Resistance Welding is a pressure welding technique using



 is used for joining vehicle body parts, fuel tanks,")
. Figure")
 Spot welding cycle, Figure : (b) plot of squeezing force")

 Spot Welding is a Resistance Welding (RW) process, in which")

.")

 Seam Welding is a Resistance Welding process of continuous joining of")


 Upset Welding is used to join the pieces end to")

 Flash welding is similar to upset welding except that the heat")
: (1) start of operation, contact")
- Slides: 19
Resistance Welding is a pressure welding technique using high current and low voltage The current passing through the two overlapping workpieces causes local heating and tempeature of the metallic pieces raises to the fusion point due to resistance offered by the workpieces to flow of current Subseqent aplplication of pressure results in permanent joinining of the workpieces by the formation of weld without the use of filler material Workpieces are placed between two rods or wheels(rolls), which serve as conductor for producing welds AC electric current is supplied through copper electrodes or rolls connected to the secondary coil of a welding transformer. It is used for welding thin sheets of similar metallic materials
Voltage : 0. 5 to 10 V At 15000 Amp H = Amount of heat generated at the contacting area of the elements to be welded ( Joules) I = current ( Amperes ) R = resistance of the ckt at contacting area ( ohms) T = time for which electric current passes through the joint. ( sec ) ( 0. 25 sec )
The following metals may be welded by Resistance Welding: • Low carbon steels - the widest application of Resistance Welding • Aluminum alloys • Medium carbon steels, high carbon steels and Alloy steels (may be welded, but the weld is brittle) Advantages of Resistance Welding: • High welding rates; • Low fumes; • Cost effectiveness; • Easy automation; • No filler materials are required; • Low distortions. Disadvantages of Resistance Welding: • High equipment cost; • Low strength in case of discontinuous welds; • Thickness of welded sheets is limited - up to 1/4” (6 mm);
Applications : Resistance Welding (RW) is used for joining vehicle body parts, fuel tanks, domestic radiators, pipes of gas oil and water pipelines, wire ends, turbine blades, railway tracks. Types of Resistance Welding are: • Resistance spot welding • Resistance seam welding Resistance butt welding 1. Upset welding 2. Flash welding • Resistance projection welding
Diameter of the weld spot is in the range (3 - 12 mm). Figure : Resistance welding, showing the components in spot welding, the main process in the RW group.
Spot Welding Cycle (a) Spot welding cycle, Figure : (b) plot of squeezing force & current in cycle (1) parts inserted between electrodes, (2) electrodes close, force applied, (3) current on, (4) current off, (5) electrodes opened.
§Typical car body has about 10, 000 spot welds
Resistance Spot Welding (RSW) Spot Welding is a Resistance Welding (RW) process, in which two or more overlapped metal sheets are joined by spot welds. The method uses pointed copper electrodes providing passage of electric current. The electrodes also transmitt pressure required formation of strong weld. Diameter of the weld spot is in the range 1/8” - 1/2” (3 - 12 mm). It consist of a transformer core having primary and secondary Winding. One end of secondary winding is connected to upper Electrode and other electrode is connected to lower electrode. The workpieces to be weld are pressed between tips of the electrodes and high current at low voltages is passed through the workpieces. Due to resistance offered by the workpieces ( sheet metal ) to the flow of current , the temperature at the contact surfaces rises to fusion point and the weld is completed on freezing. The operation is repeated by changing the position of the workpiece plate to get the weld at another point. Spot welding is widely used in automotive industry for joining vehicle body parts and in metal furniture.
Resistance Welding Spot 1. The electrodes are a pair of copper rods between which the sheets to be welded are positioned 2. The welding takes place at discrete intervals 3. It is used for components such as flat sheets , panels as in car bodies. Seam 1. Electrodes are a pair of rotating copper rolls between which sheets to be welded are passed 2. The seam weld joints are continuous 3. It is used to weld components such as a fuel tank shells & other application which require the joint to be leak proof
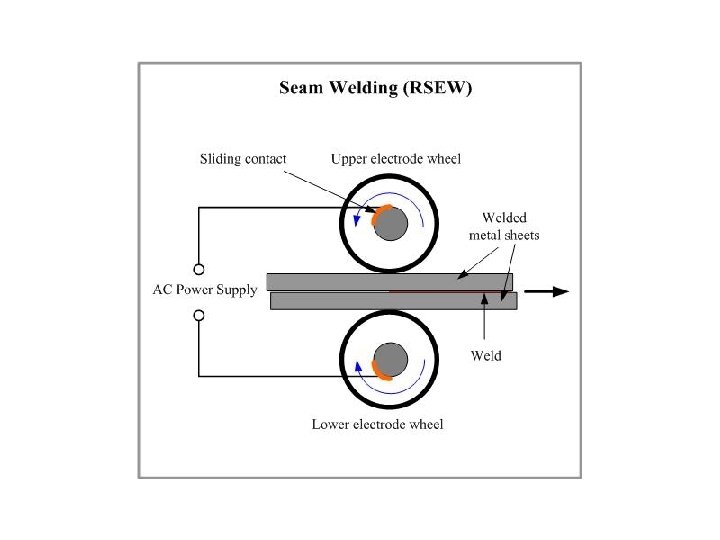
Figure : Resistance seam welding (RSEW).
Side view Resistance Seam Welding
Seam Welding (RSW) Seam Welding is a Resistance Welding process of continuous joining of overlapping sheets by passing them between two rotating electrode wheels. Heat generated by the electric current flowing through the contact area and pressure provided by the wheels are sufficient to produce a leak-tight weld. Seam Welding is high speed and clean process, which is used when continuous tight weld is required (fuel tanks, drums, domestic radiators, gasoline tanks, automobile muffler ).
• Resistance Butt Welding It is of two types 1. Upset welding 2. Flash welding
Upset Butt Welding
Resistance Butt Welding (UW) Upset Welding is used to join the pieces end to end The process is best suited to rods , pipes and many other parts Of uniform cross section. In upset butt welding , the parts are clamped and brought in solid contact and current is applied so that the heat is generated through the contact areas of the parts. When the temperature of the interface reaches to plastic state, the current is switched off and the two parts are pressed together firmly. This results in lateral flow of the surfaces oxide layers. This action of pressing together is called upsetting. Butt welding is used for welding small parts. The process is highly productive and clean.
Flash Butt Welding
Flash Welding (FW) Flash welding is similar to upset welding except that the heat is obtained by means of an arc than the simple resistance heating. The two parts are brought together and the power supply is switched on. As the parts are moved closer , flashing or arcing raises the temperature of the parts to a welding temperature. Now power is switched off and two parts are rapidly pressed (forced) together causing a small upset. This squeezes out liquid metal and oxides , formed on the joint surfaces and the two parts are welded together. Thick pipes, ends of band saws, frames, aircraft landing gears are produced by Flash Welding.
Resistance Projection Welding Figure : Resistance projection welding (RPW): (1) start of operation, contact between parts is at projections; (2) when current is applied, weld nuggets similar to spot welding are formed at the projections. A resistance welding process in which coalescence occurs at one or more small contact points on parts Contact points determined by design of parts to be joined. May consist of projections, embossments, or localized intersections of parts