Shingles Recycling CMRAs Best Practices Guide A presentation

Shingles Recycling: CMRA’s Best Practices Guide A presentation at the CMRA Annual Meeting On Sunday, January 14, 2007 January 14 – 16, 2007 ● San Antonio, Texas

Definitions • Manufacturers’ Asphalt Shingle Scrap • Tear-Off Asphalt Shingle Scrap • Recycled Asphalt Shingles (RAS) (Crushed & screened)
 ·")
Comprehensive Quality Control Plan · Quality control of supply (Must comply with NESHAP*) · Worker safety and health protection · Final product quality, storage and handling · Shingle recycling system design · Final product sampling and lab testing
 RAS product specifications Processing")
“Best Practices Guide” • • • Markets first (especially HMA) RAS product specifications Processing guidelines Worker health and safety Sourcing * Overall system design

Key Barriers • Lack of clear industry standards and specifications • Inconsistent state regulations • Lack of adequate information / technology transfer • Lack of national leadership by private industry and government

Acknowledgments • Sean Anestis, Roof Top Recycling • Ken Snow, Recycle America Enterprises • John Adelman, Commercial Paving & Recycling Systems • Ron Sines, PJ Keating
 • • • Dusty Ordorff, Bituminous Roadways Jim Omann,")
Acknowledgements (continued in the midwest) • • • Dusty Ordorff, Bituminous Roadways Jim Omann, Omann Brothers Roger Brown, Pace Construction Joe Schroer, Mo. DOT Mn/DOT NAPA

CMRA’s Web Site
















































 • Aggregate / gravel • Dust control")
Multiple Applications • Hot mix asphalt (HMA) • Aggregate / gravel • Dust control • Cold patch • Ground cover • Fuel (e. g. , cement kilns) • New shingles

Factors Affecting HMA Performance • Aggregate gradation of RAS • Properties of final blended binder content within the HMA as affected by: – RAS asphalt binder – Virgin binder
 • Location RAS is incorporated into HMA drum •")
Factors Affecting HMA Performance (continued) • Location RAS is incorporated into HMA drum • Temperature • Moisture content of RAS and other aggregates • Retention time in HMA drum
 • Conservation of landfill space")
Potential Benefits • Rutting resistance (especially at warmer temperatures) • Conservation of landfill space • Economic savings to HMA producer due to reduced need for virgin asphalt binder (add oil)
 • Added costs of processing and use in HMA")
Potential Disadvantages • Contamination (tear-offs) • Added costs of processing and use in HMA • Increased low-temperature / fatigue cracking

Mitigating Low Temperature Impacts of RAS • Use less RAS instead of 5% (e. g. , use 2% to 3%) • Adjust the virgin binder PG to one grade softer (e. g. , PG 52 -34) • Assure minimum amount of virgin binder (regardless of PG)

Engineering Design Philosophy • Manufacturing a high quality product • Not just recycling a waste material • Long-term sustainability

Deleterious Material • • Nails Other metal Wood Cellophane Other plastic Paper Fiber board
 • Central processing (at")
Two Sourcing Alternatives • Source separation (at the job site) • Central processing (at the shingle recycling facility)

Pre-Sorting • Inspections prior to any grinding • Manual removal of any large items • Elevated sorting platform

Require Certification • Require written “chain-of-custody” certifications • Develop pre-approved customer list of certified suppliers • Maintain permanent file of all supply certifications

Grinding Equipment Vendors • Examine designs dedicated to shingles • Get customer references and then ask the questions about actual operating performance • Plan for adequate maintenance

Ayres, April 2004

Dust Control • Comprehensive plan • Spray with optimum amounts of water at critical grinding stages • Shrouds • Negative air (i. e. , suction) systems to remove ambient dust and light debris • Standard employee health and safety protection equipment and procedures

Removal of Nails and Other Ferrous • Assure an even layer of material on conveyor belts equipped with magnets • Multiple magnets (minimum of three or four) • Use combination of pulley belt and overhead magnets • Combine metal detection device with manual hand sorting for final quality control process

Final Product Quality • Conduct adequate testing • Provide quality guarantees • Keep covered to reduce unwanted moisture • Metered pre-blending with bituminous aggregate or RAP to reduce reagglomeration

Final Product Preparation • If stockpiled, pulverization of final product may be necessary immediately prior to use in HMA plant • Alternatively, use RAS “fresh” about one week after production to avoid extended stockpiling
 performance grade (PG)")
RAS Tests • Gradation • Asphalt content • Asphalt cement (AC) performance grade (PG) • Debris • Moisture

Quality Specs: Scrap Feedstock and Final Products • Free of debris / trash / foreign matter • Tear-off scrap must be asphalt shingles only • No nails!

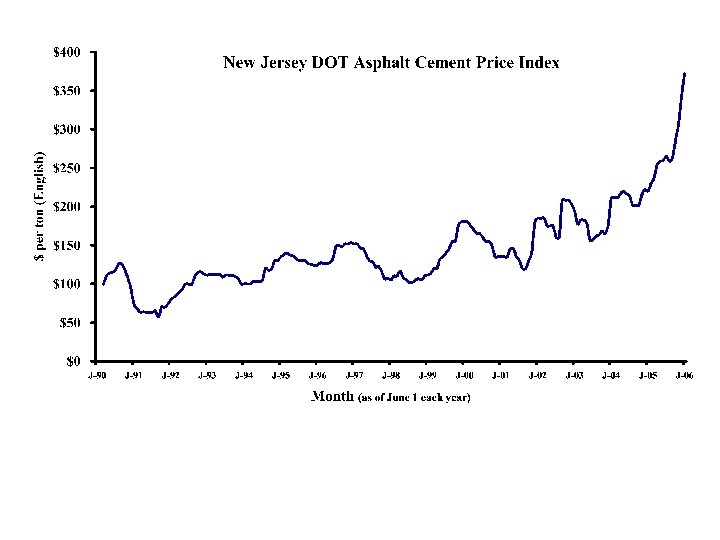
Economics • Tipping fees • Value of final product

Business Models • Mobile and stationary • Multiple products • Integrate with existing RAP and aggregate production infrastructures
 • Clean wood for mulch • Clean wood and other")
Multiple Products (Beyond RAS) • Clean wood for mulch • Clean wood and other organic wastes for biomass fuel • Gypsum (sheetrock) for land application • Metals for recycling

Regulatory Compliance • • Pro-active, assertive planning Anticipate requirements Use precedents to your advantage Document adequate market demand to avoid “speculative stockpiling”

Siting • Optimize location of tear-off shingles processing facility • Consider location of competing landfills and transfer stations • Consider location of HMA plants

Additional National Developments • New AASHTO specification • EPA / CMRA study • www. Shingle. Recycling. org • Asbestos data base
 • Deleterious material maximum limits (Section 8): (material retained on the")
AASHTO Specification (continued) • Deleterious material maximum limits (Section 8): (material retained on the No. 4 sieve) – Heavy fraction = 0. 50% – Lightweight fraction = 0. 05%

Missouri Shingle Spec • Extrinsic Material Allowance Raised – 3. 0% Total – 1. 5% Wood
 Asbestos levels: “…shall be certified to be asbestos free. ” (Section")
AASHTO Specification (continued) Asbestos levels: “…shall be certified to be asbestos free. ” (Section 5. 2) “(Tear-off shingles are) construction debris and various state and local regulations may be applicable to its use. The user of this specification is advised to contact state and local transportation departments and environmental agencies to determine what additional requirements may be necessary. ” (Note 2)

Asbestos Risk • Incidence of asbestos is extremely low • Average content was only: – 0. 02% in 1963 – 0. 00016% in 1973 NAHB, 1999
, no hits • Maine (118 samples), no")
ASRAS Data • Iowa (1, 791 samples), no hits • Maine (118 samples), no hits • Mass: – (2, 288 composite samples) 11 hits < 1% – (69 tarpaper samples) 2 < 5% – (109 ground RAS samples) 2 < 1% • Florida (287 samples), 2 hits > 1% Ruesch, April 2003.
 • • Missouri (6 samples), no hits Hawaii (100 samples), 1")
ASRAS Data (continued) • • Missouri (6 samples), no hits Hawaii (100 samples), 1 hit > 1% Minnesota (156 samples), no hits Minnesota (50 tarpaper), 1 hit @ 2% - 5% We still want more data! (for EPA / CMRA project. ) Ruesch, April 2003.

DKA / AES Airborne Fiber Tests As part of the RMRC Project: Environmental Testing of Airborne Particles at The Shingle Processing Plant Krivit, April 2003.

Summary Highlights • Risk from asbestos is negligible to nonexistent • Two rounds of sampling for total: – Dust (1999) – Fibers (2002) • Common sense and best management practices can help prevent employee exposure Krivit, April 2003.

Asbestos Testing • Explore exemption alternative, but if not, then …. . • …. develop product sampling plan • …. develop supply sampling plan on whole shingles / mixed roofing scrap • Recognize that more initial testing may be needed to gather adequate baseline data

Additional Environmental Risks • Air emissions impacts from tear-off RAS in HMA plants • PAH and other particulates • Run-off from whole shingles and RAS stockpiles • Run-off from RAS use as ground cover or dust control (in 100% form)
 2. MANAGE the asbestos issue (b) 3. PROTECT")
Recommendations 1. Continue MARKET DEVELOPMENT (a) 2. MANAGE the asbestos issue (b) 3. PROTECT employee health and safety (c) 4. GUARANTEE your product quality (d)

CMRA’s Web Site

Dan Krivit and Associates 651 -489 -4990 DKrivit@bitstream. net January 14 – 16, 2007 ● San Antonio, Texas
- Slides: 101