Sintez SP Ltd Metal Injection Molding LTD Sintez

















![Toleranzen der MIM-Fertigung Nennmass [mm] <2 <3 3 -6 6 - 15 15 -](https://slidetodoc.com/presentation_image_h/0bc23c7d1370fcd738001691cc182b5d/image-18.jpg "Toleranzen der MIM-Fertigung Nennmass [mm] <2 <3 3 -6 6 - 15 15 -")



























- Slides: 46
Sintez SP Ltd Metal Injection Molding LTD «Sintez» , Dzerzhinsk, Nizhny Novgorod region, 606000, Russia tel. +7 (8313) 272073 -6, fax: +7(8313)272126 Cell: +7 9601909044 E-mail: pea@sintez-pm. com
Sintez SP LTD • Sintez wurde 1941 gegründet und beginnt mit der Produktion von • • • Wasserstoffperoxid, Azeton Isopropylalkohol und Amin. Ab 1953 stellt das Unternehmen Karbonyleisenpulver her. (Einzige Hersteller in Russland) Ab 1986 wird neue Produktion in Betrieb genommen, zum Ausbau der Produktionsprogrammbreite und Qualität: 2005 startet das Unternehmen mit der Herstellung von Feedstock für die MIM Fertigung 2007 Spatenstich für die neue MIM Fertigung, und Fertigung von MIM Bauteilen für den russischen Markt. 2009 Aufbau eines Betriebssystems für den europäischen Markt.
Produktionsgebäude MIM • Bj. 2008 • Produktionsfläche: 1300 m² • Neustes Spritz. Entbinder- und Sinterequipment. (Arburg(D) , Elnik (USA))
Die Qualitätssicherung: mit neuestem Equipment um den Anforderungen unserer Kunden gerecht zu werden.
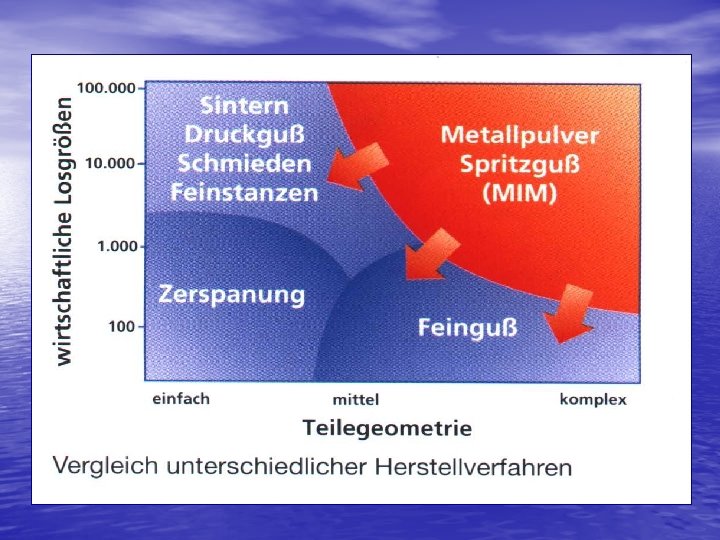
Sintez SP Ltd METAL INJECTION MOLDING Ein modernes pulvermetallurgisches Formgebungsverfahren
Vorteile des MIM Verfahrens! MIM-Komponenten haben nahezu die gleichen mechanischen Eigenschaften wie gegossener oder gewalzter Stahl. Sie haben einen geschlossenen Porenraum und sind gas-und druckdicht. Das Gefüge ist homogen.
Vorteile des MIM Verfahrens! Ø Komplizierte dreidimensionale Geometrien und große gestalterische Freiheit Ø Hinterschneidungen Ø Querbohrungen, Kreisform abweichende Durchbrüche und Sacklöcher Ø Innen-und Aussengewinde und Verzahnungen Ø erreichbare Dichten 96 -99% der TD Ø enge Masstoleranzen und gute Oberflächenrauhigkeit Ø Bauteile können wärmebehandelt, poliert, geschweißt, gelötet und zerspant werden, wie bei regulinem Material. Ø Wirtschaftlichkeit gegenüber spanender Verarbeitung und dem Feinguss Ø hervorstehende Stifte und Zapfen Ø Versteifungsrippen
Vorteile des MIM Verfahrens! Ø Hohe Stückzahlen durch Werkzeuge mit mehreren Kavitäten. Ø Minimale Wandstärken von bis zu 0, 3 mm können erreicht werden. Ø Gerändelte Oberflächen, verschiedene Oberflächenstrukturen Ø Nummern oder Zeichen Ø Größte Bauteilabmessung < 200 mm Ø Masse < 200 g
Der MIM-Produktionsprozeß • Er beginnt mit der engen Zusammenarbeit des Kunden und unserem Werkzeugkonstrukteur. • Hier wird das Konzept für den Bau des Spritzgusswerkzeuges festgelegt. • Die Spritzwerkzeuge sind ähnlich der, der Kunststoffspritzwerkzeuge.
Der MIM-Produktionsprozeß MISCHEN Feines Metallpulver, thermoplastischer Kunststoff und andere Binderbestandteile werden zu einem plastifizierfähigem Granulat gemischt. Diese Mischung nennt man Feedstock.
Der MIM-Produktionsprozeß SPITZGIESSEN Auf konventionellen Spritzgiessmaschinen findet die Formgebung statt. Die Grünlinge sind ca. 20% grösser als das Sinterfertigteil und weisen alle typischen geometrischen Merkmale des fertigen Bauteils auf.
Der MIM-Produktionsprozeß • Spritzen
Der MIM-Produktionsprozeß ENTBINDERN Die Entfernung der organischen Binderbestandteile erfolgt in Abhängigkeit des verwendeten Bindersystem durch Ø Pyrolyse (Thermisch) Ø Extraktion (entziehen, Flüßig) Ø Katalyse ( Auflösung, Gas)
Der MIM-Produktionsprozeß • Entbindern
Der MIM-Produktionsprozeß SINTERN Die zurückbleibenden porösen Formkörper erhalten durch Sintern unter Vakuum oder Schutzgas ihre endgültige geometrische Form und erreichen eine Dichte >96%.
Der MIM-Produktionsprozeß • Sintern
Der MIM-Produktionsprozeß
Toleranzen der MIM-Fertigung Nennmass [mm] <2 <3 3 -6 6 - 15 15 - 30 30 - 60 < 60 Toleranz +/-[mm] 0, 03 0, 05 0, 06 0, 075 0, 15 0, 25 +/-0, 5% vom Nennmass
Toleranzen der MIM-Fertigung Geradlinigkeit Parallelität Ebenheit 0, 5% des Längstmaßses 0, 5% des Längstmaßes Winkel +/- 0° 30‘ Radien +/- 0, 3 mm Oberflächenrauhigkeit Ra 0, 7 -0, 9
Das ideale MIM-Bauteil gedreht gestanzt Axial gepresst CNC gefräst MIM-Bauteil
MIM-Werkstoffübersicht DIN-Nr. Dichte Zugfest. Streckgr. Bruch. Härte g/cm 3 MPA dehnung % HV 10 Rostfreie Stähle 316 L 1. 4404 7, 85 > 510 > 180 >50 17 -4 -PH 1. 4542 7, 60 > 950 > 660 >6 420 A 1. 4021 7, 30 >1600 > 1300 430 1. 4016 7, 60 > 350 > 200 8, 10 >1200 > 800 HSS, Schnellarbeitsstahl M 2 1. 3342 120 320 >2 460 Erst nach Wärmebehandlung >30 100 -150 >1 520
MIM-Werkstoffübersicht DIN-Nr. Dichte Zugfest. Streckgr. Bruch. Härte g/cm 3 MPA dehnung % HV 10 Niedriglegierte Stähle zur Wärmebehandlung FN 02 7, 50 FN 08 8620 100 Cr 6 - 7, 50 1. 6523 7, 40 >260 >150 >380 >25 >210 >650 90 -110 >15 > 400 >10 90 -140 190 -230 1. 3505 7, 40 >900 >500 > 5 230 -290 42 Cr. Mo 4 1. 7225 4140 7, 40 >700 >400 > 3 130 -230
MIM-Werkstoffübersicht DIN-Nr. Dichte Zugfest. Streckgr. Bruch. Härte g/cm 3 MPA dehnung % HV 10 Weichmagnetische Legierungen FS 7, 80 > 230 FN 50 1. 3926 7, 70 > 400 Fe. Si 3 1. 0884 7, 50 > 500 Weitere Feedstocks auf Anfrage > 110 > 150 > 300 > 40 50 - 60 > 20 100 -140 HV 1 > 22 120 -160 HV 1
Einblick in unserer Produktpalette
Schlossindustrie / Schließzylinder • • Gewicht: 14, 5 g Material Fe 02 Ni Stückzahl: 40. 000/a Werkzeug: 2 - fach
Schlossindustrie / Schließzylinder • • Gewicht: 3, 4 g Material Fe 02 Ni Stückzahl: 40. 000/a Werkzeug: 2 - fach
Schlossindustrie / Schließzylinder • • Gewicht: 2, 9 g Material Fe 02 Ni Stückzahl: 240. 000/a Werkzeug: 2 - fach
Schlossindustrie / Schließzylinder • • Gewicht: 3 g Material Fe 02 Ni Stückzahl: 240. 000/a Werkzeug: 2 - fach
Schlossindustrie / Schließzylinder • • Gewicht: 2 g Material Fe 02 Ni Stückzahl: 240. 000/a Werkzeug: 2 - fach
Schlossindustrie / Schließzylinder • • Gewicht: 2, 8 g Material Fe 02 Ni Stückzahl: 240. 000/a Werkzeug: 2 - fach
Automobil-Zulieferer • • Gewicht: 2, 9 g Material 4140/42 Cr. Mo 4 Stückzahl: 720. 000/a Werkzeug: 4 - fach
Automobil-Zulieferer • • Gewicht: 6 g Material Fe 02 Ni Stückzahl: 180. 000/a Werkzeug: 4 - fach
Sicherungssysteme • • Gewicht: 0, 3 g Material Fe 02 Ni Stückzahl: 1. 200. 000/a Werkzeug: 4 - fach mit Entspindelung
Sonderschrauben • • Gewicht: je 4, 8 g Material Fe 02 Ni Stückzahl: je 30. 000/a Werkzeug: 1+1 fach Fertigung von verschieden Gewinden möglich
Waffenindustrie • • Gewicht: 78 g Material 4140/42 Cr. Mo 4 Stückzahl: 100. 000/a Werkzeug: 2 - fach Gesamtlänge 125 mm
Waffenindustrie • • Gewicht: 29 g Material 4140/42 Cr. Mo 4 Stückzahl: 100. 000/a Werkzeug: 2 - fach
Waffenindustrie • • Gewicht: 10 g Material 4140/42 Cr. Mo 4 Stückzahl: 100. 000/a Werkzeug: 2 - fach
Waffenindustrie • • Gewicht: 11, 5 g Material 4140/42 Cr. Mo 4 Stückzahl: 100. 000/a Werkzeug: 4 - fach
Waffenindustrie • • Gewicht: 1, 7 g Material 4140/42 Cr. Mo 4 Stückzahl: 20. 000/a Werkzeug: 1 - fach
Waffenindustrie • • Gewicht: 1, 7 g Material 4140/42 Cr. Mo 4 Stückzahl: 20. 000/a Werkzeug: 1 - fach
Waffenindustrie • • Gewicht: 2, 3 g Material Fe 02 Ni Stückzahl: 30. 000/a Werkzeug: 1 - fach
Waffenindustrie • • Gewicht: 3, 1 g Material Fe 02 Ni Stückzahl: 30. 000/a Werkzeug: 1 - fach
Waffenindustrie • • Gewicht: 10 g Material 4140/42 Cr. Mo 4 Stückzahl: 30. 000/a Werkzeug: 1 - fach
Waffenindustrie • • Gewicht: 4, 8 g Material 4140/42 Cr. Mo 4 Stückzahl: 30. 000/a Werkzeug: 1 - fach
Falls wir Ihr Interesse wecken konnten und Sie Fragen zu aktuellen Bauteilen in Ihrem Hause haben, können Sie sich vertrauensvoll an uns wenden, wir werden für Sie eine kostenlose Machbarkeitsstudie und Kalkulation durchführen. Wir würden uns freuen, wenn sich Ihr Haus für eine vertrauensvolle Zusammenarbeit mit Sintez SP Ltd entscheiden würde. Denn unseren Erfolg verdanken wir unseren Kunden, die mit ihrem Vertrauen und ihrer Gesprächsbereitschaft maßgeblich am Aufbau unserer Firma beteiligt sind. Dies verpflichtet uns zu vollem Engagement für eine positive Auftragsabwicklung in partnerschaftlicher Zusammenarbeit mit Ihnen.