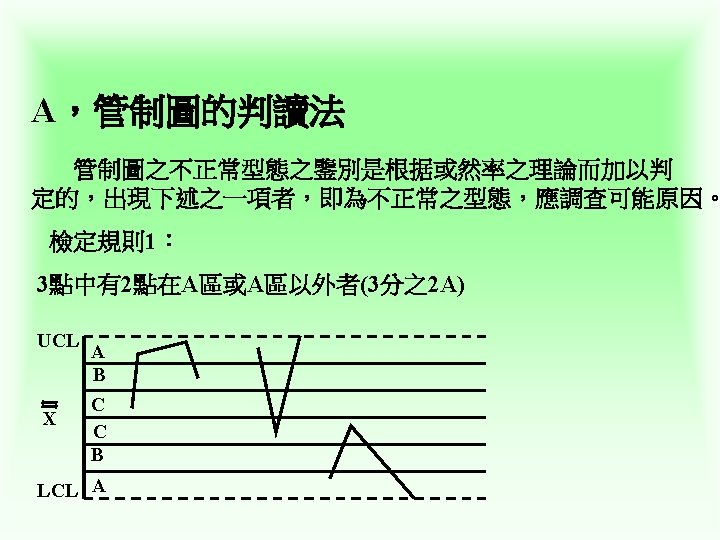
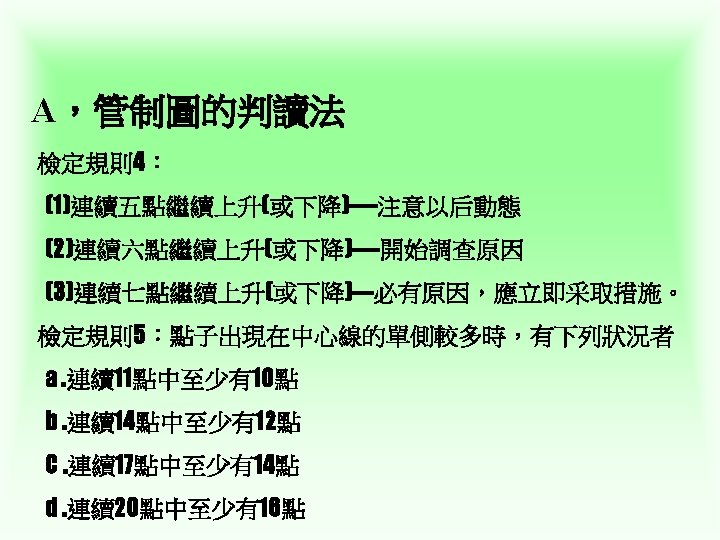
SPC KIND CONSULTING Print by Danny Wang K
 科建顧問 KIND CONSULTING Print by Danny. Wang")
統計制程品管 (SPC) 科建顧問 KIND CONSULTING Print by Danny. Wang

常態分配 K 在內之或然率 在外之或然率 0. 67 50. 00% 1 68. 26% 31. 74% 1. 96 95. 00% 2 95. 45% 4. 55% 2. 58 99. 00% 1. 00% 3 99. 73% 0. 27%

常態分配 99. 73% 95. 45% 68. 26% -3 -2 -1 +1 +2 +3
 平均值移動 值 1 - 值 管制界限 值 1 31. 74% 1 97.")
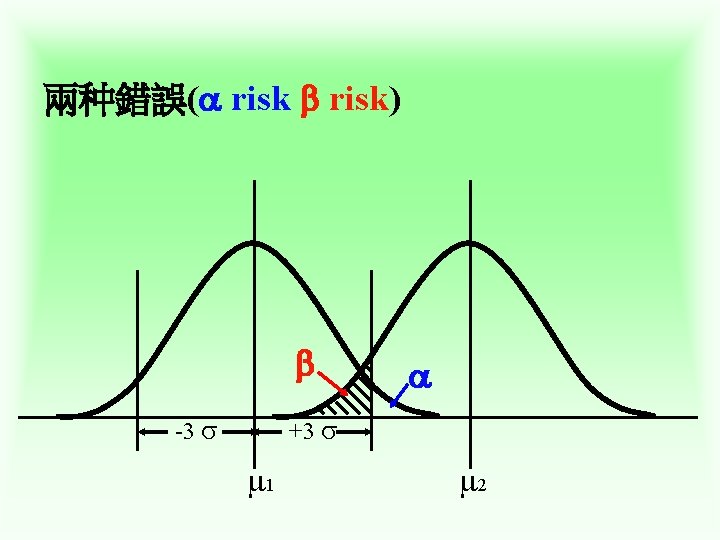
兩种錯誤( risk) 平均值移動 值 1 - 值 管制界限 值 1 31. 74% 1 97. 72% 2. 28% 2 4. 56% 2 84. 13% 15. 87% 3 0. 27% 3 50. 00% 4 15. 87% 84. 13% 4 3 6/10 %
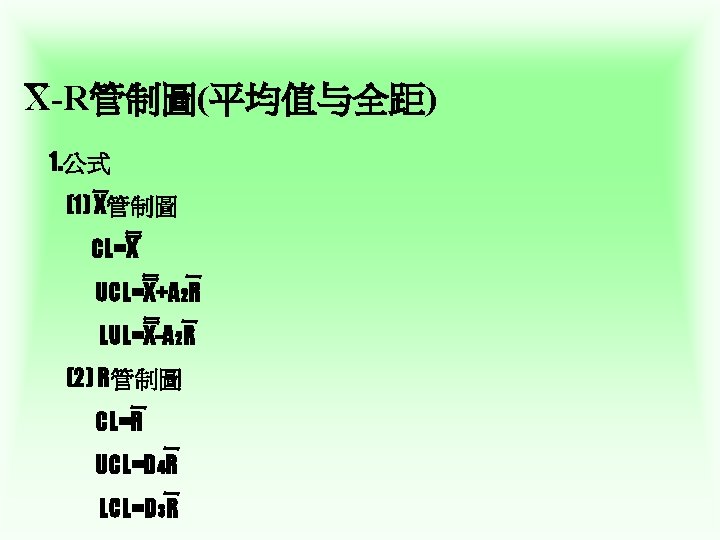
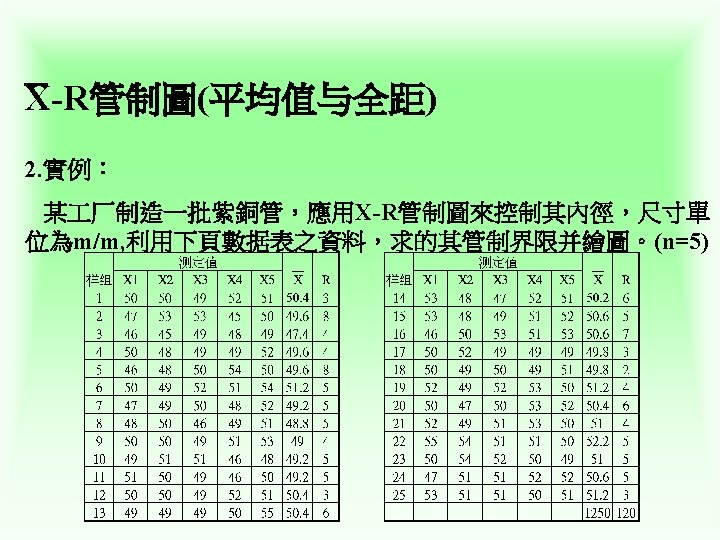
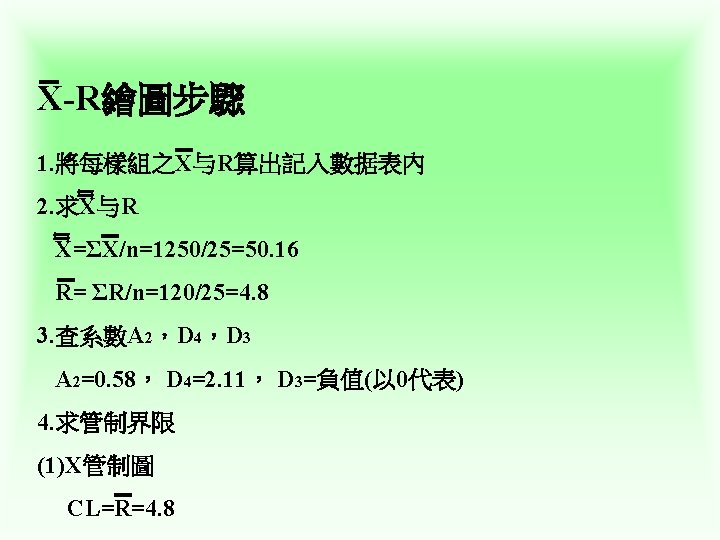

X -R繪圖步驟 UCL=X+A 2 R=50. 16+0. 58*4. 8=52. 93 LCL=X-A 2 R=50. 16 -0. 58*4. 8=47. 39 (2) R管制圖 CL=R=4. 8 UCL=D 4 R=2. 11*4. 8=10. 13 LCL=D 3 R=0*4. 8=0 5. 將管制界限繪入管制圖 6. 點圖

X -R繪圖步驟 7. 檢討管制界限 5. 4 X 5. 2 管 制 5. 0 圖 4. 8 4. 6 10 R 管 5 制 圖 0 UCL(52. 93) CL(50. 16) LCL(47. 39) UCL(10. 15) CL(4. 8) LCL(0)
 組別 n d p 1 100 3 0. 03 11 100 3 0.")
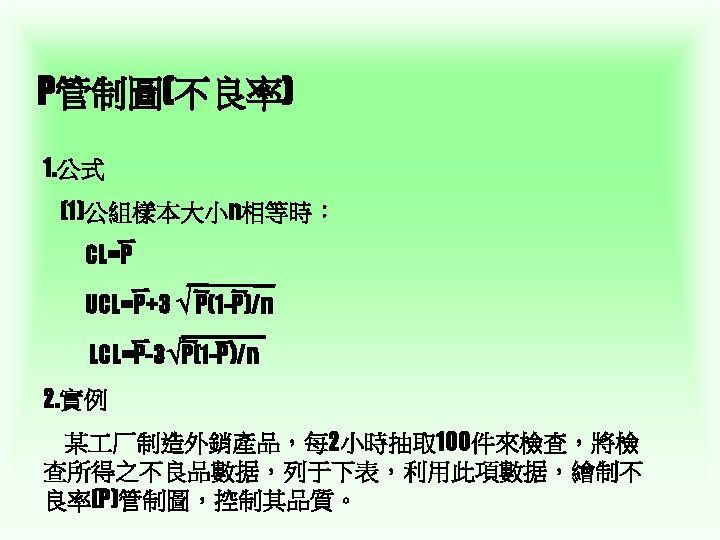
P管制圖(不良率) 組別 n d p 1 100 3 0. 03 11 100 3 0. 03 21 100 5 0. 05 2 100 4 0. 04 12 100 6 0. 06 22 100 8 0. 08 3 100 3 0. 03 13 100 8 0. 08 23 100 4 0. 04 4 100 8 0. 08 14 100 5 0. 05 24 100 5 0. 05 5 100 5 0. 05 15 100 2 0. 02 25 100 4 0. 04 6 100 5 0. 05 16 100 3 0. 03 合計 2500 125 1. 25 7 100 7 0. 07 17 100 6 0. 06 平均 5 0. 05 8 100 5 0. 05 18 100 2 0. 02 9 100 5 0. 05 19 100 7 0. 07 10 100 6 0. 06 20 100 5 0. 05 100
/n=11. 54% LCL=P-3 P(100 -P)/n=0(為負值,視為 0)")
P管制圖繪圖步驟 1. 求管制界限 CL=P=125/2500=0. 05=5% UCL= P+3 P(100 -P)/n=11. 54% LCL=P-3 P(100 -P)/n=0(為負值,視為 0) 2. 點繪管制圖 UCL CL LCL

計量值管制圖常用之系數表 n 2 3 4 5 6 7 8 9 A 2 1. 8 80 1. 0 23 0. 7 29 0. 5 77 0. 4 83 0. 4 19 0. 3 73 0. 3 37 0. 3 08 0. 2 85 0. 2 66 0. 2 49 0. 2 35 0. 2 23 0. 2 12 0. 2 03 0. 1 94 0. 1 87 0. 1 80 D 3 0. 0 76 0. 1 36 0. 1 84 0. 2 23 0. 2 56 0. 2 83 0. 3 07 0. 3 28 0. 3 47 0. 3 63 0. 3 78 0. 3 91 0. 4 03 0. 4 15 D 4 3. 2 67 2. 5 74 2. 2 82 2. 1 14 2. 0 04 1. 9 24 1. 8 64 1. 8 16 1. 7 77 1. 7 44 1. 7 17 1. 6 93 1. 6 72 1. 6 53 1. 6 37 1. 6 22 1. 6 08 1. 5 97 1. 5 85 1. 1 28 1. 6 93 2. 0 59 2. 3 26 2. 5 34 2. 7 04 2. 8 47 2. 9 70 3. 0 78 3. 1 73 3. 2 58 3. 3 36 3. 4 07 3. 4 72 3. 5 23 3. 5 88 3. 6 40 3. 6 89 3. 7 35 d 2 10 11 12 13 14 15 16 17 18 19 20
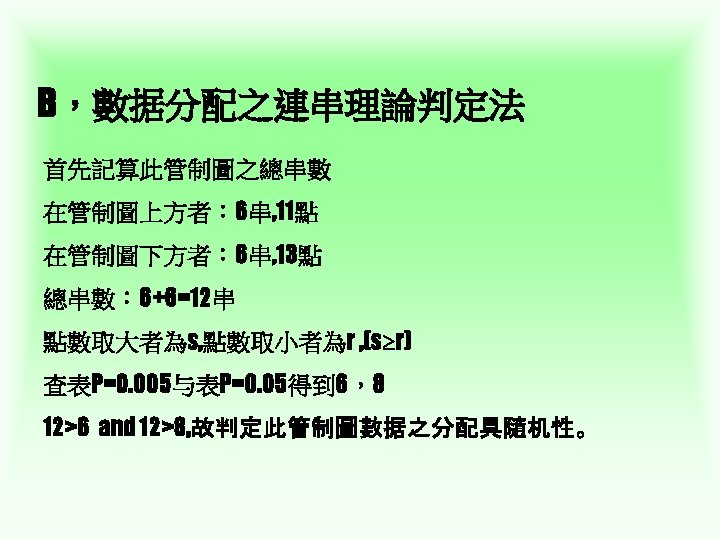

B,數据分配之連串理論判定法 s r 6 6 2 7 2 3 8 3 3 3 9 3 3 3 4 10 3 3 4 4 5 11 3 4 4 5 5 5 12 3 4 4 5 5 6 6 13 3 4 5 5 5 6 6 7 14 4 4 5 5 6 6 7 7 7 15 4 4 5 6 6 7 7 7 8 8 16 4 5 5 6 6 7 7 8 8 9 9 17 4 5 5 6 7 7 8 8 8 9 9 10 18 4 5 6 6 7 7 8 8 9 9 10 10 11 19 4 5 6 6 7 8 8 9 9 10 10 10 11 11 201 4 5 6 7 7 8 8 9 9 10 10 11 11 12 7 8 9 10 11 12 13 14 15 16 17 18 19 20 12 表P=0. 005

B,數据分配之連串理論判定法 s r 6 6 3 7 4 4 8 4 4 5 9 4 5 5 6 10 5 5 6 6 6 11 5 5 6 6 7 7 12 5 6 6 7 7 8 8 13 5 6 6 7 8 8 9 9 14 5 6 7 7 8 8 9 9 10 15 6 6 7 8 8 9 9 10 10 11 16 6 6 7 8 8 9 10 10 11 11 11 17 6 7 7 8 9 9 10 10 11 11 12 12 18 6 7 8 8 9 10 10 11 11 12 12 13 13 19 6 7 8 8 9 10 10 11 12 12 13 13 14 14 201 6 7 8 8 9 10 11 11 12 12 13 13 14 14 7 8 9 10 11 12 13 14 15 16 17 18 19 20 15 表P=0. 05
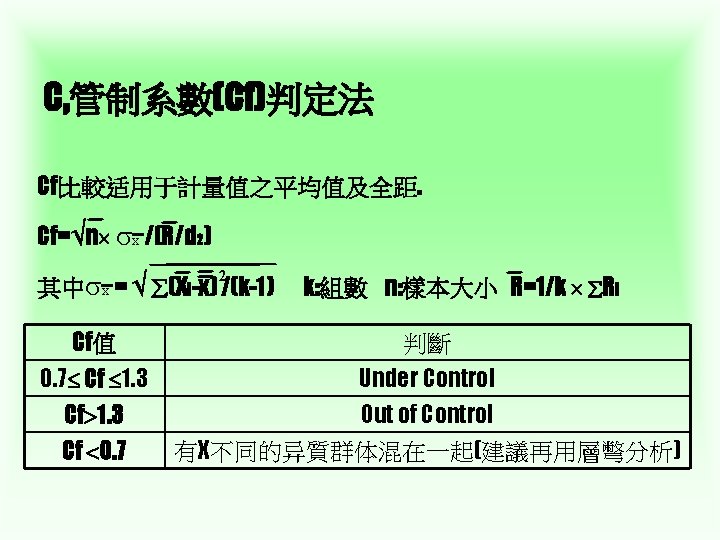
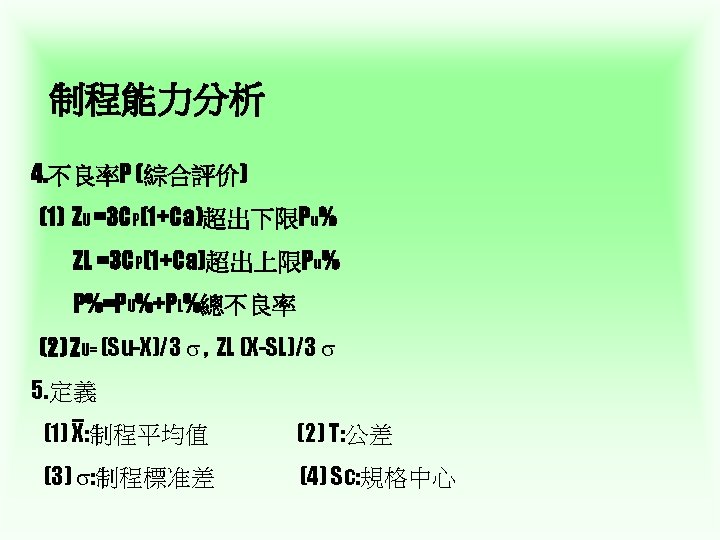
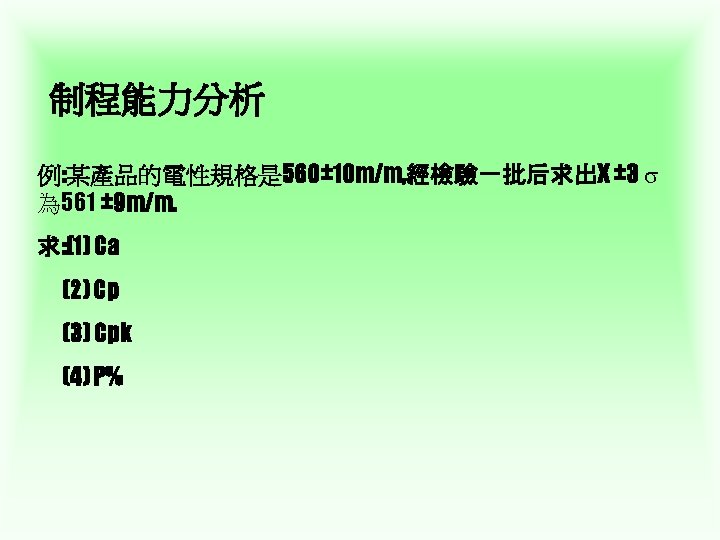
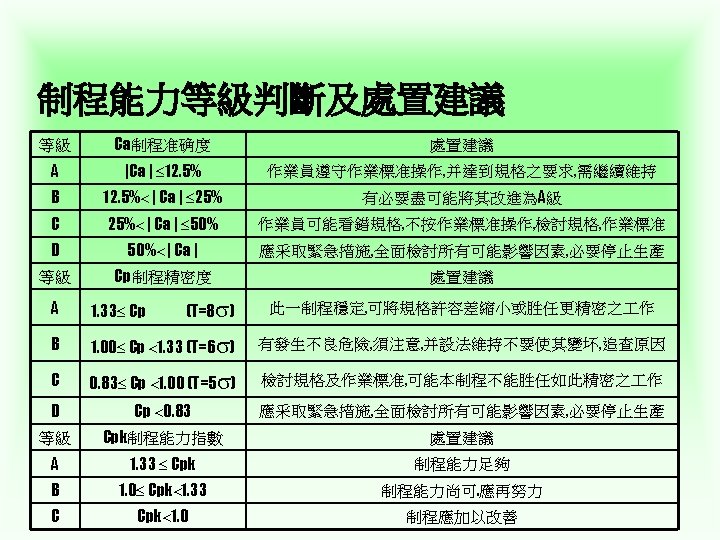
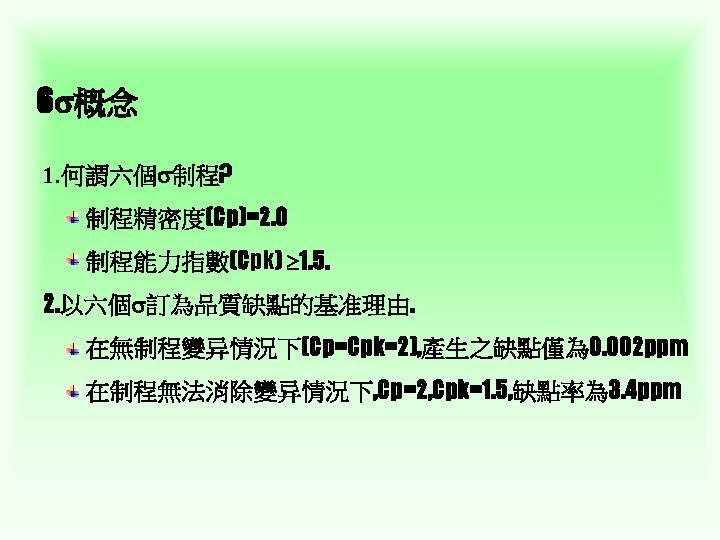
 Ca=(X-SC)/(T/2) 2. CP(精密度, Precision) CP=T/6 (雙邊規格) CP=(Su-X)/3 或(X-Su)/3 (單邊規格) 3.")
制程能力分析 1. Ca(准确度, Accuracy) Ca=(X-SC)/(T/2) 2. CP(精密度, Precision) CP=T/6 (雙邊規格) CP=(Su-X)/3 或(X-Su)/3 (單邊規格) 3. Cpk (制程能力, Process Capability Index) Cpk=(1 -Ca)Cp; (Su-X)/3 or (X-SL)/3 (取小的)

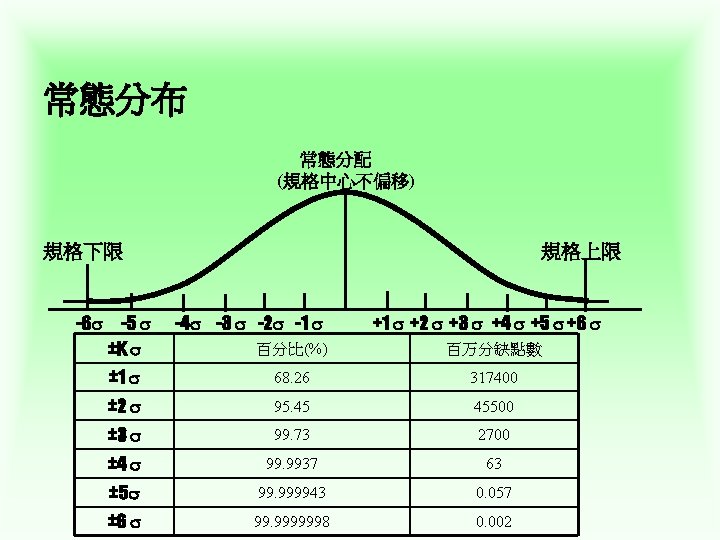
常態分布 - + -6 -5 -4 -3 -2 -1 68. 26%+1 +2 +3 +4 +5 +6 95. 44% 99. 73% 99. 9937% 99. 999943% 99. 9999998%
- Slides: 40