Sintering Introduction The word sinter comes from the
![[Sintering]](https://slidetodoc.com/presentation_image/1347341aabe146a49d124f2f13779897/image-1.jpg "[Sintering]")



































 which occurs when too much liquid")












Re-Pressing Even with the best control that is feasible in practice,")


 Hot Re-Press Hot Repressing will give even greater densification, with")
 Hot Isostatic Pressing HIP is used as a post-sintering operation")
 Forging is a comparatively recent technique in which a blank")
 Infiltration An alternative method of improving the strength of inherently")
 Impregnation This term is used for a process analogous to")
 Heat Treatment Although many, perhaps the bulk of sintered structural")
 Surface-Hardening Carburizing and carbonitriding of PM parts is extensively used,")
 Steam Treatment A process peculiar to PM parts is steamtreatment")
 Blueing Heating in air at a lower temperature (200250°C) can")
 Plating Sintered parts may be plated in much the same")
 Coatings A large percentage of hard metal cutting tool inserts")
 Mechanical Treatments Although a major attraction of PM parts is")
 De-burring is done with sintered parts, and is used to")




- Slides: 70
[Sintering]
Introduction Ø The word "sinter" comes from the German Sinter, a cognate of English “cinder”, which according to Concise Dictionary means, “the refuse of burned coals” Ø In plain English “solid piece of matter remaining after having been subjected to combustion”
Introduction The ISO definition of the term ‘sintering’ reads: “The thermal treatment of a powder or compact at a temperature below the melting point of the main constituent, for the purpose of increasing its strength by bonding together of the particles”.
Introduction In other words The bonding of powders by solid-state diffusion, resulting in the absence of a separate bonding phase. OR Sintering is a method for making objects from powder, by heating the material (below its melting point) until its particles adhere to each other.
Introduction ØThe definition by Thummler from the point of view of physical chemistry is: ‘Sintering is a thermally activated mass transport process which leads to strengthening of particle contacts and/or a change in porosity and pore geometry accompanied by a reduction of the free energy. A liquid phase can take part in the process. ’
Introduction Sintering is traditionally used for manufacturing ceramic objects, and has also found uses in such fields as powder metallurgy. Almost all ceramic bodies and metal powder compacts must be sintered to produce a microstructure with the required properties. The widespread use of the sintering process has led to a variety of approaches to the subject.
Background In metals as well as in ceramics, we are concerned with two types of structure, both of which have a profound effect on properties. Ø The first type of structure is at the atomic scale: the type of bonding and the crystal structure (for a crystalline material) or the amorphous structure (if it is glassy).
Background Ø The second type of structure is at larger scale: the microstructure, which refers to the nature, quantity, and distribution of the structural elements or phases in the metals/alloys or ceramics (e. g. , crystals, glass and porosity)
Types of Sintering 1. Solid state sintering Only solid phases are present at the sintering temperature. 2. Liquid phase sintering Small amounts of liquid phase are present during sintering. 3. Reactive sintering Particles react with each other to form new product phases.
Important Parameters in Sintering These parameters can be divided into four broad categories: 1. Powder preparation: -- Particle size -- Shape -- Size distribution
Important Parameters in Sintering 2. Distribution of: -- Second phases 3. Powder Consolidation: -- Green density -- Pore size distribution
Important Parameters in Sintering 4. Firing/Sintering: -- Heating rate -- Temperature -- Time -- Applied pressure -- Atmosphere
Important Parameters in Sintering Ø Some parameters, such as the sintering temperature, sintering time, applied pressure, average particle size and atmosphere can be controlled with sufficient accuracy. Ø Others, such as the powder characteristics and particle packing are more difficult to control but have a significant effect on sintering.
What Happens During Sintering? Ø Atomic diffusion takes place and the welded areas formed during compaction grow until eventually they may be lost completely. Ø Recrystallisation and grain growth may follow, and the pores tend to become rounded and the total porosity, as a percentage of the whole volume tends to decrease.
What Happens During Sintering? Ø In the pressing operation the powder particles are brought together and deformed at the points of contact. Ø At elevated temperature - the sintering temperature - the atoms can move more easily and quickly migrate along the particle surfaces (the technical term is Diffusion).
What Happens During Sintering? Metals consist of crystallites Ø At the sintering temperature new crystallites form at the points of contact so that the original inter-particle boundaries disappear, or become recognizable merely as grain boundaries (This process is called Recrystallisation).
What Happens During Sintering? Ø The total internal surface area of the pressed body is reduced by sintering. Ø Neck-like junctions are formed between adjacent particles as can be seen on the adjoining scanning electron micrograph.
Driving Force for Sintering As with all processes, sintering is accompanied by an increase in the free energy of the system. The sources that give rise to the amount of free energy are commonly referred to as the driving forces for sintering. The main possible driving forces are: ØThe curvature of the particle surfaces ØAn externally applied pressure ØA chemical reaction
Driving Force for Sintering Schematically it can be shown as
SINTERING A MODEL SKETCH
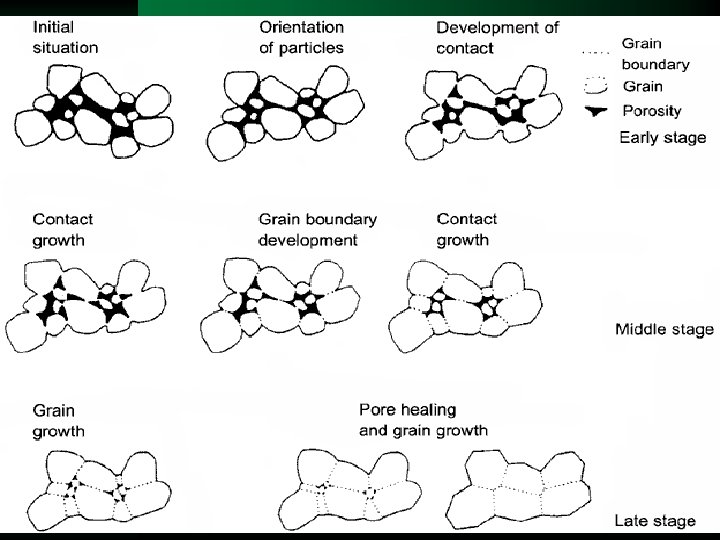
Stages of Sintering Three stages are distinguished in sintering Ø First Stage After burn out of any organic additives, two things happen to the powder particles when the mobility of the surface atoms has become high enough; initially rough surface of the particles is smoothed and neck formation occurs.
INITIAL STAGE OF BONDING
Stages of Sintering Ø Second Stage Densification and pore shrinkage. If grain boundaries are formed after the first stage, these are new source of atoms for filling up the concave areas which diminishes the outer surface of the particle. Ø Third Stage Grain growth takes place, the pores break up and form closed spherical bubbles.
Stages of Sintering The three stages in the dry sintering can be shown as
Mechanisms of Sintering Six distinct mechanisms can contribute to the sintering of a consolidated mass of crystalline particles: 1. 2. 3. 4. 5. 6. Surface diffusion Lattice diffusion from the surface Vapor transport Grain boundary diffusion Lattice diffusion from the grain boundary Plastic flow
Mechanisms of Sintering
Liquid Phase Sintering Ø During liquid phase sintering a liquid phase coexists with a particulate solid at the sintering temperature Ø The wetting liquid provides a capillary force that pulls the solid particles together and induces particle re-arrangement.
Liquid Phase Sintering Ø The second phase chosen has lower melting temperature than the main constituent. Ø The sintering temperature is set just above the melting point of the added phase so that during sintering it forms a liquid phase that wets the solid particles.
Liquid Phase Sintering Ø The pores in the compact are largely surrounded by the liquid phase and the driving force for sintering is liquid surface energy. Ø With high liquid fractions, full density can be achieved almost entirely by rearrangement.
Liquid Phase Sintering Grain boundary ‘wetting’ breaks the polycrystalline particle into single crystal particles in the initial stages of liquid phase sintering. These single crystal particles then spheroidize and coarsen. Polycrystalline particle Liquid
Liquid Phase Sintering Polycrystalline particle Liquid
Liquid Phase Sintering Wetting is a very important phenomena which is happening during LPS. Figure represents the surface tensions of a multi-phase junction as vectors drawn parallel to the respective surfaces. γlv γsv θ γsl
Liquid Phase Sintering The surface energies for different interfaces is given by γsl = solid/liquid γsv = solid/vapor γlv = liquid/vapor The vectors representing these surface energies must balance at the three phase triple junction. The equation representing this balance is known as “Youngs’ equation”;
Liquid Phase Sintering γlv γsv θ γsl Large γsl, non-wetting θ Large γsv, wetting θ small
Liquid Phase Sintering Grain boundary wetting during LPS occurs when θA and θB approach zero Grain B θB γAB Grain A θA γBL Liquid γAL
Examples of LPS Ø Powder Metallurgy parts -- Copper/Tin alloys -- Iron/Copper structural parts --Tungsten Carbide/Cobalt cemented carbides Ø Ceramics -- Silicon Nitride with a glassy liquid phase (2 wt% alumina + 6 wt% yttria) -- Si. C with Silicon liquid phase
Disadvantages of LPS Ø Compact slumping (shape distortion) which occurs when too much liquid is formed during sintering. Ø The same parameters which control the sintered microstructure often control the final properties. Ø Useful application temperature of the material is sometimes limited by the presence of too much low melting point material.
Reactive Sintering Ø Two or more constituents in a compact react during sintering to form a new phase or phases. Ø The reaction is normally exothermic and can contribute to an enhancement of sintering. Ø In some cases the reaction is so exothermic that it can generate sufficient heat to cause selfsintering without external heating except that required for initiating the reaction.
Reactive Sintering Ø This is the basis of combustion synthesis which if properly controlled can produce a relatively dense compact of the synthesized reaction product. Example of reaction sintering is 3 Ti. O 2 + 4 Al. N → 2 Al 2 O 3 + 2 Ti. N + N 2
Sintering Procedure Ancient sintering techniques for the making of pottery and ceramic art objects remain in wide use to this day but research has also led to more advanced techniques which work for a wider array of ceramics and metals.
Sintering Procedure In a typical sintering procedure -- Most ceramic materials have a lower affinity for water and a lower plasticity index than clay, requiring organic additives in the stages before sintering. -- A mixture of binder, water and ceramic powder is pressed into a mold to form a green body (un sintered item).
Sintering Procedure -- The green compact is placed on a mesh belt and moved slowly through the sintering furnace. -- In the preheat zone, the lubricant volatilizes, leaves the part as a vapor, and is carried away by the dynamic atmosphere flow.
Sintering Procedure -- The temperature within the furnace rises slowly in the preheat zone until reaching the actual sintering temperature. -- It remains essentially constant during the time at that temperature, and proceeds into the cooling zone where the drop in part temperature is controlled.
Sintering Procedure Schematically
Sintering Procedure Ø As the parts travel through the furnace, the temperature cycle results in changes in composition and microstructure. Ø In the hot zone metallurgical bonds develop between particles and solid state alloying takes place. Ø The microstructure developed during sintering determines the properties of the part.
Sintering Atmospheres Ø The operation is almost invariably carried out under a protective atmosphere, because of the large surface areas involved, and at temperatures between 60 and 90% of the melting-point. Ø These are essential for almost all sintering processes, to prevent oxidation and to promote the reduction of surface oxides.
Sintering Atmospheres Ø In practice dry hydrogen, cracked ammonia, and partially combusted hydrocarbons are mainly used. Ø Although the first named is often precluded because of cost. It is however, used for sintering carbides and magnetic materials of the Alnico type.
Sintering Atmospheres Ø It can replace pure hydrogen for many applications at approximately one-third the cost, with the obvious exceptions where reaction with nitrogen cannot be tolerated. Ø It is particularly useful for sintering iron, steel, stainless steel, and copper-base components.
Sintering Atmospheres The most widely used atmospheres primarily because of their lower cost, are produced by partial combustion of hydro-carbons.
Post Sintering Operations 1)Re-Pressing Even with the best control that is feasible in practice, there will inevitably be some variation in the dimensions of parts produced from a given material in a given die set
Post Sintering Operations Typically, it is possible for parts 'assintered' to be accurate to a tolerance of 0. 0508 mm per mm, in the direction at right angles to the pressing -direction, and 0. 1016 mm per mm parallel to the pressing direction
Post Sintering Operations Dimensional accuracy can be greatly improved by re-pressing the part after sintering. This operation is called “sizing”
Post Sintering Operations 2) Hot Re-Press Hot Repressing will give even greater densification, with consequent greater improvement in the mechanical properties, but less accurate control of the final dimensions is to be expected
Post Sintering Operations 3) Hot Isostatic Pressing HIP is used as a post-sintering operation to eliminate flaws and micro-porosity in cemented carbides
Post Sintering Operations 4) Forging is a comparatively recent technique in which a blank is hot re-pressed in a closed die which significantly changes the shape of the part, and at the same time can give almost complete density and hence mechanical properties approaching or even surpassing those of traditional wrought parts
Post Sintering Operations 5) Infiltration An alternative method of improving the strength of inherently porous sintered parts is to fill the surface connected pores with a liquid metal having a lower melting point. Pressure is not required, capillary action is sufficient
Post Sintering Operations 6) Impregnation This term is used for a process analogous to infiltration except that the pores are filled with an organic as opposed to a metallic material
Post Sintering Operations 7) Heat Treatment Although many, perhaps the bulk of sintered structural parts are used in the assintered or sintered and sized condition, large quantities of iron-based parts, are supplied in the hardened and tempered conditions. Heating should be in a gas atmosphere followed by oil-quenching
Post Sintering Operations 8) Surface-Hardening Carburizing and carbonitriding of PM parts is extensively used, and again gaseous media are indicated
Post Sintering Operations 9) Steam Treatment A process peculiar to PM parts is steamtreatment which involves exposing the part at a temperature around 500°C to high pressure steam. This leads to the formation of a layer of magnetite.
Post Sintering Operations 10) Blueing Heating in air at a lower temperature (200250°C) can also be used to provide a thin magnetite layer that gives some increase in corrosion resistance, but it is much less effective than steam treatment
Post Sintering Operations 11) Plating Sintered parts may be plated in much the same way as wrought or cast metals, and copper, nickel, cadmium, zinc, and chromium plating are all used.
Post Sintering Operations 12) Coatings A large percentage of hard metal cutting tool inserts are now coated using chemical vapor deposition (CVD) or physical vapor deposition (PVD)
Post Sintering Operations 13) Mechanical Treatments Although a major attraction of PM parts is that they can be produced accurately to the required dimensions, there are limitations to the geometry that can be pressed in rigid dies, and subsequent machining, for example of transverse holes or re-entrants at an angle to the pressing direction is not uncommon
Post Sintering Operations 14) De-burring is done with sintered parts, and is used to remove any 'rag' on edges, resulting from the compacting operation or a machining step
Advantages of Sintering Particular advantages of this powder technology include: 1. the possibility of very high purity for the starting materials and their great uniformity 2. preservation of purity due to the restricted nature of subsequent fabrication steps
Advantages of Sintering 3. stabilization of the details of repetitive operations by control of grain size in the input stages 4. absence of stringering of segregated particles and inclusions (as often occurs in melt processes) 5. no requirement for deformation to produce directional elongation of grains
References Ø Ceramic Processing and Sintering by M. N. Rahaman Ø Ceramic Matrix Composites by Richard Warren Ø Ceramic Fabrication Technology by Roy. W. Rice Ø The Inorganic Chemistry of Materials- How to Make Things Out of Elements by Paul J. Van Der Put
References Ø Liquid Phase Sintering by Randell M. German-Technology Ø Blake Concise Dictionary Ø Wikepedia-the Free Encyclopedia Ø www. azom. com Ø www. mse. mtu. edu Ø www. epma. com