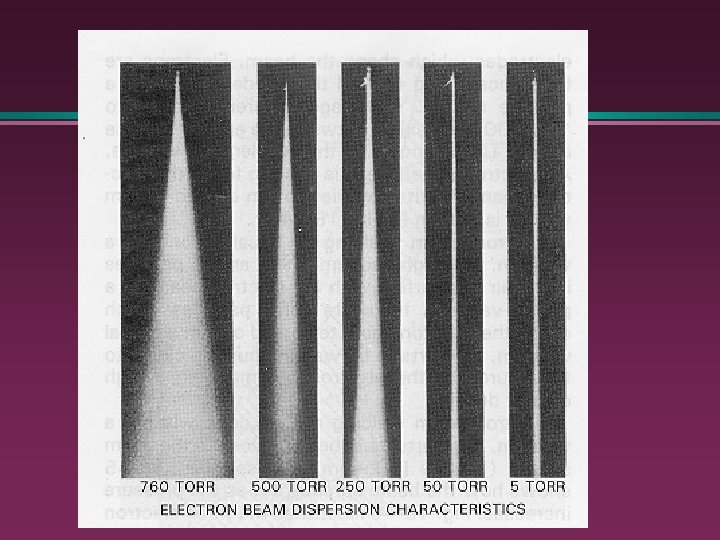
Electron Beam Welding (Cont. ) can make complete penetration weld in 10 inch steel plate l fast -. 25" plate welded at 200 ipm l

usually done in vacuum chamber no particles in air to interfere with beam l more vacuum, the narrower the beam is l can be done without a vacuum but the parts must be close to the beam source l
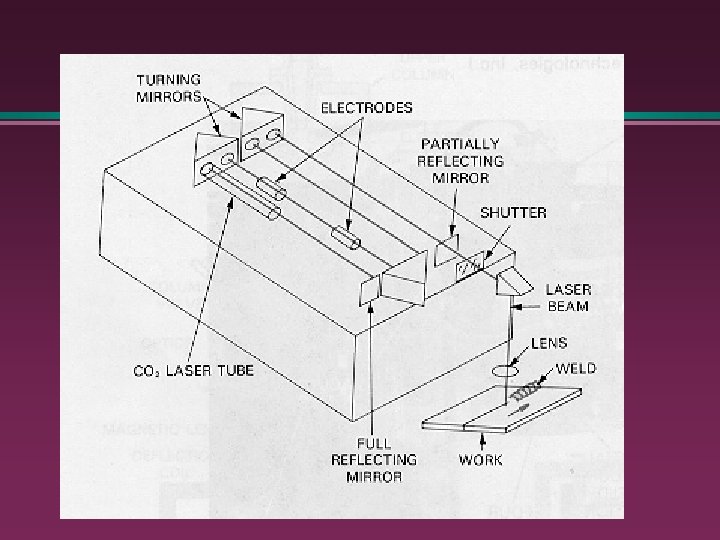
 Laser beam welding Light Amplification by Stimulated Emission of Radiation l laser")
2. ) Laser beam welding Light Amplification by Stimulated Emission of Radiation l laser beam is just light l light beam has one wavelength l has one phase - [all the particles (waves) move together] l laser beam produced by CO 2 for welding l
 beam is focused and aimed using lenses and mirrors")
Laser Beam Welding (Cont. ) beam is focused and aimed using lenses and mirrors l lasers are operated at atmospheric pressure l shielding gas is used to protect the metal from oxidation l parts to be welded must be close together with straight edges l travel speeds are fast l
- Slides: 61