Skewed Shear Tab Welding How SDS2 designs shear

Skewed Shear Tab Welding How SDS/2 designs shear tab welds in version 2016 compared to 2015 Presented By Bruce Vaughan

AISC recommended weld sizes • Develop the strength of the shear tab (Fy=36 and 50 ksi) by sizing the weld as 0. 625*tp each side. • Provide an equivalent effective throat on each side. • For a 3/8” thick shear tab, the required effective throat is: – t = 0. 375*0. 625*0. 707 = 0. 1657 • For skewed shear tab welds, the effective throat gets larger on the acute side and smaller on the obtuse side for a given weld size.

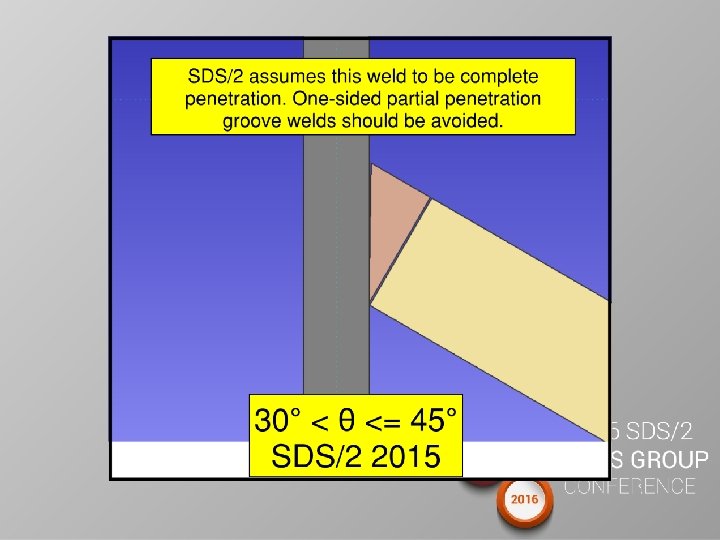
Shear tab welds in 2015 vs 2016 • SDS/2 version 2015 has one weld size field available for both side of the shear tab. • SDS/2 version 2016 has two weld size fields available, one field for each side.

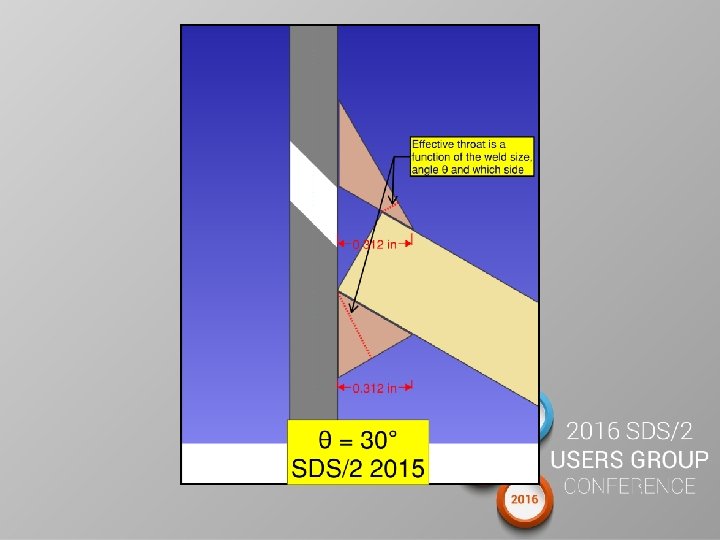
 “We have provided the total effective throat required")
Actual skewed tab weld discussion (2015) “We have provided the total effective throat required to develop the strength of the tab. The difference is that the acute side effective throat is larger than the obtuse side effective throat. The AISC recommended procedure is providing an equivalent effective throat on each side. I calculate an effective throat of 0. 110” on the obtuse side and 0. 274” on the acute side (20. 45°, 3/8 tab) for a total of 0. 384. The required total effective throat is 0. 625*0. 375*0. 707*2 = 0. 3314. ”
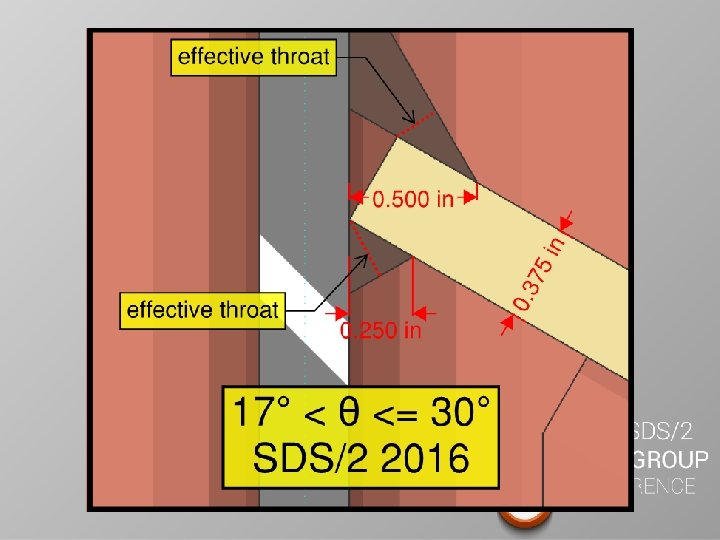
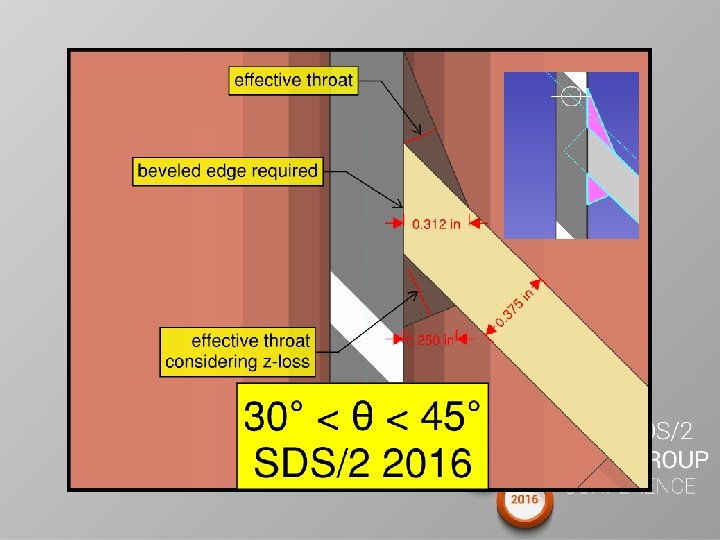

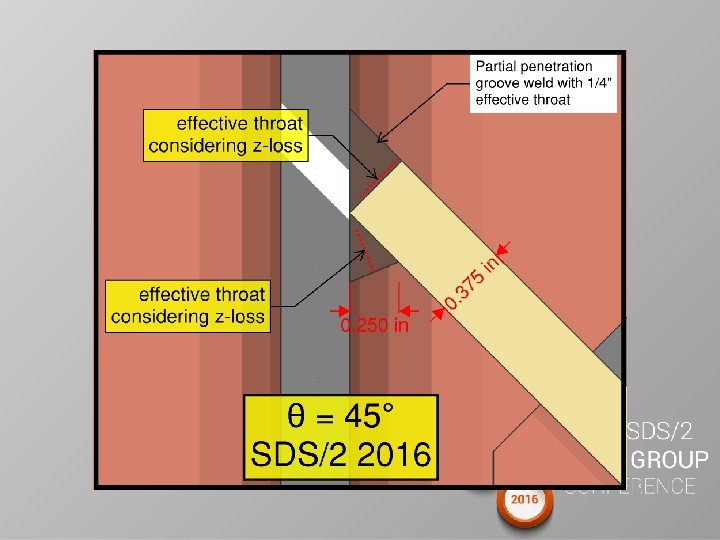
Z-loss • Z-loss is in reference to incomplete fusion at the root of an acute side weld when 30° < θ <= 60°.

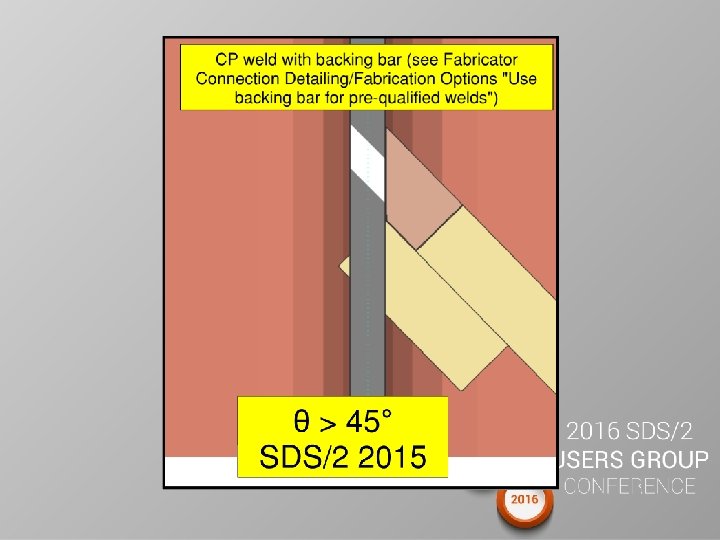
SDS/2 2016 θ > 45° Fabricator Connection Detailing/Fabrication Options "Use backing bar for pre-qualified welds" With backing bar Without backing bar
")
SDS/2 2016 DE (no cleanup)
")
SDS/2 2016 DE (no cleanup)
 Complete penetration, no backing bar")
SDS/2 2016 DE (no cleanup) Complete penetration, no backing bar
 Complete penetration, backing bar")
SDS/2 2016 DE (no cleanup) Complete penetration, backing bar
")
SDS/2 2016 DE (with cleanup)

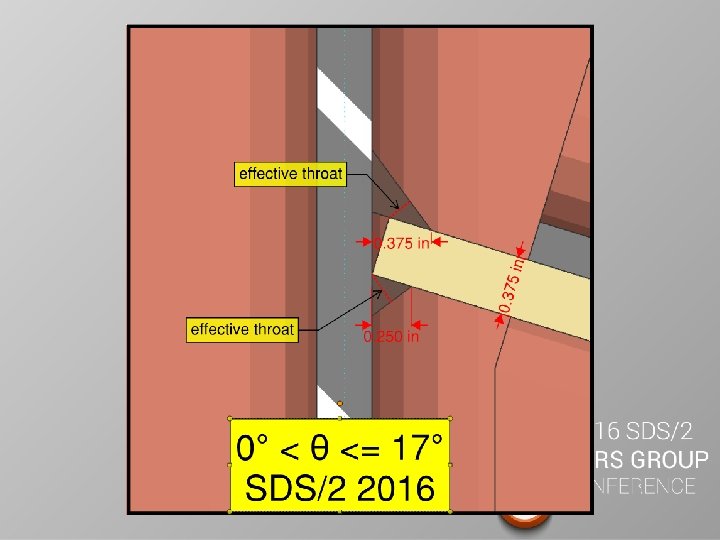
SDS/2 2016 weld criteria • SDS/2 2016 designs skewed shear tab welds per AISC Table 10 -14 C.

Fillet Weld Available Strength θ = 0° AISC 14 th pg. 8 -8 (for E 70 series electrodes) LRFD: φRn = 1. 392*D*l (8 -2 a) ASD: Rn/Ω = 0. 928*D*l (8 -2 b) l = length, in. D = weld size in 16 ths of an inch In general, where “t” is the effective throat: φRn = (0. 6*Fexx*t) * 0. 75 (LRFD) Rn/Ω = (0. 6*Fexx*t) / 2. 0 (ASD)

Acute Side Fillet Welds A weld on the acute side that requires a calculated strength and must consider z-loss (30° < θ <= 60° should be shown as a partial penetration weld and specify the effective throat.
 *Clause 2. 4. 3. 4 of")
Acute angles less than 30° (θ > 60°) *Clause 2. 4. 3. 4 of AWS D 1. 1 states that for prequalified welds: “Welds deposited in acute angles less than 30° shall not be considered as effective in transmitting applied forces except as modified for tubular structures in 4. 13. 4. 2” *MSC July 2012

Acute Angle Fillet Weld

Acute Angle PJP Weld

Acute Angle Weld Example

Acute Angle Weld Example

Acute Angle Weld Example

Acute CJP Weld Alternate

Acute Angle Welds

Additional Reference Material • “Designing Fillet Welds for Skewed T-joints – Part 1”, Welding Innovation Vol. XIX, No. 1, 2002 • “Designing Welds For Skewed Shear Tabs”, Modern Steel Construction, July 2012

T-K-Y Joints Example

T-K-Y Joints Example

T-K-Y Joints Example

Questions? Bruce Vaughan bvdet@comcast. net For questions and comments, email or post to the SDS/2 Detailing Forum.
- Slides: 35