Shielded Metal Arc Welding SMAW SMAW Electrode Classification
")









- Slides: 11
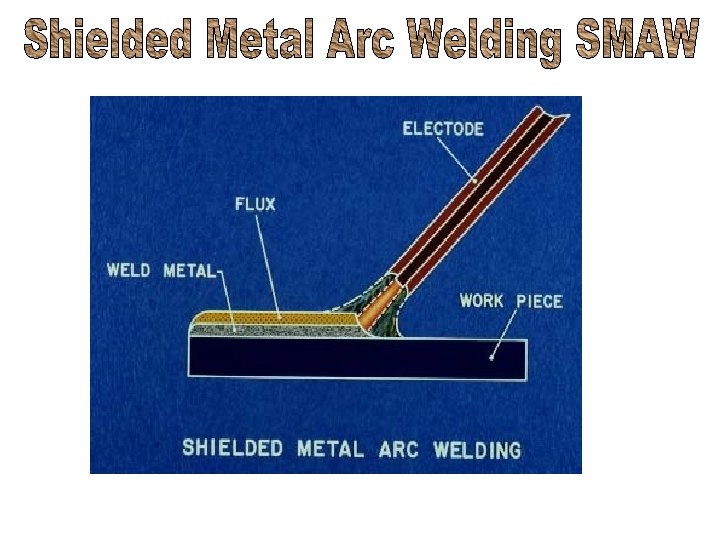
Shielded Metal Arc Welding (SMAW)
SMAW Electrode Classification Example E 7018 • • E indicates electrode 70 indicates 70, 000 psi tensile strength 1 indicates use for welding in all positions 8 indicates. E 7018 -A 1 -H 8 R low hydrogen
• ANSI/AWS - 5. 1 : Specification for Covered Carbon Steel • ANSI/AWS - 5. 5 : Specification for Low Alloy Steel • ANSI/AWS - 5. 4 : Specification for Corrosion Resistant Steel AWS Website: http: //www. aws. org
Coating Materials -Partial List Arc Stabilizers Titania Ti. O 2 Gas-Forming Materials Wood Pulp Limestone Ca. CO 3 Slag-Forming Materials Alumina Al 2 O 3 Ti. O 2 Si. O 2 Fe 3 O 4 Slipping Agents to Aid Extrusion Clay Talc Glycerin Binding Agents Sodium Silicate Asbestos Starch Sugar Alloying and Deoxidizing Elements Si, Al, Ti, Mn, Ni, Cr
Linnert, Welding Metallurgy AWS, 1994
Shielded Metal Arc Welding SMAW Advantages • • Easily implemented Inexpensive Flexible Not as sensitive to part fit-up variances
Advantages • Equipment relatively easy to use, inexpensive, portable • Filler metal and means for protecting the weld puddle are provided by the covered electrode • Less sensitive to drafts, dirty parts, poor fit -up • Can be used on carbon steels, low alloy steels, stainless steels, cast irons, copper, nickel, aluminum
Shielded Metal Arc Welding Quality Issues • Discontinuities associated with manual welding process that utilize flux for pool shielding – Slag inclusions – Lack of fusion • Other possible effects on quality are porosity, and hydrogen cracking
Shileded Metal Arc Welding Limitations • Low Deposition Rates • Low Productivity • Operator Dependent
Other Limitations • Heat of welding too high for lead, tin, zinc, and their alloys • Inadequate weld pool shielding for reactive metals such as titanium, zirconium, tantalum, columbium