Sheet Metal Working Apiwat Muttamara Historical Note Sheet



 Shearing Drawing Bending")


")


 + 1) R = Bend radius")

- Slides: 17
Sheet Metal Working Apiwat Muttamara
Historical Note; Sheet metal stamping was developed as a mass production technology for the production of bicycles around the 1890’s. This technology played an important role in making the system of interchangeable parts economical (perhaps for the first time).
Stress Strain diagram B C A
Basic Sheet Forming Processes (from http: //www. menet. umn. edu/~klamecki/Forming/mainforming. html) Shearing Drawing Bending
Shearing of sheet metal between two cutting edges
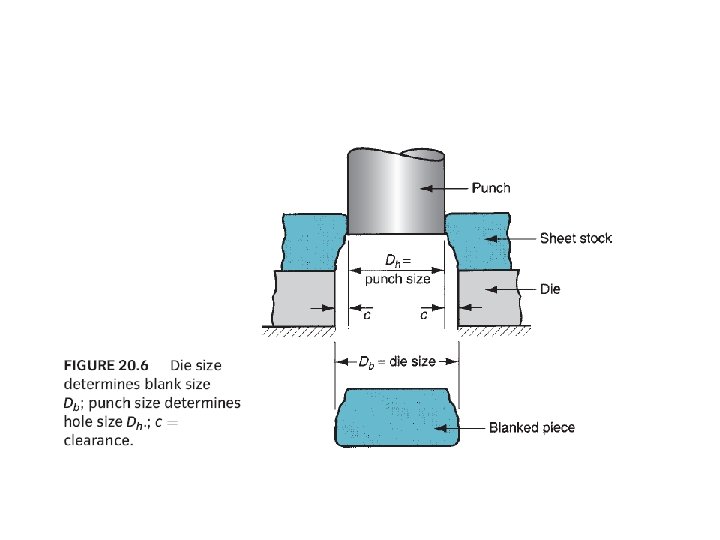
Schematic of a Blanked Edge
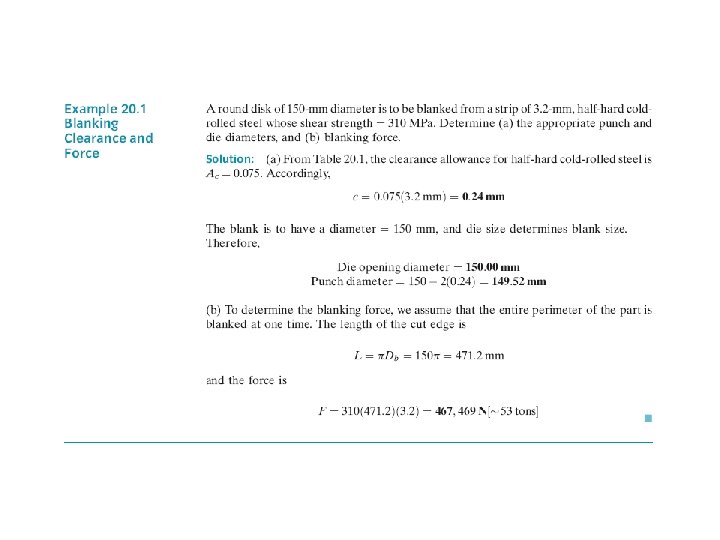
Blanking & Punching(Piercing)
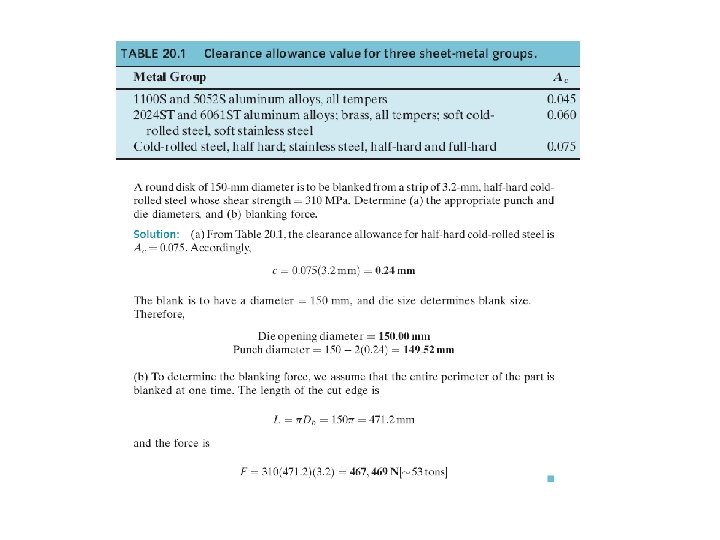
Shearing Operation Force Requirement Sheet Punch D T Die Part or slug F = T L (Shear Strength) F = 0. 7 T L (UTS) T = Sheet Thickness L = Total length Sheared UTS = Ultimate Tensile Strength of material MPa= ? 10. 1 kg/cm 2
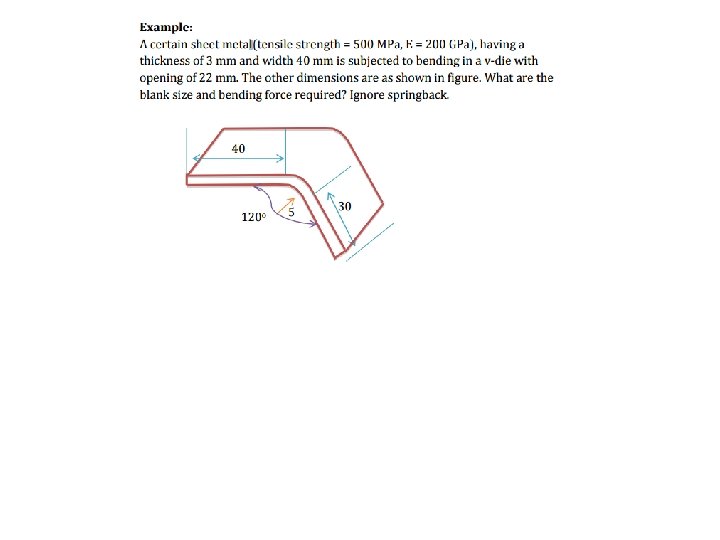
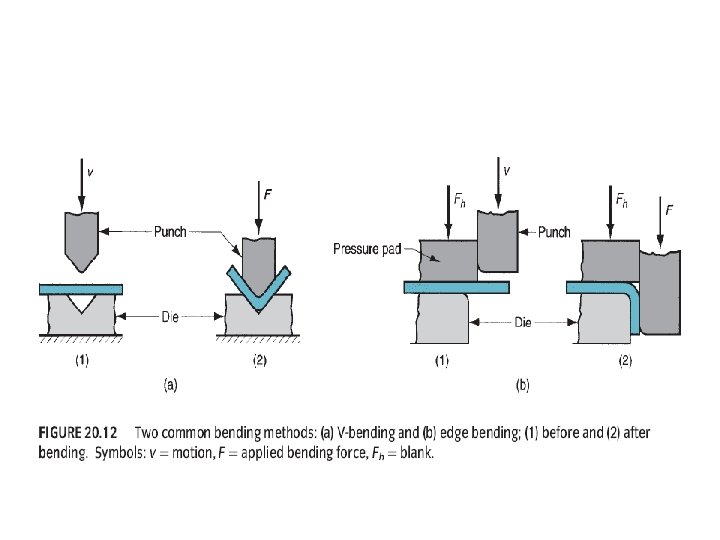
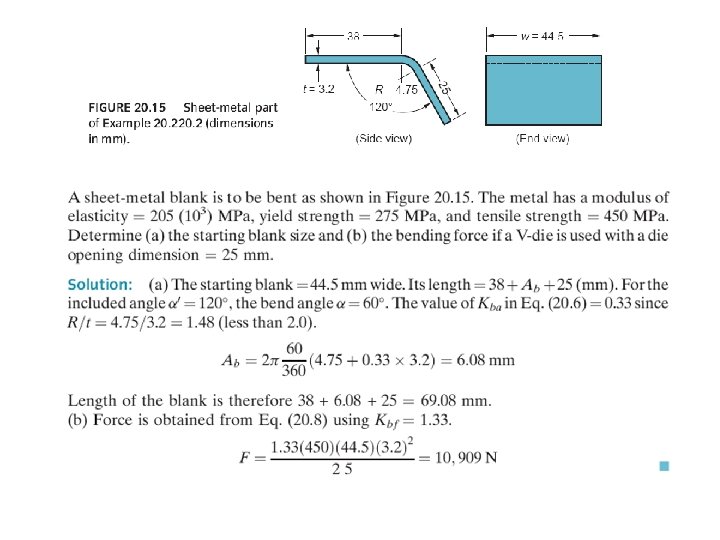
Bending Force Requirement Force Punch Workpiece T T = Sheet Thickness W = Total Width Sheared (into the page) L =Span length UTS = Ultimate Tensile Strength of material Die L Engineering Strain during Bending: e = 1/((2 R/T) + 1) R = Bend radius Minimum Bend radius: R = T ((50/r) – 1) r = tensile area reduction in percent
Engineering Strain during Bending: e = 1/((2 R/T) + 1) R = Bend radius Minimum Bend radius: R = T ((50/r) – 1) r = tensile area reduction in percent
Bending of sheet metal; both compression and tensile elongation